Most lost foam casting machinery RFQs we receive list target output in tons per day, but they skip the three constraints that actually determine whether the line fits your facility: floor footprint, utility infrastructure, and shipping logistics. A 2-ton/hour line sounds straightforward until you realize it needs 380V three-phase at 120 kVA, 8 meters of ceiling clearance for the vacuum chamber hoist, and arrives in three 40HQ containers that your port can't always consolidate on the same vessel.
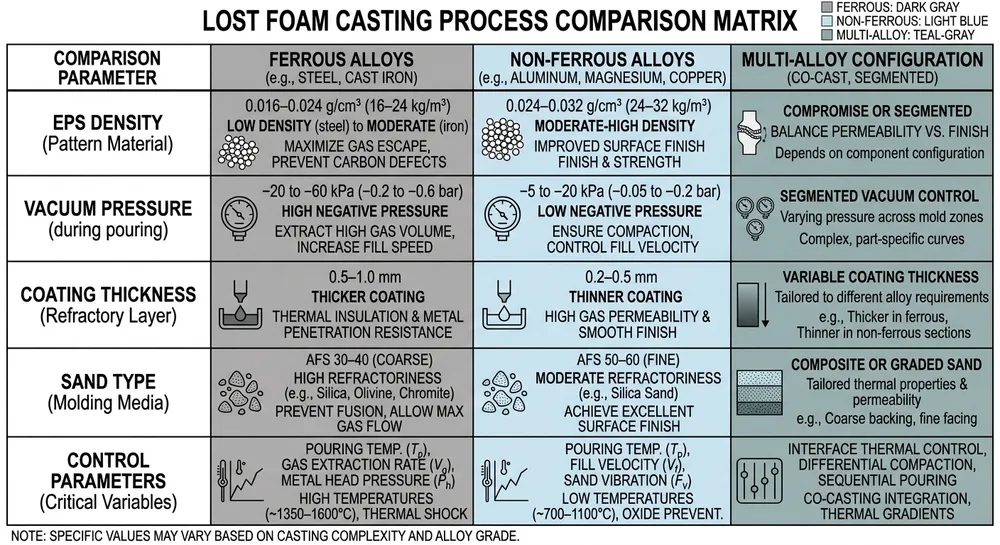
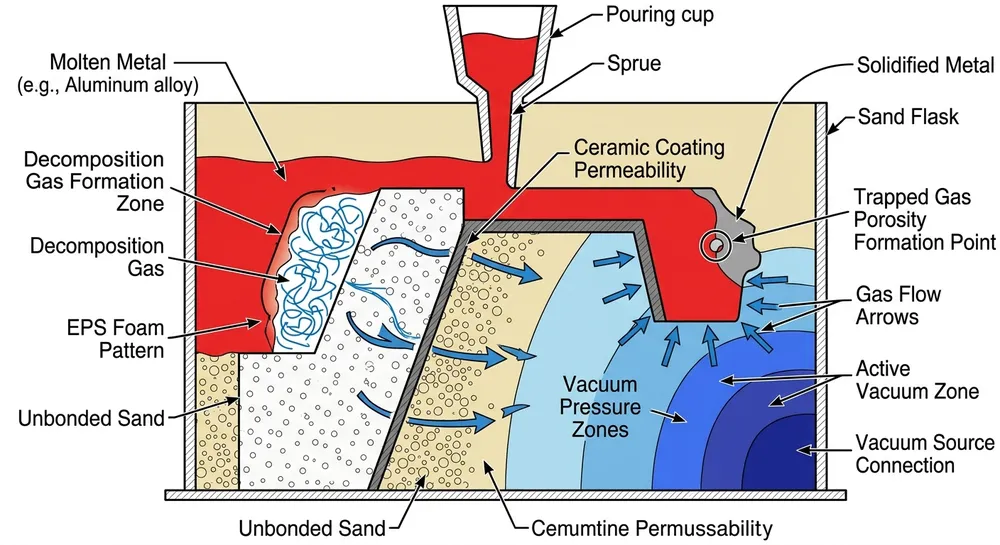
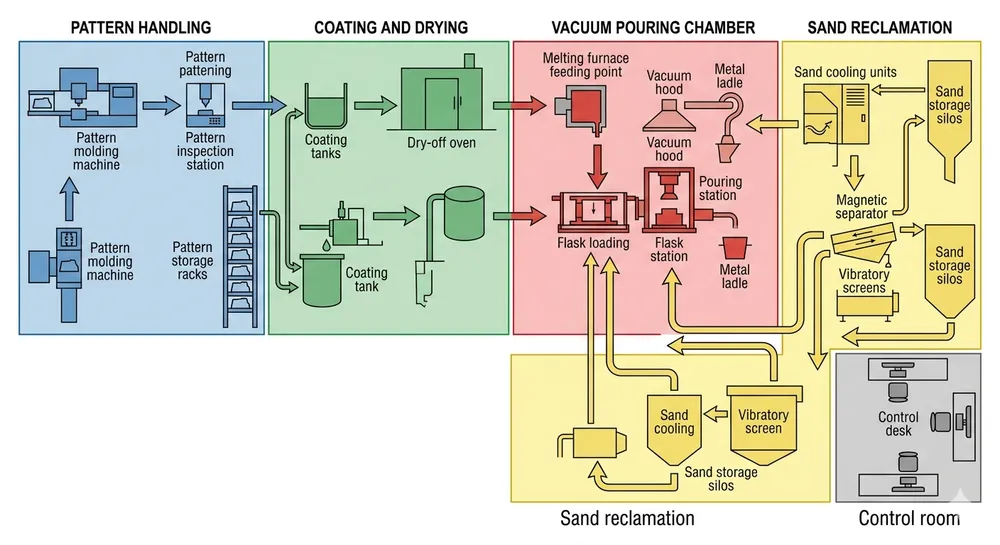
Lost foam casting (also called evaporative pattern casting or EPC) uses expandable polystyrene foam patterns that vaporize during metal pouring, leaving a precise cavity in unbonded sand. The machinery procurement covers five integrated subsystems: EPS pattern handling equipment, coating application and drying systems, vacuum pouring chambers, sand reclamation lines, and PLC control networks. You can't spec one subsystem in isolation — coating thickness affects vacuum hold time, which determines pouring cycle speed, which sets your actual throughput.
What Lost Foam Casting Machinery Procurement Actually Covers
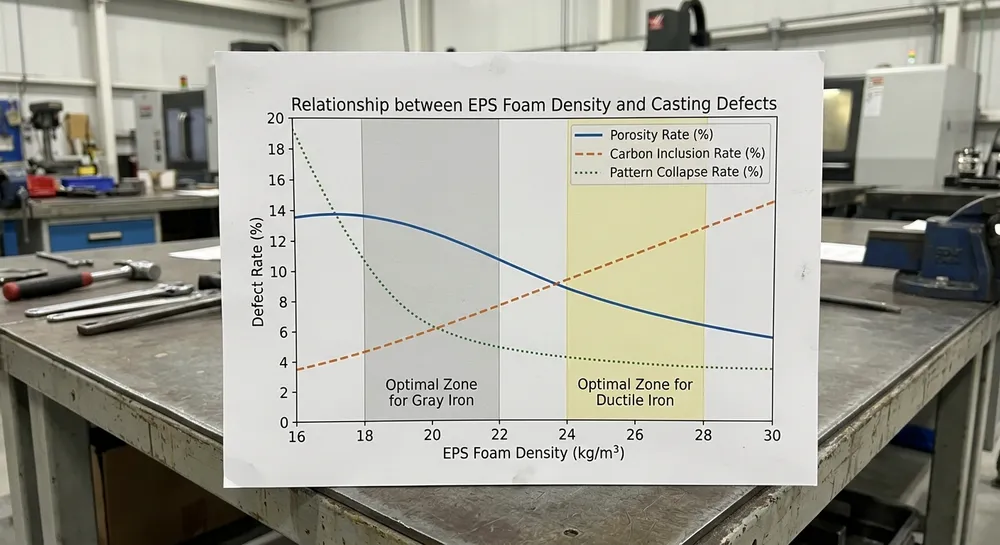
A complete Lost Foam Casting Production Line includes equipment most buyers don't initially budget for. Pattern handling conveyors move foam assemblies from gluing stations to coating tanks without crushing the 18-28 kg/m³ EPS structure. Coating systems apply refractory slurry at controlled thickness (0.5-2.0mm depending on alloy and casting weight), then move patterns through drying chambers that hold 40-60°C for 4-8 hours. The vacuum pouring station is where most buyers focus their attention, but it's only 30% of the capital cost.
Sand handling equipment reclaims, cools, and redistributes the silica sand after shakeout. Lost foam uses unbonded sand, so reclamation is simpler than resin sand systems, but you still need magnetic separation to remove tramp metal and screening to maintain grain size distribution. A 1-ton/hour casting line generates roughly 8-12 tons of sand circulation per hour (the ratio depends on flask size and casting density). If your facility can't handle that sand volume, your vacuum chamber sits idle waiting for sand return.
The PLC control system integrates all subsystems. We use Siemens S7-1200 or Mitsubishi FX5U depending on buyer preference — Siemens has better diagnostic software for European maintenance teams, Mitsubishi has faster I/O response for high-cycle applications and better parts availability in Southeast Asia. The control network monitors vacuum pressure (typically 0.04-0.08 MPa for cast iron, tighter for aluminum), coating thickness via ultrasonic sensors, and drying chamber humidity. Remote diagnostics run through 4G modules, so your maintenance team can pull error logs without flying someone to the site.

Capacity Sizing: Matching Output Requirements to Equipment Class
Capacity planning starts with three inputs: casting weight range, alloy type, and target output. A line rated for "2 tons per hour" means different things depending on whether you're pouring 50 kg ductile iron manhole covers or 5 kg aluminum cylinder heads. The cycle time bottleneck shifts between coating drying (for complex thin-wall castings), vacuum hold time (for thick-section iron), or sand cooling (for high-temperature alloys).
Here's how capacity maps to equipment class for cast iron and ductile iron applications:
| Line Capacity | Typical Casting Weight Range | Vacuum Chamber Size | Coating Drying Capacity | Sand Circulation Rate | Floor Footprint |
|---|---|---|---|---|---|
| 0.5-1 ton/hr | 2-20 kg | 1.5m × 1.5m × 2.0m | 40-60 patterns/batch | 4-8 tons/hr | 180-250 m² |
| 1-2 tons/hr | 5-50 kg | 2.0m × 2.0m × 2.5m | 80-120 patterns/batch | 8-15 tons/hr | 300-400 m² |
| 2-3 tons/hr | 10-100 kg | 2.5m × 2.5m × 3.0m | 120-180 patterns/batch | 15-25 tons/hr | 450-600 m² |
| 3-5 tons/hr | 20-200 kg | 3.0m × 3.0m × 3.5m | 200-300 patterns/batch | 25-40 tons/hr | 650-850 m² |
The coating drying capacity is usually the hidden constraint. If you're running complex geometries with internal cores, drying time extends from 4 hours to 8-10 hours because the coating needs to cure uniformly without cracking. That means you need 2x the drying chamber capacity to maintain the same hourly output. Most buyers discover this after they've already committed to a vacuum chamber size.
Alloy type changes the vacuum requirements and cycle time. Aluminum lost foam casting runs at lower pouring temperatures (680-720°C vs 1400-1500°C for cast iron), so pattern gasification is cleaner and vacuum hold time is shorter. But aluminum is more sensitive to gas porosity, so you need tighter vacuum control (±0.005 MPa tolerance instead of ±0.01 MPa). We've shipped aluminum-specific lines to automotive part suppliers in Southeast Asia — the vacuum pump capacity goes up 30% compared to an iron line of the same tonnage rating.
(Note: if you're planning to run both ferrous and non-ferrous alloys on the same line, tell us during the RFQ stage. The coating formulation and drying parameters are different, and you'll need dual-recipe PLC programming.)
Footprint Planning: Floor Space, Ceiling Height, and Layout Constraints
Floor footprint is more than just equipment dimensions. You need material flow paths, maintenance access, overhead crane coverage, and QC inspection zones. A 2-ton/hour line occupies 300-400 m² of equipment footprint, but the actual facility space requirement is 500-650 m² once you add forklift aisles, pattern storage racks, and coating material tanks.
Ceiling height matters more in lost foam than in other casting processes. The vacuum chamber needs overhead hoist access for flask handling — minimum 6 meters for small lines (under 1 ton/hr), 8 meters for standard production lines (1-3 tons/hr), and 10+ meters for heavy casting lines above 3 tons/hr. We've designed vertical-lift modifications for facilities with 6-meter ceilings, but it adds 15-20% to the vacuum chamber cost and slows the pouring cycle by 30-40 seconds per flask.
Foundation loading is straightforward for most lost foam equipment except the vacuum chamber and sand cooler. The vacuum chamber with a full flask of sand and molten metal can load 8-12 tons on a 4 m² footprint. Standard industrial floor slabs (200-250 mm reinforced concrete) handle this fine, but if you're installing in a retrofit facility with older construction, get a structural engineer to verify load capacity before you commit to equipment dimensions.
Modular layout flexibility depends on how the line ships. Our Lost Foam Casting Machinery breaks down into container-friendly sections: coating tanks and drying chambers ship as separate modules, vacuum chamber frame and sand handling conveyors knock down for 40HQ container dimensions (12.03m length × 2.35m width × 2.69m height). This means you can configure the line in L-shape, U-shape, or linear layout depending on your building column spacing and material flow preferences.

Utility Infrastructure Requirements
Electrical supply is the first constraint most buyers hit. A 2-ton/hour lost foam line draws 80-120 kVA during normal operation, with peak demand hitting 150 kVA when the vacuum pump, coating mixer, and drying chamber heaters all cycle simultaneously. You need 380V three-phase supply with stable voltage (±5% tolerance) — voltage sag during vacuum pump startup causes PLC faults and interrupts the pouring cycle.
Here's the utility checklist by line capacity:
0.5-1 ton/hr line:
- Electrical: 40-60 kVA, 380V three-phase
- Vacuum pump: 15-25 m³/min at 0.06 MPa
- Compressed air: 0.6-0.8 MPa, 2-4 m³/min
- Cooling water: 5-8 m³/hr at 15-25°C (for sand cooler and vacuum pump)
1-2 tons/hr line:
- Electrical: 80-120 kVA, 380V three-phase
- Vacuum pump: 30-50 m³/min at 0.06 MPa
- Compressed air: 0.6-0.8 MPa, 4-8 m³/min
- Cooling water: 10-15 m³/hr at 15-25°C
2-3 tons/hr line:
- Electrical: 120-180 kVA, 380V three-phase
- Vacuum pump: 50-80 m³/min at 0.06 MPa
- Compressed air: 0.6-0.8 MPa, 8-12 m³/min
- Cooling water: 15-25 m³/hr at 15-25°C
3-5 tons/hr line:
- Electrical: 180-250 kVA, 380V three-phase
- Vacuum pump: 80-120 m³/min at 0.06 MPa
- Compressed air: 0.6-0.8 MPa, 12-18 m³/min
- Cooling water: 25-40 m³/hr at 15-25°C
The vacuum pump is the largest single power draw — 30-40% of total electrical load. We use rotary vane vacuum pumps for most applications (better vacuum stability, lower maintenance than liquid ring pumps), but they need oil cooling and regular oil changes. If your facility is in a hot climate (ambient above 35°C), you'll need additional cooling capacity or the pump overheats during summer shifts.
Compressed air runs the pneumatic valves, pattern handling grippers, and coating spray nozzles. The pressure requirement (0.6-0.8 MPa) is standard industrial supply, but the volume demand spikes during pattern transfer cycles. If you're sharing a compressed air system with other equipment, make sure the compressor can handle the combined peak load — we've seen lines where the vacuum chamber pneumatic flask clamps don't seal properly because the air pressure drops when other equipment cycles.
Cooling water circulates through the sand cooler (to bring sand temperature down from 200-300°C after shakeout to 40-60°C for reuse) and the vacuum pump oil cooler. Most facilities use a closed-loop cooling tower system. If you're in a water-scarce region, air-cooled sand coolers are available but they add 25-30% to the sand handling equipment cost and require more floor space.
Shipping and Installation Logistics
A complete lost foam casting line ships in 2-5 containers depending on capacity. Here's the typical container breakdown:
1-2 ton/hr line: 2-3 × 40HQ containers
- Container 1: Vacuum chamber frame, flask handling equipment, main structural steel
- Container 2: Coating tanks, drying chamber modules, pattern conveyors
- Container 3: Sand handling equipment, PLC cabinets, spare parts kit
2-3 ton/hr line: 3-4 × 40HQ containers 3-5 ton/hr line: 4-5 × 40HQ containers
We design equipment frames to fit 40HQ dimensions without wasted space — a vacuum chamber that's 2.5m × 2.5m × 3.0m assembled breaks down into three frame sections that stack inside a 12-meter container. This matters when you're calculating landed cost. Shipping a lost foam line from Qingdao to Houston runs $4,000-6,000 per 40HQ container (rates fluctuate), so container count directly affects your total project cost.
Installation sequencing matters more than most buyers expect. You can't install the vacuum chamber until the overhead crane is operational. You can't commission the coating system until the compressed air and electrical supply are connected. You can't test the sand reclamation line until you have sand delivered to the site. A typical installation timeline runs 4-6 weeks from container arrival to first casting, assuming your site prep is complete and utilities are ready.
Remote commissioning works for most installations. Your team handles the mechanical assembly (bolting frame sections, connecting hydraulic lines, wiring control panels) following our video-guided instructions. Our engineer joins via video call to supervise PLC programming, vacuum system leak testing, and first-article casting trials. We've commissioned equipment in 14 countries this way — it works as long as your installation team can read hydraulic schematics and use a multimeter. The alternative is flying our engineer to your site, which adds $8,000-12,000 to the project cost and extends the timeline by 2-3 weeks for visa processing.
(We learned the remote commissioning process during 2020-2021 when international travel stopped. It's now our standard approach because it's faster and cheaper for both sides, and the video recordings become permanent training documentation for your maintenance team.)

Procurement Evaluation Criteria: What to Verify Before You Commit
Most lost foam machinery RFQs focus on capacity and price, but the real differentiation shows up in QC documentation, PLC platform choice, and spare parts strategy.
QC documentation: Ask for unit-specific commissioning reports, not generic spec sheets. Our ISO 9001 three-stage QC process generates test data from your specific equipment before it ships — vacuum chamber leak rate (measured in mbar/min), coating thickness uniformity across a test pattern batch, sand cooler outlet temperature stability over a 2-hour run. If a supplier can't provide unit-specific test data, they're not testing the equipment before shipment. (We started doing this in 2016 after a batch of vacuum chambers shipped with weld porosity that caused leak failures during customer commissioning. Now every chamber gets helium leak testing at 0.08 MPa before it leaves our facility.)
PLC platform selection: Siemens vs Mitsubishi isn't just a brand preference — it affects your maintenance cost structure. Siemens has better diagnostic software (TIA Portal) and more detailed error logging, which helps when you're troubleshooting remotely. Mitsubishi has faster I/O scan times (better for high-cycle applications) and lower-cost replacement modules. If your maintenance team already supports one platform across other equipment, stick with that platform for parts inventory efficiency. If you're starting fresh, Siemens makes more sense for European and North American installations, Mitsubishi for Southeast Asia and Middle East.
Spare parts kitting: A first-year spare parts kit should include the consumables you'll actually need: vacuum pump oil and filters, proximity sensors (these fail first in dusty foundry environments), solenoid valves, PLC I/O modules, and coating spray nozzles. We ship a pre-configured kit with every line because buyers who try to source these parts locally after installation discover that lead times for industrial automation components can run 8-12 weeks. The kit costs 3-5% of the equipment price and prevents 90% of the "line down waiting for parts" situations we see in the first year.
EPS density testing capability: If you're running non-standard foam patterns (densities outside the typical 20-24 kg/m³ range), verify that the supplier has in-house testing capability. We maintain an EPS density testing lab that handles 18-28 kg/m³ because some automotive and pump housing applications need denser foam for dimensional stability. If the supplier can't test your specific pattern density, you're taking on the risk that the coating formulation and drying parameters won't match your actual production conditions.
Warranty terms and remote support: Standard warranty is 12 months from commissioning or 18 months from shipment, whichever comes first. But the warranty is only useful if the supplier can actually diagnose and resolve issues remotely. Ask how their remote diagnostics work — do they have VPN access to the PLC? Can they push program updates remotely? How fast do they respond to support requests? (Our 4G diagnostic modules let us log into your PLC within 2 hours of a support request, pull error logs, and adjust parameters without waiting for your team to connect a laptop.)
Making the Procurement Decision
Start your RFQ with four data points: casting alloy type, target output rate (tons/hr or molds/shift), available floor space (length × width × ceiling height), and electrical supply capacity (kVA and voltage). These four inputs determine 80% of the equipment configuration. If you're working with space constraints or utility limitations, tell us upfront — we can design around a 6-meter ceiling or a 60 kVA electrical supply, but it affects equipment layout and cost.
For buyers evaluating multiple suppliers, request the following in the quotation package:
- Equipment layout drawing with dimensions and material flow paths
- Utility requirement breakdown (kVA, vacuum CFM, compressed air, cooling water)
- Container count and shipping weight
- Unit-specific commissioning report from a recent similar line
- PLC platform specification and remote diagnostic capability
- First-year spare parts kit contents and pricing
If you're new to lost foam casting or expanding from a smaller line, consider starting with a 1-2 ton/hr system. This capacity range handles most industrial casting applications (pump housings, valve bodies, machinery components) and fits in a 400-500 m² facility with standard industrial utilities. You can add capacity later by installing a second line — lost foam systems scale horizontally better than vertically.
Ready to spec your line? Request a Quote with your casting alloy, target output, available floor space, and electrical supply details. Our engineering team will return a machinery package with capacity confirmation, layout drawing, utility requirements, and factory pricing within 48 hours.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...