You send a batch of ductile iron castings for ASTM A536 certification testing. The tensile strength passes. The yield strength passes. Then the elongation test fails at 14% when you needed 18% minimum for grade 60-40-18. The metallurgist's report shows nodularity at 72% — below the 80% threshold. Your buyer rejects the shipment, and you're left troubleshooting a $40,000 batch.
In lost foam, the defect you see in the casting started two steps earlier — at the pattern or the coating. ASTM A536 and A395 ductile iron grades demand specific microstructure outcomes (nodularity ≥80%, ferrite-pearlite balance, minimal carbides), and your production line either delivers those outcomes repeatably or it doesn't. This isn't about metallurgical theory — it's about which equipment parameters you control and how tightly you control them.
What ASTM A536 and A395 Actually Require From Your Castings
ASTM A536 covers ductile iron castings for general engineering use. ASTM A395 covers ferritic ductile iron for pressure-containing parts. Both standards define mechanical property minimums tied to specific microstructures — and those microstructures depend on carbon content, nodule count, nodule shape, and matrix structure.
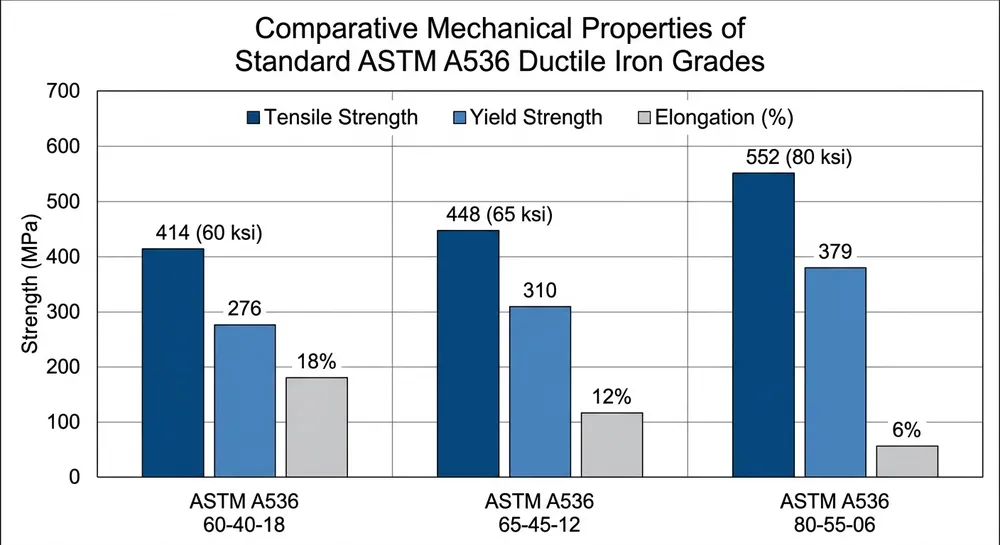
ASTM A536 Common Grades:
| Grade | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Typical Matrix |
|---|---|---|---|---|
| 60-40-18 | 414 | 276 | 18 | Ferritic |
| 65-45-12 | 448 | 310 | 12 | Ferritic-Pearlitic |
| 80-55-06 | 552 | 379 | 6 | Pearlitic |
ASTM A395 Requirements:
- Minimum tensile strength: 414 MPa
- Minimum yield strength: 276 MPa
- Minimum elongation: 10%
- Fully ferritic matrix (no pearlite)
- Nodularity ≥80%
The mechanical properties are downstream consequences. What you're really controlling is nodule count (typically 100-200 nodules/mm² for A536), nodule roundness (spheroidization ≥80%), and carbon content (3.2-3.8% for most grades). Lost foam casting introduces three failure modes that conventional sand casting doesn't face: carbon pickup from EPS decomposition, gas entrapment from incomplete pattern evacuation, and nodularity degradation from coating-related sulfur contamination.
We've commissioned Ductile Cast Iron Lost Foam Casting Production Lines for foundries in the Middle East and Southeast Asia. The ones that pass ASTM testing on the first production run are the ones where we locked in five critical process parameters before pouring started.

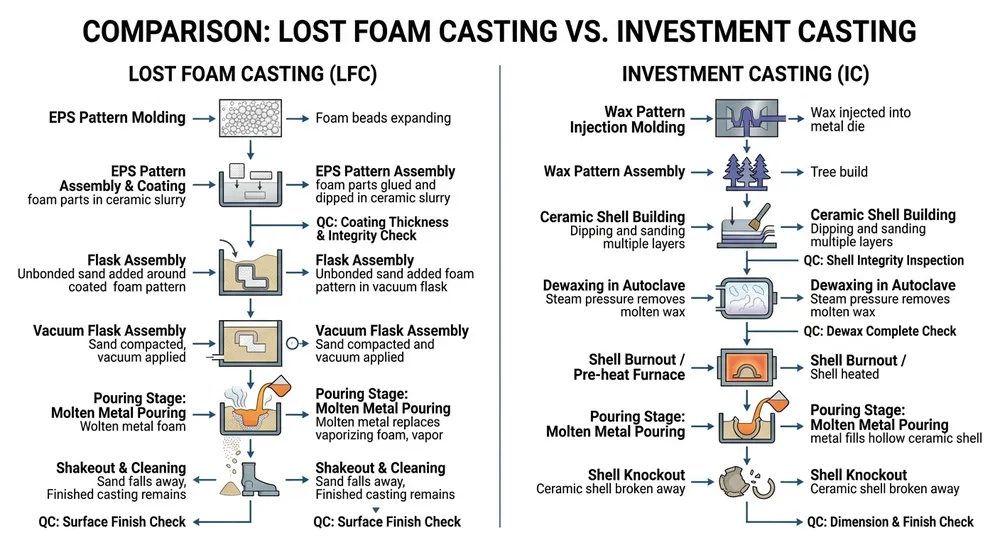
Why Lost Foam Casting Makes ASTM Compliance Harder
Lost foam uses an expendable polystyrene pattern that vaporizes during metal pouring. The liquid metal replaces the foam in real time, filling the mold cavity as the EPS decomposes into gases and carbon residue. This process creates three metallurgical risks that don't exist in green sand or resin sand casting.
Carbon pickup: EPS foam contains 92% carbon by mass. When it decomposes at 1,400°C pouring temperature, some of that carbon dissolves into the molten iron. Ductile iron chemistry is sensitive — if your carbon content drifts from 3.6% to 3.9%, you shift from ferritic to pearlitic matrix and lose elongation. We've seen castings fail A536 grade 60-40-18 elongation requirements because the production line couldn't control EPS density consistency across pattern batches.
Gas porosity: EPS decomposition produces styrene vapor, benzene, and other gases that must evacuate through the coating and into the surrounding sand. If your vacuum system runs at 0.02 MPa when it should run at 0.04-0.06 MPa, those gases get trapped as microporosity. Porosity reduces effective cross-sectional area during tensile testing, dropping your elongation numbers even when nodularity looks acceptable under the microscope.
Nodularity degradation: Refractory coatings on EPS patterns often contain sulfur-bearing binders or additives. Sulfur is a nodularity killer in ductile iron — even 0.02% sulfur content can degrade spheroidal graphite into compacted or flake graphite. If your coating permeability is too low (below 80 permeability units), decomposition gases linger at the metal-coating interface long enough to drive sulfur into the casting.
The equipment-level question is: which production line parameters give you repeatable control over carbon pickup, gas evacuation, and coating chemistry?
Production Line Parameters That Determine ASTM Outcomes
ASTM compliance in lost foam ductile iron comes down to five process variables. Your Lost Foam Casting Production Line either gives you closed-loop control over these variables, or you're adjusting them manually and hoping for consistency across a 500-unit production run.
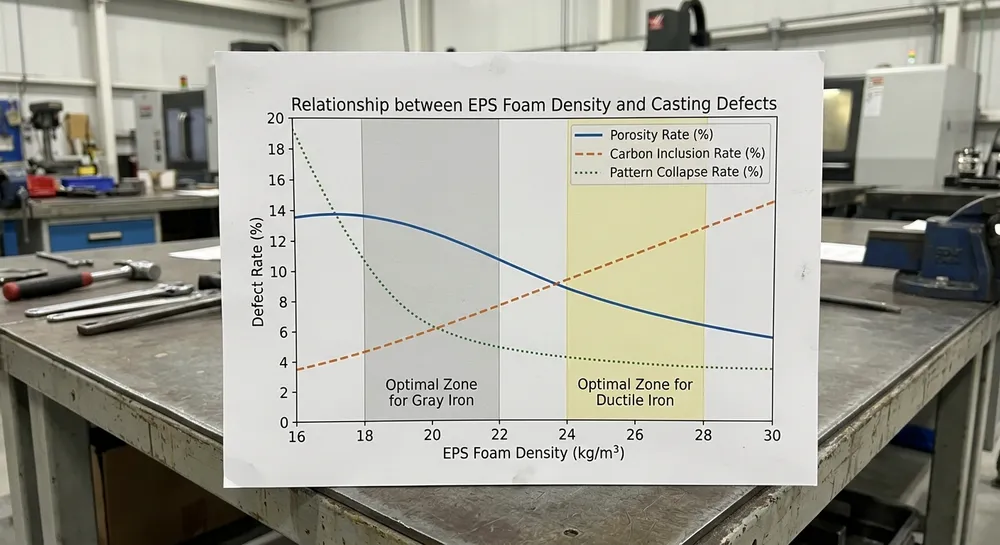
1. EPS Pattern Density (18-28 kg/m³)
Pattern density controls carbon mass available for pickup. Lower density (18-20 kg/m³) reduces carbon addition but increases pattern fragility during handling and coating. Higher density (24-28 kg/m³) improves pattern strength but adds more carbon to the melt.
For ASTM A536 grade 60-40-18 (ferritic matrix), we typically spec 18-22 kg/m³ EPS density to minimize carbon pickup and keep the final casting below 3.7% carbon. For grade 80-55-06 (pearlitic matrix), 24-26 kg/m³ works because you want higher carbon to stabilize pearlite. The production line needs adjustable steam pressure (0.15-0.25 MPa) and cycle time (8-15 seconds) in the pre-expander to hit target density repeatably. Manual pre-expanders drift ±2 kg/m³ batch-to-batch — that's enough to shift your matrix structure.
2. Coating Permeability (80-150 Permeability Units)
Coating permeability determines how fast EPS decomposition gases escape. Too low, and gases accumulate at the metal front, causing porosity and sulfur contamination. Too high, and liquid metal penetrates the coating, creating surface defects.
For ductile iron, we target 100-120 permeability units measured by standard air permeability test. This requires coating thickness of 0.8-1.2 mm applied in 2-3 dip cycles with controlled drying between coats (60-80°C, 30-45 minutes per coat). Automated coating lines with PLC-controlled dip speed (8-12 mm/s) and drying chamber temperature hold permeability within ±10 units. Manual dip coating varies by 30-40 units depending on operator technique and ambient humidity.
3. Vacuum System Pressure (0.04-0.06 MPa)
Vacuum pressure drives gas evacuation through the sand. Insufficient vacuum leaves decomposition gases in the mold cavity, creating porosity that kills elongation performance. Excessive vacuum can collapse thin-wall patterns before pouring.
For ASTM-compliant ductile iron, we run vacuum at 0.045-0.055 MPa (450-550 mbar absolute pressure) measured at the flask, not at the pump. This requires a vacuum pump sized for 150-200 m³/h capacity per casting flask, with real-time pressure monitoring and automatic regulation. We've seen foundries run "vacuum" systems at 0.02 MPa because they measured pressure at the pump discharge instead of the flask — their castings showed 2-3% porosity and failed elongation testing every time.
4. Pouring Temperature Control (1,380-1,420°C)
Pouring temperature affects carbon dissolution rate, nodule formation kinetics, and gas generation rate. Too cold, and you get misruns and incomplete nodule formation. Too hot, and you accelerate carbon pickup and increase shrinkage porosity.
For ASTM A536 ductile iron, we pour at 1,390-1,410°C measured in the ladle immediately before pouring. This requires induction furnace temperature control (±5°C) and ladle preheating to prevent temperature drop during transfer. Automated temperature monitoring with data logging lets you correlate pouring temperature to final mechanical properties — critical for ASTM certification documentation.
5. Sand Compaction Vibration (40-60 Hz, 0.3-0.5 mm Amplitude)
Sand compaction density determines how well the sand supports the coating during metal filling and how effectively it transmits vacuum pressure. Under-compacted sand (bulk density <1.45 g/cm³) allows coating collapse and metal penetration. Over-compacted sand (>1.60 g/cm³) reduces permeability and traps gases.
We target 1.50-1.55 g/cm³ sand bulk density using vibration tables at 50 Hz frequency and 0.4 mm amplitude for 45-60 seconds. PLC-controlled vibration systems maintain consistent compaction across every flask. Manual vibration varies by operator judgment and creates ±0.08 g/cm³ density variation — enough to cause random porosity defects in 10-15% of castings.

Equipment-Level Quality Controls That Prevent ASTM Failures
Process parameters only matter if you can measure and control them in real time. The difference between a production line that produces ASTM-compliant castings and one that produces scrap is the control system architecture.
PLC-based process monitoring: Our Lost Foam Casting Equipment uses Siemens S7-1200 PLCs to monitor vacuum pressure, pouring temperature, vibration frequency, and coating thickness in real time. The system logs every parameter for every casting with timestamp and flask ID. When a batch fails ASTM testing, you can pull the production data and identify which parameter drifted out of spec. Without data logging, you're guessing.
Automated vacuum regulation: Vacuum pressure drops during pouring as EPS decomposes and gas volume increases. A fixed-speed vacuum pump can't maintain constant pressure — you need variable-frequency drive control that adjusts pump speed based on real-time pressure feedback. We spec VFD-controlled vacuum systems that hold ±0.002 MPa pressure stability during the entire pour cycle.
Coating thickness measurement: Coating thickness directly affects permeability and gas evacuation. We use ultrasonic thickness gauges (±0.05 mm accuracy) to verify coating thickness on sample patterns from each batch. Patterns outside 0.8-1.2 mm range get re-coated or scrapped before they reach the molding line. This catches coating defects before you pour metal, not after you fail ASTM testing.
Sand quality monitoring: Sand reclamation systems must maintain consistent grain size distribution and remove fines that reduce permeability. Our in-house sand testing lab runs sieve analysis (AFS grain fineness number), bulk density measurement, and permeability testing on reclaimed sand every 4 hours during production. Sand that drifts outside spec (AFS 50-60, bulk density 1.50-1.55 g/cm³) gets diverted to secondary reclamation or replaced with virgin sand.
Inoculation and nodularization control: Ductile iron requires magnesium treatment (0.03-0.06% residual Mg) and inoculation (0.2-0.4% FeSi addition) to achieve nodular graphite. These treatments fade over time — magnesium fading occurs within 8-12 minutes after treatment. The production line must coordinate treatment timing with pouring schedule to ensure every casting receives fresh inoculant. We use automated inoculation feeders synchronized with ladle transfer to eliminate timing variation.
The common thread: automation removes operator variability. Manual processes introduce 15-20% parameter variation. Automated systems hold 3-5% variation. ASTM certification testing has zero tolerance for "most of the time" — every casting must meet spec.
How Production Line Configuration Changes for Different ASTM Grades
ASTM A536 grade 60-40-18 and grade 80-55-06 require different matrix structures (ferritic vs. pearlitic), which means different production line parameter sets.
Grade 60-40-18 (Ferritic, High Ductility):
- EPS density: 18-22 kg/m³ (minimize carbon pickup)
- Pouring temperature: 1,390-1,400°C (lower end to reduce carbon dissolution)
- Inoculation: 0.3-0.4% FeSi (heavy inoculation promotes ferrite)
- Cooling rate: Slow cooling in sand (0.5-1.0°C/min) to allow carbide decomposition
- Typical application: Pressure vessels, pipe fittings (ASTM A395 overlap)
Grade 80-55-06 (Pearlitic, High Strength):
- EPS density: 24-26 kg/m³ (higher carbon acceptable)
- Pouring temperature: 1,400-1,420°C (higher temperature stabilizes pearlite)
- Inoculation: 0.2-0.3% FeSi (lighter inoculation allows pearlite formation)
- Cooling rate: Faster cooling (1.5-2.5°C/min) to retain pearlite
- Typical application: Gears, crankshafts, high-load components
The production line needs adjustable parameters to switch between grades without equipment changeover. Fixed-parameter lines lock you into one grade family — problematic if your buyer mix includes both pressure vessel components (ferritic) and automotive parts (pearlitic).
Our Cast Iron Lost Foam Casting Production Line configurations include recipe management systems where operators select the target ASTM grade on the HMI touchscreen, and the PLC automatically adjusts EPS density, pouring temperature setpoint, and inoculation rate. This eliminates manual parameter changes and the errors that come with them.

Common ASTM Compliance Failures and Their Equipment-Level Root Causes
We've troubleshot ASTM test failures at 14 foundries over the last five years. The failure modes repeat.
Failure: Elongation below minimum (e.g., 14% actual vs. 18% required for grade 60-40-18)
Root causes:
- Porosity from insufficient vacuum (0.02-0.03 MPa instead of 0.04-0.06 MPa)
- Carbon pickup from excessive EPS density (26 kg/m³ when 20 kg/m³ was needed)
- Nodularity degradation from sulfur contamination (coating permeability <80 units)
Equipment fix: Install VFD-controlled vacuum pump with real-time pressure monitoring. Calibrate pre-expander steam pressure to hit 20±1 kg/m³ EPS density. Switch to low-sulfur coating binder system and verify permeability >100 units.
Failure: Nodularity below 80% (e.g., 72% nodularity with compacted graphite present)
Root causes:
- Magnesium fading (>15 minutes between treatment and pouring)
- Sulfur contamination from coating (>0.015% S in final casting)
- Insufficient inoculation (<0.2% FeSi addition)
Equipment fix: Synchronize ladle transfer timing with magnesium treatment using automated scheduling. Replace coating system with sulfur-free binder. Install automated inoculation feeder with dosing accuracy ±0.02%.
Failure: Tensile strength below minimum (e.g., 400 MPa actual vs. 414 MPa required)
Root causes:
- Shrinkage porosity from excessive pouring temperature (>1,430°C)
- Under-inoculation causing carbides in matrix
- Misrun defects from insufficient pouring temperature (<1,370°C)
Equipment fix: Install induction furnace with ±5°C temperature control and automated temperature monitoring in ladle. Increase inoculation rate to 0.3-0.4% FeSi. Verify pouring temperature 1,390-1,410°C range.
The pattern: ASTM failures trace back to process parameter variation that manual systems can't control. Automated systems with closed-loop feedback eliminate 80-90% of these failure modes.
Specifying a Production Line for ASTM-Compliant Ductile Iron Castings
When you're sourcing a lost foam line for ductile iron work, the RFQ conversation should start with your target ASTM grades and annual volume. A line configured for grade 60-40-18 pressure vessel components needs different equipment than a line for grade 80-55-06 automotive parts.
Minimum equipment specifications for ASTM compliance:
- Pre-expander: Automatic steam pressure control (0.15-0.25 MPa), PLC-controlled cycle timing, EPS density monitoring (±1 kg/m³ accuracy)
- Coating system: Automated dip line with 2-3 coating stations, controlled drying chambers (60-80°C), coating thickness verification, permeability testing capability
- Vacuum system: VFD-controlled vacuum pump (150-200 m³/h per flask), real-time pressure monitoring at flask (±0.002 MPa accuracy), automatic pressure regulation
- Pouring system: Induction furnace with ±5°C temperature control, automated ladle temperature monitoring, synchronized inoculation feeder (±0.02% dosing accuracy)
- Sand handling: Vibration tables with PLC-controlled frequency and amplitude (40-60 Hz, 0.3-0.5 mm), sand reclamation with grain size control (AFS 50-60), bulk density monitoring
- Process control: Siemens or Mitsubishi PLC with HMI touchscreen, recipe management for multiple ASTM grades, data logging for every casting, remote diagnostics capability
The equipment cost difference between a manual line and an automated line is 30-40%. The scrap rate difference is 15-20% of production volume. If you're producing 10,000 castings annually at $50 average casting value, that's $75,000-100,000 in scrap cost — the automated line pays for itself in 18-24 months.
We've configured lines for buyers targeting ASTM certification from day one. The ones who succeed are the ones who spec the control systems first and the mechanical equipment second. You can't retrofit closed-loop process control onto a manual line — the sensor integration and PLC programming costs more than buying the right equipment initially.
Send your target ASTM grades, casting weight range, and annual production volume. We'll spec a line with the process control architecture that delivers certification-ready castings on the first production run, not after six months of troubleshooting. Request a quote with your ASTM requirements and we'll provide equipment recommendations with parameter ranges documented.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...