Most buyers spec a casting line for one alloy family, then realize six months into production that their customer base needs both gray iron and aluminum. By then, you're stuck with a vacuum system rated for ferrous-only work, a coating line that can't handle the EPS density range aluminum requires, and a sand reclamation system that clogs on non-ferrous binders. Reconfiguring costs more than speccing correctly from the start.
A multi-alloy metal casting production line handles ferrous (gray iron, ductile iron, steel) and non-ferrous (aluminum, copper alloys) casting in the same facility without swapping major equipment. The configuration decision comes down to five hardware choices: EPS pattern density range, vacuum system capacity, coating equipment flexibility, sand reclamation compatibility, and control system programming. Get these right and you can switch between a 200-unit gray iron run and a 150-unit aluminum run in the same week without retooling.
What Drives Multi-Alloy Configuration Decisions
Single-alloy lines optimize for one metal's process window. Multi-alloy lines sacrifice some peak efficiency to cover a wider operating range. The trade-off shows up in equipment specs, not in casting quality — if you configure correctly, defect rates stay identical to single-alloy work.
The configuration variables that change with alloy type:
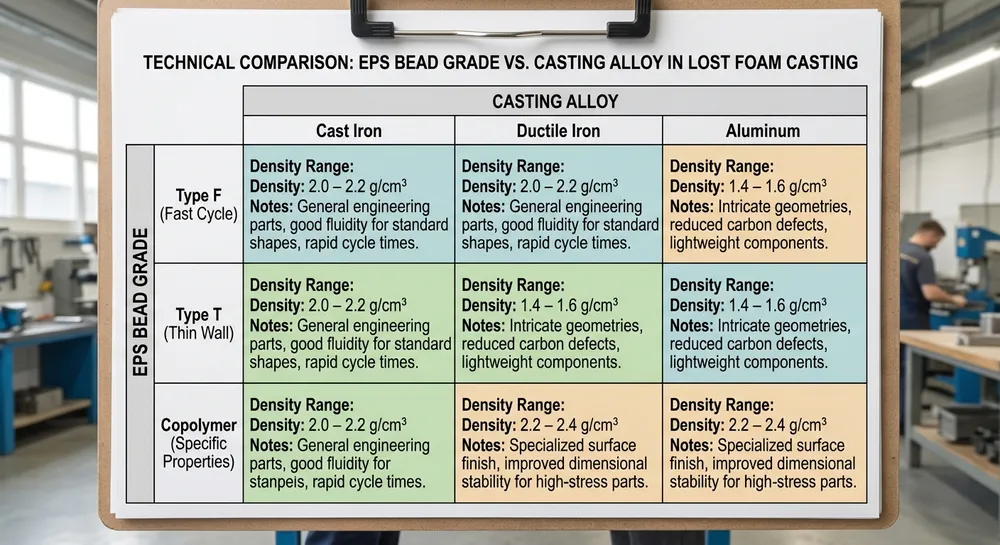
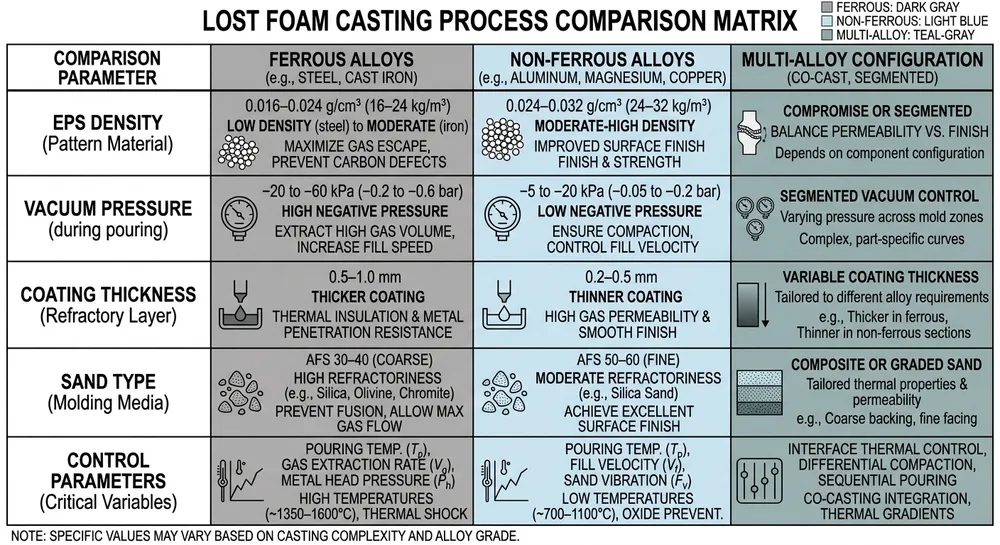
EPS pattern density — Ferrous alloys (gray iron, ductile iron) run best with 20-24 kg/m³ EPS foam patterns. The higher density gives you dimensional stability during coating and handling, and the foam gasifies cleanly under molten iron's 1400-1500°C pour temperature. Aluminum alloys pour at 700-750°C, which means the foam doesn't gasify as aggressively. If you use 20-24 kg/m³ patterns with aluminum, you get incomplete foam removal and carbon inclusions in the casting. Aluminum work needs 18-20 kg/m³ patterns — lower density, faster gasification at lower temperatures.
A multi-alloy line needs coating and handling equipment that can process EPS densities from 18 to 28 kg/m³ without adjustment. Most standard coating lines are built for the 20-24 kg/m³ ferrous range and can't handle the lighter patterns without pattern distortion during drying. (We modified our coating conveyor speed and drying zone temperature controls specifically to handle this range — it's not a default feature on most equipment.)
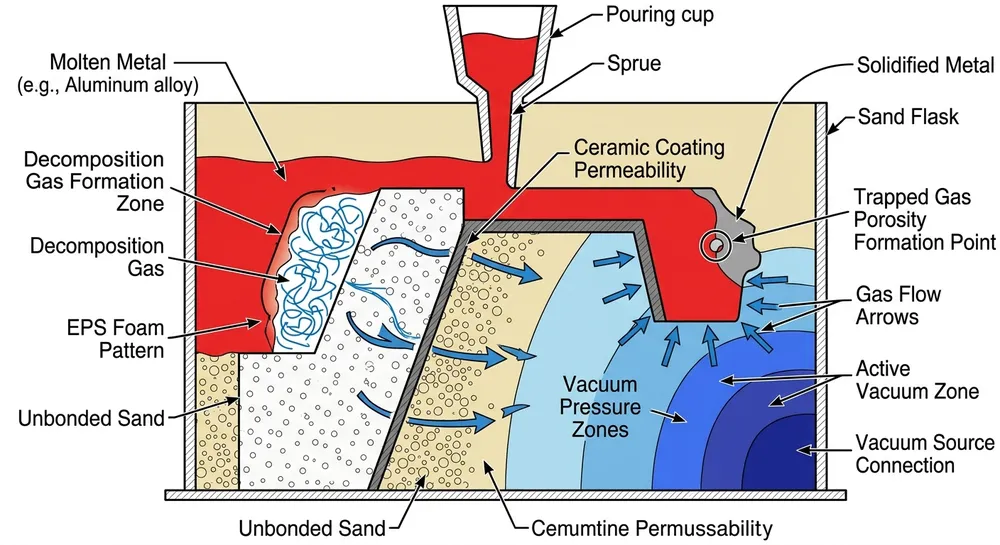
Vacuum system capacity — Lost foam casting relies on vacuum to pull the gasified foam and combustion products out of the sand mold as you pour. Ferrous alloys generate more gas volume per kilogram of foam because of the higher pour temperature. A gray iron line typically runs 0.04-0.06 MPa vacuum pressure. Aluminum generates less gas volume, so you can run 0.03-0.04 MPa and still get clean castings.
The mistake buyers make: speccing a vacuum pump sized only for aluminum work, then trying to run ductile iron and getting porosity defects because the pump can't evacuate gas fast enough. A multi-alloy vacuum system should be sized for your ferrous alloy's gas generation rate, then you dial it back for non-ferrous work. Oversizing the pump doesn't hurt aluminum casting quality — undersizing it destroys ferrous casting yield.
Coating equipment flexibility — Refractory coating thickness and permeability change with alloy type. Ferrous alloys need 0.8-1.2mm coating thickness with moderate permeability to allow gas escape without metal penetration. Aluminum needs 0.5-0.8mm coating with higher permeability because the lower pour temperature reduces metal penetration risk, but you still need fast gas evacuation.
A multi-alloy coating line needs adjustable dip tank viscosity control and variable drying time. Fixed-viscosity systems force you to run one coating formulation for all alloys, which means you're either over-coating aluminum (wasting material, slowing production) or under-coating ferrous (getting metal penetration defects).
Sand reclamation compatibility — Ferrous casting uses silica sand with bentonite or resin binders. Non-ferrous casting often uses chromite or zircon sand to prevent metal-sand reactions. If your reclamation system is designed only for silica sand, you can't process chromite without clogging the magnetic separator and crushing screens.
We run a dual-path reclamation system: silica sand goes through mechanical reclamation (crushing, screening, cooling), while chromite sand goes through a separate thermal reclamation loop. Buyers who skip this and try to run both sand types through one system end up with 70-75% recovery rates instead of the 95%+ you should be hitting.
Control system programming — Each alloy family needs different process parameters: pour temperature, vacuum timing, cooling duration, shakeout timing. A multi-alloy line's PLC must store recipe programs for each alloy and let your operator switch between them without reprogramming.
Standard casting line controls are hardcoded for one alloy. You can change parameters manually, but that introduces operator error. A proper multi-alloy control system has pre-programmed recipes with interlock logic that prevents you from, say, pouring aluminum at gray iron temperatures.

Equipment List Breakdown for Multi-Alloy Configuration
Here's what changes in your equipment spec when you move from single-alloy to multi-alloy capability:
| Equipment Component | Single-Alloy Spec | Multi-Alloy Spec | Why It Matters |
|---|---|---|---|
| EPS Pattern Cutting | Fixed wire temperature for 20-24 kg/m³ | Variable wire temperature for 18-28 kg/m³ | Lighter patterns need lower cutting temperature to prevent melting; heavier patterns need higher temperature for clean cuts |
| Coating Dip Tank | Fixed viscosity, single formulation | Dual-tank system or programmable viscosity control | Ferrous and non-ferrous coatings have different permeability requirements; switching formulations in one tank wastes 2-3 hours per changeover |
| Vacuum Pump | Sized for target alloy only | Sized for highest gas generation rate (ferrous) | Undersized pumps cause porosity in ferrous work; oversized pumps don't hurt non-ferrous quality but add upfront cost |
| Sand Reclamation | Single-path mechanical or thermal | Dual-path with separate loops for silica and specialty sands | Mixing silica and chromite sand in one reclamation loop drops recovery rate from 95% to 70% |
| PLC Control System | Hardcoded parameters | Recipe-based programming with alloy selection menu | Manual parameter changes take 15-20 minutes per changeover and introduce operator error risk |
| Cooling Conveyor | Fixed speed for one alloy's solidification time | Variable speed with alloy-specific timing | Aluminum solidifies faster than iron; fixed-speed conveyors either waste cycle time on aluminum or rush iron castings into shakeout before solidification completes |
The cost difference between single-alloy and multi-alloy configuration runs 12-18% on the total line price. Most of that premium goes into the dual-path sand reclamation system and the variable-control coating equipment. The vacuum pump sizing difference is minimal — you're buying a larger pump either way, just using it at partial capacity for non-ferrous work.
How Alloy Switching Affects Production Throughput
A properly configured multi-alloy line doesn't require a full shutdown to switch between ferrous and non-ferrous production. You're changing process parameters, not swapping equipment. The changeover sequence takes 45-90 minutes depending on whether you're switching sand types.
Same sand type (silica for both alloys): Change coating formulation in the dip tank (30 minutes to drain, refill, and stabilize viscosity), load new PLC recipe (5 minutes), adjust vacuum pressure setpoint (immediate), verify first-piece casting (10-15 minutes). Total: 45-50 minutes. Your line is down for less than one hour.
Different sand types (silica to chromite): Empty and clean the sand handling system (60 minutes), load new sand batch (30 minutes), change coating formulation (30 minutes), load PLC recipe and adjust vacuum (5 minutes), verify first-piece (15 minutes). Total: 140 minutes. You lose half a shift to the changeover.
This is why most multi-alloy foundries batch their production schedules: run ferrous alloys for 3-5 days, then switch to non-ferrous for 3-5 days. The changeover cost gets amortized over a longer production run. If you're switching alloys daily, the downtime kills your effective capacity.
Throughput rates stay consistent within each alloy family. A line rated for 80 molds per hour on gray iron will hit 75-80 molds per hour on aluminum, assuming your pattern size and complexity are similar. The cycle time difference comes from solidification duration, not from equipment speed. Aluminum solidifies faster, but you're still limited by the coating drying time and the vacuum cycle duration.
The Container-Shipping Reality for Export Lines
If you're buying a casting line for export, the equipment must break down into modules that fit 40-foot high-cube containers. A complete multi-alloy lost foam line typically ships in 4-6 containers depending on capacity. The modular design affects your configuration choices because some equipment arrangements don't disassemble cleanly.
We design our frame systems to ship in container-friendly sections: the vacuum chamber ships as a single unit (it's a welded pressure vessel, can't be disassembled), the coating line ships in three sections (dip tank, drying tunnel, conveyor drive), the sand handling system ships in four sections (hopper, elevator, distribution manifold, reclamation crusher). The PLC cabinet and HMI panel ship as standalone units in wooden crates.
The configuration mistake that kills container efficiency: specifying a sand reclamation system with a single large crusher instead of a modular multi-stage design. A 2-meter diameter crusher won't fit in a container. A three-stage crusher with 0.8-meter drums fits in two containers and gives you the same throughput. The modular version costs 8-10% more, but it saves you from having to charter a flat-rack container or disassemble and re-weld structural components at the installation site.
Floor space requirements for a multi-alloy line: 180-250 square meters for a 60-80 molds/hour capacity system. That includes the pattern storage area, coating and drying zone, pouring station, cooling conveyor, shakeout area, and sand reclamation loop. Ceiling height needs to be 6 meters minimum for the sand elevator and the overhead crane that handles the vacuum chamber lid.
What to Verify During RFQ Stage
Most casting line suppliers will claim multi-alloy capability, but the equipment spec tells you whether they actually built it in or whether you're buying a single-alloy line with a "we can modify it later" promise. Here's what to check:
EPS density range in the coating equipment spec — Ask for the conveyor speed range and the drying zone temperature control range. If the coating line is rated for 20-24 kg/m³ only, it's a ferrous-only system. A true multi-alloy coating line will spec 18-28 kg/m³ with variable conveyor speed from 0.5 to 2.0 meters per minute.
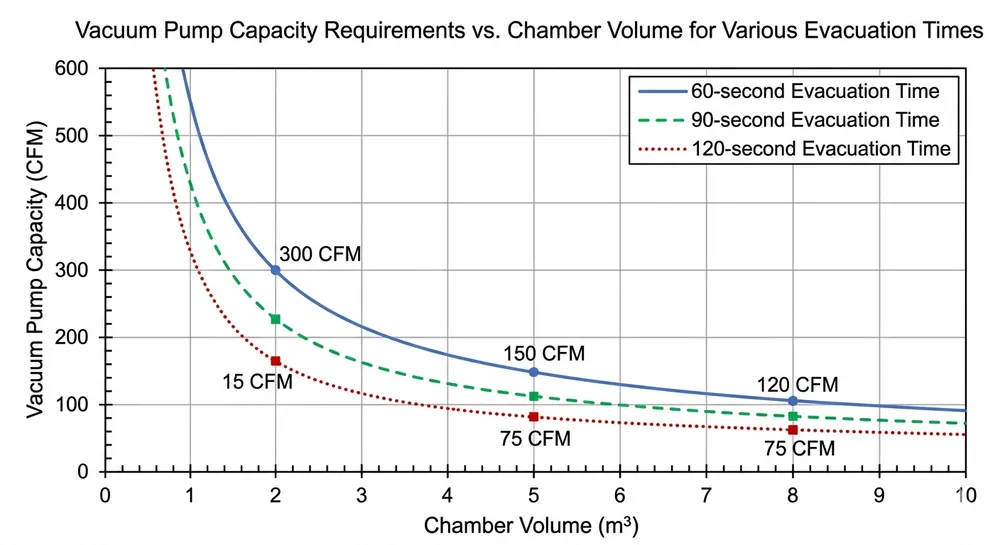
Vacuum pump capacity calculation — Request the pump sizing calculation based on your target casting weight and alloy type. The supplier should show you gas generation rates for both ferrous and non-ferrous alloys and confirm the pump is sized for the higher rate. If they only provide a single pump capacity number without showing the calculation, they're guessing.
Sand reclamation recovery rate guarantee — Ask whether the 95% recovery rate applies to both silica and chromite sand, or only to silica. If the supplier won't guarantee 95% on chromite, the reclamation system isn't designed for multi-alloy work. Also ask for test data from their factory showing actual recovery rates on both sand types.
PLC recipe programming — Request a screenshot or video of the HMI showing the alloy selection menu and the parameter sets for at least two different alloys. If the control system doesn't have pre-programmed recipes, you're buying a manual-adjustment system that will cost you time and introduce errors every time you switch alloys.
Modular frame design for container shipping — Ask for the container loading plan showing how the equipment breaks down and how many containers the complete line requires. If the supplier can't provide a loading plan, they haven't designed the system for export. You'll end up paying for custom crating and oversized freight.
We provide all of this documentation as standard with our multi-alloy line quotes. The EPS density range, vacuum pump sizing calculation, sand reclamation test data, PLC recipe screenshots, and container loading plan are included in the technical proposal. If a supplier won't provide these documents during RFQ, they won't provide them after you've paid the deposit either.

Configuration Recommendations by Production Scenario
Scenario 1: You're casting automotive components (gray iron brake rotors + aluminum transmission housings)
Go with a dual-tank coating system and silica sand for both alloys. Gray iron and aluminum both work fine with silica sand, so you avoid the sand changeover downtime. The dual coating tanks let you keep ferrous and non-ferrous formulations ready simultaneously — switching takes 5 minutes instead of 30. Size your vacuum pump for the gray iron gas generation rate (0.05 MPa), then run aluminum at 0.035 MPa. Budget for 4 containers for a 70 molds/hour line.
Scenario 2: You're casting industrial machinery parts (ductile iron + copper alloy bearings)
You need the dual-path sand reclamation system because copper alloys require chromite sand to prevent metal-sand reactions. The sand changeover adds 90 minutes to your alloy switch time, so batch your production schedules in 5-day runs minimum. Vacuum pump should be sized for ductile iron (0.06 MPa) — copper alloys will run fine at 0.04 MPa. Expect 5-6 containers for a complete 80 molds/hour system because the dual-path reclamation equipment adds volume.
Scenario 3: You're a contract foundry serving multiple industries (all alloy types)
Invest in the full multi-alloy configuration: dual coating tanks, dual-path sand reclamation, oversized vacuum pump, and PLC with recipe programming for at least five alloy families. The upfront cost premium is 18%, but you'll recover it in six months through the ability to take orders across all alloy types without turning away work. Your competitive advantage is flexibility — buyers will pay a 5-8% price premium to consolidate their casting orders with one supplier instead of managing separate vendors for ferrous and non-ferrous parts.
Remote Diagnostics and Control System Integration
A multi-alloy line's control system should include 4G remote diagnostics as standard. When you're switching between alloys and troubleshooting process parameters, remote access lets your equipment supplier's engineers pull error logs, review parameter settings, and adjust recipes without flying to your facility.
We include Siemens or Mitsubishi PLC systems (buyer's choice) with multilingual HMI interfaces — English, Spanish, Arabic, Russian, or Chinese. The 4G module connects to your local cellular network and provides VPN access to the PLC for authorized users. Your maintenance team can also use the remote access to monitor production from the office instead of standing at the HMI panel on the factory floor.
The remote diagnostics pay for themselves during commissioning. When you're running your first aluminum batch after installing a line that was factory-tested with gray iron, you'll have questions about coating thickness, vacuum timing, and cooling duration. Remote access means our engineers can watch your production in real-time and adjust parameters immediately instead of waiting for you to send photos and error logs via email.
What We Learned Configuring Multi-Alloy Lines for Export
We've shipped multi-alloy lost foam lines to foundries in 14 countries. The configuration mistakes we see most often:
Undersizing the vacuum pump to save cost — Buyers spec the pump for aluminum work, then try to run ductile iron and get porosity defects. The pump size difference between aluminum-only and multi-alloy capability is 15-20% in cost, but fixing porosity defects after installation costs you 6-8 weeks of lost production while you wait for a replacement pump to ship.
Skipping the dual-path sand reclamation system — Buyers assume they can run chromite sand through a silica-only reclamation system and accept lower recovery rates. The reality: 70% recovery means you're buying 40% more sand annually than you should be. The dual-path system pays for itself in 18-24 months through sand cost savings alone.
Not specifying recipe-based PLC programming — Buyers accept a standard PLC with manual parameter adjustment to save $3,000-5,000 on the control system. Then they lose 15-20 minutes every time they switch alloys, and they introduce operator errors that cause scrap castings. The recipe programming pays for itself in three months through reduced changeover time and lower scrap rates.
The configuration that works: EPS density range 18-28 kg/m³, vacuum pump sized for ferrous gas generation rates, dual coating tanks or programmable viscosity control, dual-path sand reclamation for silica and specialty sands, and recipe-based PLC programming with remote diagnostics. This configuration costs 12-18% more than a single-alloy line, but it gives you the flexibility to serve multiple market segments without turning away orders.
If you're evaluating suppliers for a multi-alloy casting line, send us your target alloy types, production capacity requirements, and available floor space. We'll provide equipment recommendations with factory pricing, container loading plans, and commissioning timelines. Our engineering team can also review your existing facility layout and recommend the optimal line configuration for your space constraints — contact us with your project specs or request a detailed quote through our RFQ page.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...