You're comparing lost foam casting line quotes, and the spec sheets all look similar — vacuum pumps, coating tanks, vibration tables. But three months after installation, one line produces 92% yield with minimal porosity, while another struggles at 78% with carbon inclusions you can't trace. The difference isn't in the brochure. It's in the equipment verification you didn't do before the container shipped.
A lost foam casting production line (also called EPC or Expendable Pattern Casting line) replaces traditional sand molds with foam patterns that vaporize during pouring. The process eliminates draft angles, reduces machining allowances, and handles complex geometries that would require multi-part molds in green sand. But the quality of your castings depends entirely on five interconnected subsystems working within tight tolerances — and most buyers don't know which parameters to verify until they're troubleshooting defects six months later.

What a Complete Lost Foam Casting Line Actually Includes
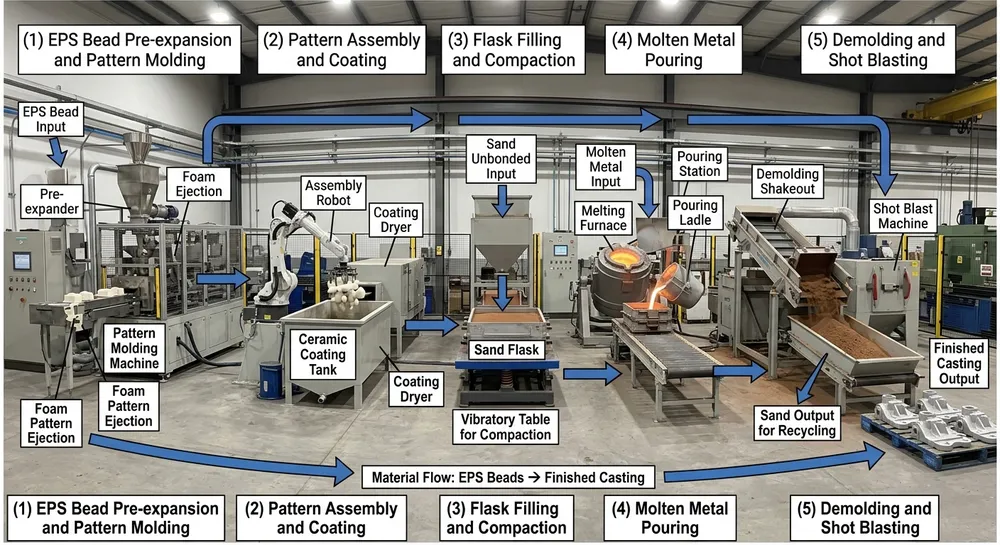
A functional lost foam line isn't a single machine. It's five subsystems that must operate in sequence, and a bottleneck in any one stage kills your throughput.
Pre-foaming and pattern molding equipment expands polystyrene beads to the target density (typically 18-28 kg/m³ depending on alloy and section thickness), then steam-molds them into pattern sections. The pre-expander controls bead size distribution — tighter distribution means fewer voids in the final pattern, which translates to fewer gas-related defects during pouring.
Pattern assembly stations bond individual foam sections into complete patterns using hot-melt adhesive. This is where gating and riser design gets locked in. We've commissioned lines where the assembly jigs were built to the wrong tolerance, and patterns arrived at coating with ±2mm dimensional error — that variance compounds through every downstream step.
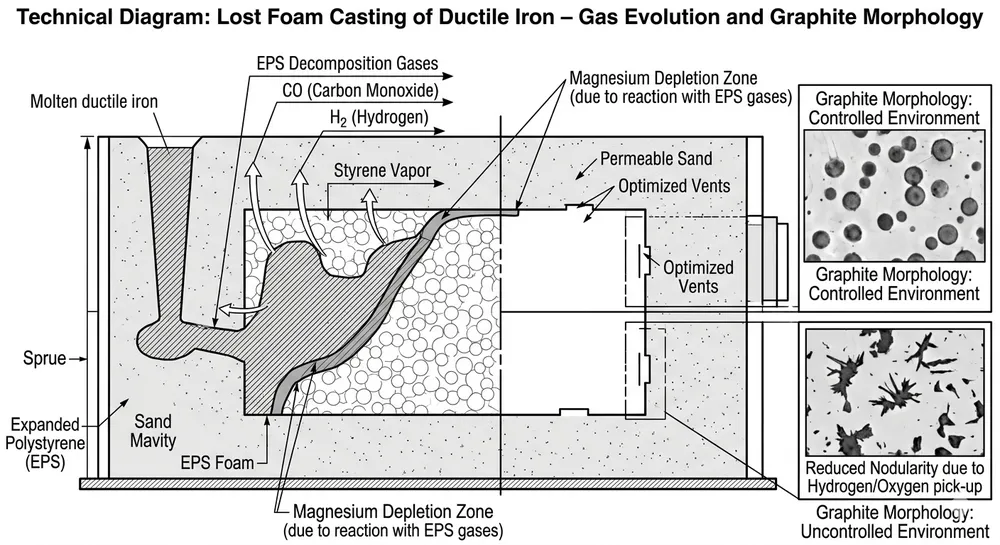
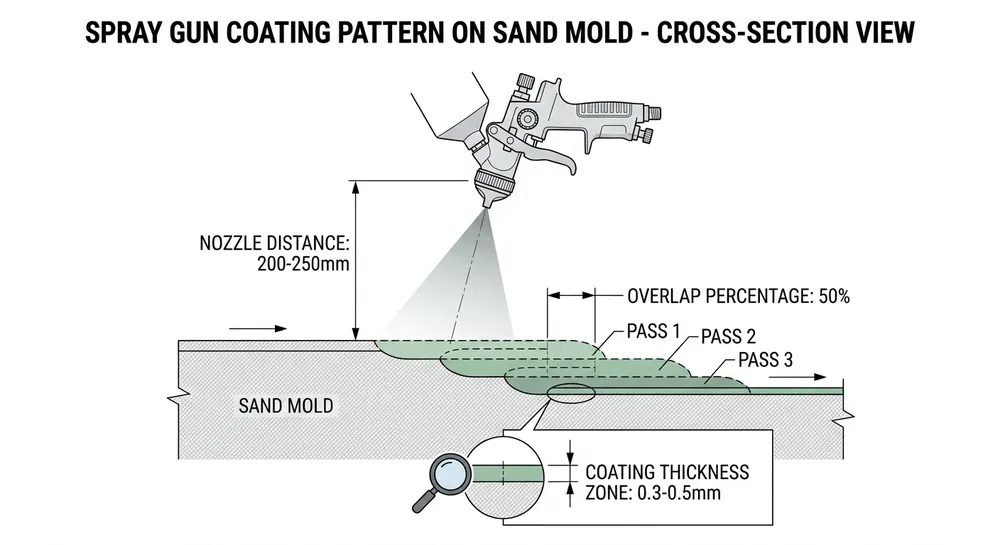
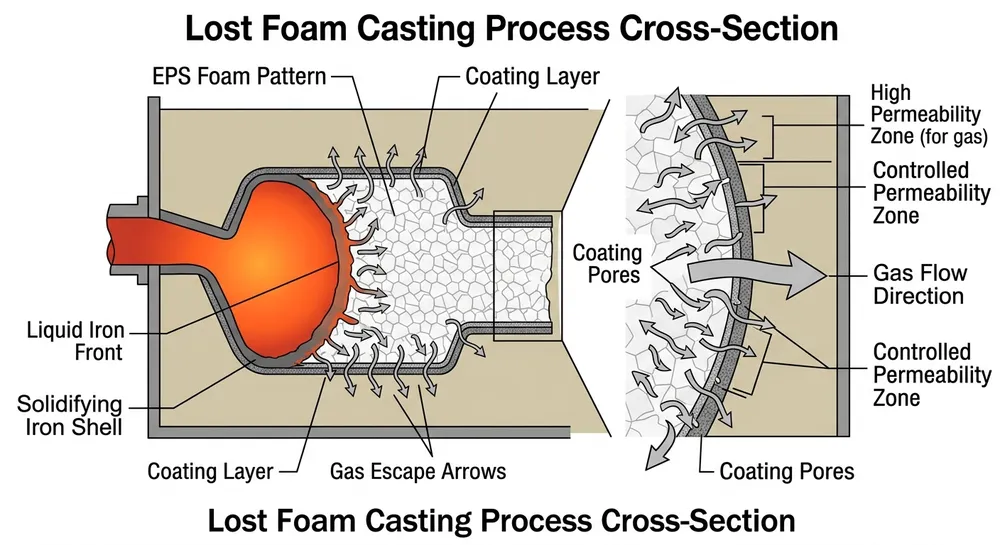
Refractory coating systems apply a ceramic slurry to the foam pattern surface, then dry it to form a permeable shell. Coating thickness (typically 0.8-1.5mm) and permeability determine how fast the vaporized foam escapes during pouring. Too thick and you trap gas; too thin and molten metal penetrates the coating, causing surface defects. The coating line must maintain viscosity within ±5% across an 8-hour shift, which requires temperature control and continuous mixing.
Sand filling and vibration compaction equipment surrounds the coated pattern with unbonded dry sand, then vibrates the flask to achieve uniform compaction. Vibration frequency (typically 50-60 Hz) and amplitude (3-5mm) control sand density around the pattern. Uneven compaction creates pressure differentials during pouring, which deforms thin-wall sections.
Vacuum pouring and cooling systems pull vacuum through the sand (typically -0.04 to -0.06 MPa) to hold the mold rigid during pouring, then maintain vacuum while the casting solidifies. Vacuum pump capacity must match your flask volume and sand permeability — undersized pumps lose vacuum pressure when you open the pouring gate, and the mold collapses.
The integration between these subsystems is where most piecemeal procurement fails. If your coating line produces 40 patterns per hour but your vibration table only handles 25 flasks per hour, you're paying for coating capacity you can't use.
Five Core Subsystems — Specs That Determine Casting Quality
Pre-Foaming and Pattern Equipment: Bead Density Control
EPS bead density directly affects pattern dimensional stability and gas permeability. Lower density (18-22 kg/m³) gives faster vaporization and works for thin-wall castings, but the pattern is fragile and prone to damage during coating. Higher density (24-28 kg/m³) produces robust patterns for heavy-section castings, but vaporization is slower and you risk incomplete gas evacuation in thick sections.
Your pre-expander must hit the target density within ±1 kg/m³ across the batch. We test this by weighing pattern sections from the same molding cycle — if you see more than 2 kg/m³ variation, the steam pressure control or bead feed system isn't consistent. That variation shows up as uneven shrinkage during pouring, which throws your dimensional tolerance.
Pattern molding cycle time determines your line throughput. A typical automotive cylinder head pattern (3-4 kg foam weight) requires 60-90 seconds molding time plus 30-40 seconds cooling. If your target output is 50 castings per hour, your pattern molding capacity must match or exceed that rate — and you need spare mold tooling because steam erosion degrades the aluminum mold surface after 8,000-10,000 cycles.
Pattern Assembly: Adhesive Application and Jig Tolerance
Hot-melt adhesive bonds pattern sections without adding moisture (water-based adhesives create steam pockets during pouring). The adhesive must melt at 80-100°C and set within 10-15 seconds so assembly doesn't bottleneck your line. We've seen buyers use construction-grade hot glue to save cost, then spend six months troubleshooting porosity at bond lines because the adhesive outgassed during pouring.
Assembly jig tolerance controls pattern dimensional accuracy. If your casting spec is ±0.5mm, your jig must hold ±0.2mm because you'll lose another 0.2-0.3mm during coating and pouring. Check jig wear every 2,000 cycles — aluminum jigs deform under repeated clamping pressure, and a worn jig produces patterns that won't meet your customer's machining datum requirements.
Coating System: Viscosity Stability and Drying Uniformity
Coating viscosity (measured in seconds using a #4 Ford cup, typically 18-25 seconds for lost foam refractories) determines application thickness. The coating tank must maintain temperature at 20-25°C with continuous agitation — if the slurry sits still for more than 30 minutes, heavy particles settle and you get thin spots on the pattern surface.
Drying time depends on coating thickness, ambient humidity, and airflow. A 1.0mm coating on a 5 kg pattern typically requires 4-6 hours drying at 25-30°C with 40-50% relative humidity. Forced-air drying chambers with humidity control cut this to 2-3 hours, but you need enough chamber capacity to buffer your coating throughput. If your coating line produces 40 patterns per hour and each pattern needs 3 hours drying, you need 120 pattern positions in your drying system.
Coating permeability (measured in cm³/cm²/min at standard pressure, typically 15-30 for lost foam applications) determines how fast vaporized foam escapes through the shell. We test this by cutting a 50mm disc from a dried coating sample and measuring airflow through it under controlled pressure. If permeability drops below 12, you'll trap gas and create porosity; above 35 and molten metal penetrates the coating, causing rough surface finish.

Sand Filling and Vibration: Compaction Uniformity
Dry sand grain size (typically 40-70 mesh for cast iron, 50-100 mesh for aluminum) affects compaction density and surface finish. Finer sand gives better surface detail but requires higher vibration energy to achieve uniform compaction. Coarser sand compacts easily but leaves visible grain texture on the casting surface.
Vibration frequency and amplitude must match your flask size and sand type. A 600mm × 800mm flask filled with 50-70 mesh sand typically requires 55 Hz frequency at 4mm amplitude for 60-90 seconds to reach 1.45-1.50 g/cm³ compaction density. Undercompaction (below 1.40 g/cm³) allows sand movement during pouring, which deforms thin walls; overcompaction (above 1.55 g/cm³) reduces permeability and traps gas.
We measure compaction by pulling sand cores from different flask locations after vibration and weighing them in a fixed-volume cylinder. If you see more than 0.05 g/cm³ variation between top, middle, and bottom samples, your vibration table isn't distributing energy evenly — usually because the mounting springs are worn or the table isn't level.
Vacuum Pouring System: Pump Capacity and Leak Rate
Vacuum pump capacity (measured in m³/hour) must exceed your flask volume by at least 3:1 to compensate for sand permeability and system leaks. A 0.5 m³ flask requires minimum 1.5 m³/hour pump capacity, but we typically spec 2.0-2.5 m³/hour because sand permeability drops as the casting solidifies and gas flow increases.
Vacuum hold during pouring is the critical test. Pull vacuum to -0.05 MPa, close the valve, and measure pressure drop over 60 seconds. If you lose more than 0.005 MPa per minute, you have leaks in the flask seal, vacuum lines, or pump connections. During actual pouring, you'll lose vacuum when the metal stream disrupts the sand surface, and an undersized or leaky system won't recover fast enough to prevent mold collapse.
Vacuum pump type matters for maintenance cost. Rotary vane pumps (common on budget lines) require oil changes every 500 hours and vane replacement every 2,000 hours. Liquid ring pumps use water as the sealant, which eliminates oil maintenance but adds water treatment cost. We spec rotary vane for lines under 30 flasks per day; liquid ring for higher-volume operations where downtime cost exceeds maintenance cost.
Equipment Parameters That Directly Affect Your Casting Yield
The spec sheet lists equipment capabilities. The commissioning report shows whether your specific units actually deliver those capabilities under production conditions.
EPS bead density range determines which alloys and section thicknesses you can cast. A line rated for 18-28 kg/m³ handles everything from thin-wall aluminum (18-20 kg/m³) to heavy-section ductile iron (26-28 kg/m³). Lines with narrower ranges (20-24 kg/m³) work fine for single-alloy production but limit your market flexibility. We've shipped lines to buyers who later wanted to add aluminum casting to their ductile iron operation, and the pre-expander couldn't go below 22 kg/m³ — they had to buy a second pre-foaming system.
Coating system throughput must match your target production rate with buffer capacity for rework. If you're targeting 40 castings per hour and your coating reject rate is 5%, you need coating capacity for 42 patterns per hour minimum. The coating line cycle time includes dip time (30-60 seconds), drain time (60-90 seconds), and transfer time (20-30 seconds) — total 110-180 seconds per pattern, which means you need 2-3 coating stations to hit 40 patterns per hour.
Vibration table frequency and amplitude adjustability lets you optimize compaction for different sand types and flask sizes. Fixed-frequency tables (typically 50 Hz only) work if you're running one sand spec and one flask size forever. Variable-frequency tables (40-70 Hz range) cost 15-20% more but let you switch between aluminum (finer sand, higher frequency) and iron (coarser sand, lower frequency) production without changing equipment.
Vacuum pump capacity and recovery time determine how fast you can pour consecutive flasks. After pouring, the pump must pull the flask back to -0.05 MPa within 30-45 seconds so the next flask can start pouring. Undersized pumps take 90-120 seconds to recover, which adds idle time between pours and kills your throughput.
Sand reclamation system capacity affects your operating cost. Lost foam uses unbonded dry sand that can be reclaimed and reused indefinitely if you remove the coating dust and metal fines. A reclamation system with magnetic separation and pneumatic classification recovers 95-98% of the sand, reducing your sand consumption to 2-5 kg per ton of castings. Without reclamation, you're dumping 100% of the sand after each pour — that's 200-300 kg per ton of castings at $50-80 per ton sand cost.
| Subsystem | Critical Parameter | Typical Range | Impact on Casting Quality |
|---|---|---|---|
| Pre-foaming | EPS bead density | 18-28 kg/m³ | Controls pattern strength and vaporization speed |
| Pattern molding | Cycle time | 60-120 seconds | Determines line throughput capacity |
| Coating | Viscosity stability | 18-25 seconds (Ford #4) | Affects coating thickness uniformity |
| Coating | Permeability | 15-30 cm³/cm²/min | Balances gas evacuation vs metal penetration |
| Vibration | Compaction density | 1.45-1.50 g/cm³ | Controls mold rigidity and dimensional accuracy |
| Vibration | Frequency range | 40-70 Hz | Must match sand type and flask size |
| Vacuum | Pump capacity | 3-5× flask volume | Prevents mold collapse during pouring |
| Vacuum | Leak rate | <0.005 MPa/min | Maintains vacuum hold under production conditions |
Pre-Order Verification Checklist — What to Test Before the Container Ships
Factory acceptance testing (FAT) is your last chance to verify equipment performance before it leaves the manufacturer's facility. Most buyers skip this or send someone who checks that the machine turns on. That's not testing — that's watching a demo.
PLC brand and programming access determine whether your maintenance team can troubleshoot without flying in the manufacturer's technician. Siemens and Mitsubishi PLCs have global service networks and English documentation; lesser-known Chinese brands save 10-15% on equipment cost but add 3-5 days lead time for every service call. Ask for the PLC program source code and HMI screen files — if the manufacturer won't provide them, you don't own the equipment, you're renting it.
Hydraulic system pressure test verifies that cylinders, valves, and seals can hold rated pressure under load. Run the pattern molding press through 50 consecutive cycles at maximum clamping force (typically 150-200 tons) and check for pressure drop, oil leaks, or seal weeping. We've seen presses that passed a 5-cycle demo test but developed seal leaks after 30 cycles because the cylinder bore finish was rough.
Coating viscosity stability test runs the coating system for 4 hours with periodic viscosity measurements. Fill the tank, set temperature to 23°C, start agitation, and measure viscosity every 30 minutes using a Ford #4 cup. If viscosity drifts more than ±2 seconds over 4 hours, the temperature control or agitation system isn't adequate for production use.
Vibration table compaction uniformity test fills a flask with sand, runs the vibration cycle, then pulls sand cores from 9 locations (3 depths × 3 horizontal positions) and measures density. All 9 samples should fall within ±0.03 g/cm³ of the target density. If corner samples are consistently lower than center samples, the table mounting or spring system is unbalanced.
Vacuum pump capacity and leak test connects the pump to a sealed test flask, pulls vacuum to -0.06 MPa, closes the valve, and measures pressure drop over 5 minutes. Acceptable leak rate is under 0.005 MPa per minute. Then open the valve and measure how long the pump takes to recover from -0.03 MPa back to -0.06 MPa — should be under 45 seconds for a properly sized pump.
Commissioning report contents should include actual test data from your specific equipment units, not generic spec sheet values. The report must show:
- Pre-expander: bead density measurements from 10 consecutive batches
- Pattern press: cycle time and dimensional accuracy from 20 consecutive patterns
- Coating system: viscosity readings over 4-hour test period
- Vibration table: compaction density from 9-point flask sampling
- Vacuum pump: capacity test results and leak rate measurement
We ship commissioning reports with every line because buyers use them to train operators and establish baseline performance. If a pump starts losing capacity after 6 months, you compare current test results against the commissioning baseline to determine whether it's normal wear or a defect.

Container Shipping and Installation Planning — Logistics That Affect Your Landed Cost
A complete lost foam line weighs 15-25 tons depending on capacity and configuration. How it's packaged determines your freight cost, customs clearance complexity, and installation timeline.
Modular dimensioning for 40HQ containers reduces freight cost by 20-30% compared to break-bulk shipping. A 40-foot high-cube container holds 12.03m length × 2.35m width × 2.69m height internal dimensions. We design equipment frames to fit these dimensions without wasted space — a typical 40-flask-per-hour line ships in 3-4 containers with all structural components, hydraulic units, and control cabinets packed efficiently.
Equipment that doesn't fit container dimensions requires break-bulk shipping (flat rack or open-top containers), which costs 40-60% more per cubic meter and adds 2-3 weeks to transit time because it can't use standard container vessels. If a supplier quotes you a line that needs 5 standard containers plus 2 flat racks, ask why — either the design isn't optimized for export or they're padding the freight cost.
Knock-down packaging separates heavy structural frames from precision components. Frames ship bolted together in sections that your installation team can reassemble on-site using standard hand tools. Hydraulic units, control cabinets, and vacuum pumps ship in separate crates with shock-absorbing packaging. This reduces damage risk during handling and lets you stage installation — frames go in first to establish floor layout, then precision components get installed and aligned.
Remote commissioning feasibility depends on your installation team's capabilities and the manufacturer's support infrastructure. We've commissioned lines in 14 countries via video call, but it requires your team to have basic skills: read hydraulic schematics, use a multimeter, follow PLC diagnostic procedures. The manufacturer should provide commissioning checklists, wiring diagrams, and hydraulic circuit drawings in your language — if they only offer Chinese documentation, budget for an on-site commissioning visit.
Spare parts kit contents should cover consumables for the first 12 months of operation. Typical kit includes:
- Hydraulic seals and O-rings for all cylinders
- Proximity sensors and limit switches (2× installed quantity)
- Solenoid valves for critical circuits
- PLC I/O modules (1× spare for each type installed)
- Vacuum pump vanes or seals (depending on pump type)
- Coating system filter elements
We ship spare kits with every line because overseas buyers can't afford 3-4 week lead times for a $15 proximity sensor that stops production. The kit costs 3-5% of equipment price but prevents 90% of the "line down waiting for parts" calls we get.
Installation timeline from container arrival to first production run typically runs 4-6 weeks for a complete line:
- Week 1: Unload containers, position structural frames, level and anchor equipment
- Week 2: Connect hydraulic lines, install electrical conduit, wire control panels
- Week 3: Install vacuum piping, coating tanks, sand handling conveyors
- Week 4: System integration, PLC programming verification, subsystem testing
- Weeks 5-6: Full-line commissioning, operator training, first-article production
Buyers who try to compress this to 2-3 weeks usually skip the subsystem testing phase, then spend the next 6 months troubleshooting integration issues that would have been caught during proper commissioning.
Complete Integrated Line vs Sourcing Individual Machines — Total Cost Comparison
You can buy a pre-expander from Supplier A, a coating system from Supplier B, and a vacuum chamber from Supplier C. The equipment cost might be 10-15% lower than a complete line from one manufacturer. But the integration cost, warranty complexity, and commissioning risk usually wipe out that savings.
Integration engineering cost covers the work to make five subsystems from different suppliers operate as a coordinated line. You need someone to:
- Design material flow between stations
- Specify conveyor speeds and buffer capacity
- Program PLC communication between subsystems
- Size electrical service and hydraulic power units
- Coordinate installation sequence
If you're sourcing piecemeal, this engineering work falls on you. Either you hire a consultant (typically $8,000-15,000 for a lost foam line integration project) or you figure it out during installation, which adds 3-6 weeks to your timeline and usually requires equipment modifications that void warranties.
Single-point warranty vs multi-vendor finger-pointing becomes critical when something goes wrong. If your coating system can't keep up with your pattern molding output, and they're from different suppliers, Supplier A says their equipment meets spec and Supplier B says the patterns are arriving too fast. You're stuck mediating a technical dispute while your line sits idle.
With a complete integrated line, the manufacturer owns the entire system performance. If coating throughput doesn't match pattern output, it's their problem to fix — they can't blame another supplier because they built both subsystems.
Installation coordination and commissioning complexity multiplies with each additional supplier. A complete line from one manufacturer typically requires one commissioning visit (1-2 weeks on-site). Piecemeal procurement requires coordinating 3-5 different commissioning teams, and they won't overlap their schedules because each wants to test their equipment in isolation before the next supplier arrives. Total commissioning time stretches to 6-8 weeks, and you're paying for accommodation and per diem for multiple technicians.
Spare parts inventory and supplier relationships get more complex with multiple vendors. Instead of one spare parts catalog and one technical support contact, you're managing 3-5 different suppliers with different lead times, payment terms, and support responsiveness. When a coating pump fails at 2 AM, you need to remember which supplier provided it, find their contact information, and hope they have parts in stock.
| Procurement Approach | Equipment Cost | Integration Cost | Commissioning Time | Warranty Complexity | Spare Parts Management |
|---|---|---|---|---|---|
| Complete integrated line | Baseline | Included | 4-6 weeks | Single point of contact | One supplier, one catalog |
| Piecemeal from 3-5 suppliers | 10-15% lower | $8,000-15,000 external | 6-8 weeks | Multi-vendor disputes | 3-5 suppliers, multiple lead times |
The math usually favors the complete line unless you have in-house integration engineering capability and enough production volume to justify the complexity. For buyers producing under 100 tons of castings per month, the complete line is almost always the lower total cost of ownership.
What to Send When You Request a Quote
Lost foam line configuration depends on four variables: casting alloy, target output rate, available floor space, and ceiling height. Generic RFQs ("quote me a lost foam line") get generic responses that don't match your actual requirements.
Casting alloy and typical part weight range determine EPS density, coating formulation, and vacuum pump capacity. Gray iron and ductile iron (the most common lost foam applications) use 24-26 kg/m³ foam density and high-permeability coatings. Aluminum alloys use 18-22 kg/m³ density and lower-permeability coatings to prevent metal penetration. Steel castings require 26-28 kg/m³ density and specialized coatings that can handle 1,500-1,600°C pouring temperatures.
Part weight affects flask size and handling equipment. Castings under 5 kg can use manual flask handling; 5-20 kg requires roller conveyors; above 20 kg needs overhead cranes or automated guided vehicles. If you're casting automotive cylinder heads (3-5 kg) and industrial pump housings (15-25 kg) on the same line, we'll spec the handling system for the heavier parts.
Target output rate in castings per hour or tons per month determines line capacity and level of automation. A line producing 20 castings per hour can use semi-automatic coating and manual flask handling. At 50 castings per hour, you need automated coating with multi-station drying and powered conveyor systems. Above 80 castings per hour, you're looking at fully automated lines with robotic pattern handling and integrated sand reclamation.
Output rate also affects buffer capacity between subsystems. If your coating line produces 40 patterns per hour but your pouring operation only handles 35 flasks per hour (because you're running multiple alloys with different pouring temperatures), you need pattern storage racks to buffer the difference — otherwise your coating line sits idle waiting for pouring capacity.
Available floor space and ceiling height constrain equipment layout and handling systems. A 40-flask-per-hour line typically requires 800-1,200 m² floor space depending on configuration (linear flow vs U-shaped layout). Ceiling height affects overhead crane capacity and vacuum system routing — if you have 4-meter ceilings, we can't use overhead cranes for flask handling and must design around floor-level conveyors instead.
Send us a floor plan with column locations, electrical service entry points, and any existing equipment that must stay in place. We'll return a layout drawing showing equipment positions, material flow, and utility connection points before we quote pricing.
Existing equipment that must integrate with the new line affects control system design and material handling interfaces. If you're adding lost foam capacity to a facility that already has induction furnaces and a sand reclamation system, we need to know the control system brand (so PLC communication protocols match) and conveyor heights (so material transfer points align).
The more specific your RFQ, the more accurate the quote. "Quote me a lost foam line for ductile iron cylinder heads, 40 castings per hour, 1,000 m² floor space, 6-meter ceiling height, must integrate with existing ABB induction furnace" gets you a detailed proposal with layout drawings and commissioning timeline. "Quote me a lost foam line" gets you a generic brochure.
Common Sourcing Mistakes That Show Up Six Months Later
Buying based on equipment cost without calculating operating cost per ton of castings. A line with cheap vacuum pumps saves $8,000 on purchase price but uses 30% more electricity and requires seal replacement every 1,000 hours instead of 2,000 hours. Over 3 years of operation, the "cheap" line costs $15,000-20,000 more in energy and maintenance.
Skipping factory acceptance testing to save travel cost. A $2,000 plane ticket and 3 days of your time seems expensive until you're troubleshooting a coating system that can't maintain viscosity and the manufacturer says "it worked fine when it left our factory." FAT gives you documented proof of equipment performance before it ships — without it, you're arguing from a weak position.
Undersizing buffer capacity between subsystems to save floor space. If your coating line produces 45 patterns per hour and your pouring operation handles 40 flasks per hour, you need storage for at least 20-30 coated patterns to buffer the difference. Without buffer capacity, your coating line stops every time pouring falls behind, and you lose the throughput you paid for.
Ordering a line without spare parts kit to reduce initial cost. The first time a $25 proximity sensor fails and your line sits idle for 3 weeks waiting for a replacement to ship from China, you'll realize the $2,000 spare parts kit was the best money you could have spent.
Choosing a supplier based on lowest price without verifying commissioning support capability. Equipment that arrives without proper documentation, commissioning checklists, or remote support infrastructure costs you 4-8 weeks of lost production while you figure out how to make it work. The $15,000 you saved on equipment price gets eaten by 2 months of idle capacity.
In lost foam, the defect you see in the casting started two steps earlier — at the pattern or the coating. The same principle applies to equipment procurement: the problems you face six months after installation started with the verification you didn't do before the container shipped.
Frequently Asked Questions
What's the minimum production volume that justifies a complete lost foam line vs outsourcing castings?
Break-even typically occurs at 50-80 tons per month depending on casting complexity and local foundry pricing. Below 50 tons monthly, outsourcing usually costs less than owning the equipment. Above 100 tons monthly, in-house production gives you better margin control and shorter lead times. Between 50-100 tons, the decision depends on whether you need design flexibility and IP protection (favors in-house) or want to minimize capital investment (favors outsourcing).
Can I start with a basic line and add automation later as volume grows?
Yes, but plan the layout for future expansion from day one. A semi-automatic line that produces 25 castings per hour can typically be upgraded to 40-50castings per hour by adding automated coating stations, powered conveyors, and larger drying chambers — but only if you left space for them in the original floor plan. Retrofitting automation into a cramped layout costs 40-60% more than building it in from the start because you're working around existing equipment instead of designing an optimal flow.
How do I verify that the EPS bead density range in the spec sheet is actually achievable?
During factory acceptance testing, run the pre-expander through the full density range with actual measurements. Start at the minimum rated density (e.g., 18 kg/m³), mold 10 pattern sections, weigh them, and calculate density. Then adjust to maximum rated density (e.g., 28 kg/m³) and repeat. If the equipment can't hit the full range within ±1 kg/m³, either the spec sheet is optimistic or the pre-expander needs calibration before it ships.
What's the typical power consumption for a 40-flask-per-hour lost foam line?
Total connected load runs 180-250 kW depending on configuration: pattern molding presses (60-80 kW), coating system pumps and heaters (25-35 kW), vibration tables (15-20 kW), vacuum pumps (40-60 kW), sand handling and reclamation (30-40 kW), compressed air system (10-15 kW). Actual operating consumption is 60-70% of connected load because not all equipment runs simultaneously. Budget for 120-175 kW average draw during production hours.
Should I specify Siemens or Mitsubishi PLC, or does the brand not matter?
Brand matters for long-term support and programming access. Siemens and Mitsubishi have global service networks, English documentation, and widely available programming software. If your maintenance team has experience with one brand, specify it — retraining costs and troubleshooting delays outweigh any equipment cost difference. Lesser-known PLC brands save 8-12% on equipment cost but add 3-5 days lead time every time you need technical support or replacement modules.
What's the realistic first-year yield rate for a new lost foam line?
Expect 75-82% yield during the first 3-6 months while your team learns process control, then 85-92% yield once coating formulation, vibration parameters, and pouring procedures are optimized. Lines that stay below 80% yield after 6 months usually have equipment issues (vacuum leaks, inconsistent coating, uneven vibration) or process control gaps (EPS density variation, coating thickness inconsistency). The commissioning report baseline data helps you distinguish between normal learning curve and equipment defects.
How often does a lost foam line need major maintenance or component replacement?
Vacuum pump seals or vanes: every 2,000-3,000 hours (6-9 months at single-shift operation). Hydraulic cylinder seals: every 8,000-12,000 cycles (12-18 months for pattern presses). Vibration table springs and isolators: every 15,000-20,000 cycles (18-24 months). PLC and electrical components: 5-8 years typical lifespan. Coating tank pumps and agitators: 3-5 years depending on slurry abrasiveness. Budget 3-5% of equipment cost annually for preventive maintenance and consumables.
Can I use the same lost foam line for both ferrous and non-ferrous castings?
Yes, but you'll need different coating formulations and EPS densities for each alloy family. Ferrous castings (iron, steel) use 24-28 kg/m³ foam density and high-permeability coatings; non-ferrous (aluminum, copper alloys) use 18-22 kg/m³ density and lower-permeability coatings. Switching between alloy families requires cleaning the coating system and changing foam density settings — plan for 4-6 hours changeover time. If you're running both alloy types regularly, consider separate coating tanks so you can switch without cleaning delays.
What documentation should I receive with the equipment?
Minimum required: electrical schematics with wire numbers and terminal designations, hydraulic circuit diagrams with component part numbers, PLC program source code and HMI screen files, equipment operation manual in your language, maintenance schedule with recommended spare parts, commissioning report with actual test data from your specific equipment units. Optional but valuable: troubleshooting flowcharts, operator training videos, recommended coating formulations for common alloys, dimensional inspection procedures for pattern tooling.
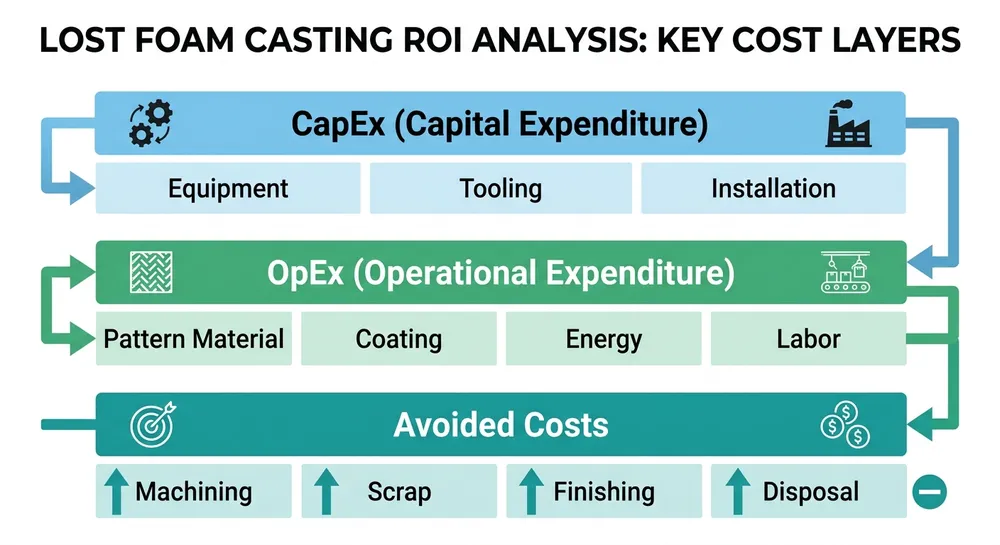
How do I calculate the return on investment timeline for a lost foam line?
Compare your current casting cost (outsourced or from existing green sand line) against lost foam operating cost per ton. Lost foam typically reduces machining allowances by 40-60% and eliminates draft angles, which lowers your total part cost even if raw casting cost is similar. For complex geometries that require multi-part molds in green sand, lost foam often cuts mold cost by 50-70%. Most buyers see 18-30 month ROI at 80+ tons monthly production volume, faster if you're currently paying premium prices for complex castings from outside foundries.

How TZFoundry Approaches Lost Foam Line Configuration
We've built lost foam lines for ductile iron pump housings in Germany, aluminum automotive components in Mexico, and steel valve bodies in Turkey. The process requirements are similar, but the equipment configuration changes based on your production volume, floor space, and integration needs.
Our standard approach starts with your casting samples or drawings. We calculate foam pattern volume, estimate coating surface area, and determine flask size based on gating requirements. That gives us the core equipment specs — pre-expander capacity, pattern press tonnage, coating tank volume, vibration table size, vacuum pump capacity.
Then we look at your facility constraints. If you have 800 m² floor space, we design a U-shaped layout that minimizes material handling distance. If you have 1,500 m² and plan to expand capacity later, we use a linear flow layout with space reserved for additional coating stations and drying chambers.
Control system design depends on your maintenance team's capabilities. If you have PLC programming experience, we provide full source code access and detailed documentation so you can modify parameters and troubleshoot independently. If you're new to automated equipment, we lock the core program and provide a simplified HMI with only the parameters operators need to adjust (coating viscosity setpoint, vibration time, vacuum pressure target).
We ship every line with commissioning reports that show actual test data from your specific equipment units — not generic spec sheet values. The reports include pre-expander density measurements from 10 consecutive batches, pattern press cycle times from 20 consecutive patterns, coating viscosity readings over a 4-hour test period, vibration table compaction density from 9-point flask sampling, and vacuum pump capacity test results. You use these baseline measurements to train operators and establish normal operating ranges.
Modular packaging fits 40HQ container dimensions to minimize freight cost. A typical 40-flask-per-hour line ships in 3-4 containers with structural frames, hydraulic units, control cabinets, and vacuum systems packed for minimal handling damage. We provide container loading photos and packing lists so your receiving team knows what to expect when containers arrive.
Remote commissioning works for buyers with basic technical capabilities — your team must be able to read hydraulic schematics, use a multimeter, and follow PLC diagnostic procedures. We provide commissioning checklists, wiring diagrams, and hydraulic circuit drawings in English, Spanish, or Russian depending on your location. Video call support covers system integration, parameter optimization, and first-article troubleshooting. On-site commissioning visits are available for buyers who prefer hands-on support or have complex integration requirements.
The spare parts kit ships with every line and covers consumables for 12 months of operation: hydraulic seals, proximity sensors, solenoid valves, PLC I/O modules, vacuum pump components, and coating system filters. The kit costs 3-5% of equipment price but prevents 90% of the "line down waiting for parts" situations that kill your production schedule.
We don't sell equipment and disappear. Technical support continues through email, phone, and video call for the life of the equipment. Most questions get answered within 24 hours; parts orders ship within 3-5 business days. After 15 years building foundry equipment for export markets, we've learned that long-term support matters more than initial equipment cost — buyers remember how fast you responded when their line went down, not whether you were 5% cheaper than the next supplier.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...