Most foundries evaluating a Lost Foam Casting Production Line ask the wrong first question. They ask "What does the line cost?" when they should ask "What does each casting cost after year two?" The difference matters because lost foam's capital expense looks high until you calculate what you're not spending on machining stock removal, scrap rework, and sand disposal.
Lost foam casting (also called EPC or evaporative pattern casting) replaces traditional cores and parting lines with a foam pattern that vaporizes during pour. For mid-volume foundries running 2,000 to 8,000 tons per year—especially those casting complex geometries in ductile iron, gray iron, or aluminum—the process eliminates machining allowances and cuts scrap rates on intricate parts. But the upfront investment includes more than just the casting line: you're buying EPS pre-expanders, pattern tooling, vacuum chambers, coating stations, and sand reclamation systems.
This article breaks down the real numbers. You'll see capital cost components, operating cost advantages that show up in your per-unit economics, a worked payback example for a 5,000 t/year ductile iron foundry, and the hidden costs that suppliers don't mention until commissioning starts.
What ROI Actually Means for a Lost Foam Casting Production Line
ROI for a lost foam casting equipment purchase isn't just payback period. It's the difference between your total cost per casting today versus your total cost per casting after the line reaches steady-state production—multiplied across your annual tonnage and projected over the equipment's useful life.
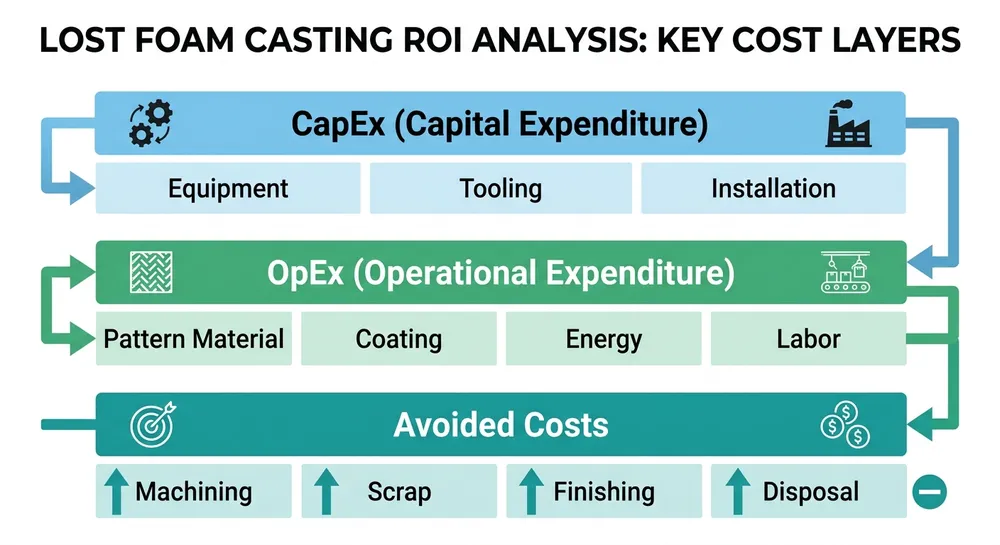
Three cost layers matter:
Capital expenditure (CapEx): Line equipment, pattern tooling, freight, installation, commissioning, and operator training. This is your upfront cash outlay.
Operating expenditure (OpEx): Pattern material (EPS beads), refractory coating, sand makeup, vacuum system energy, labor, and maintenance consumables. This is your per-casting variable cost.
Avoided costs: Machining time you no longer pay for, scrap castings you don't remake, finishing labor you eliminate, and sand disposal fees you reduce. These show up as margin improvement, not line items on an invoice.
The payback calculation compares your current process's total annual cost against lost foam's total annual cost. If you're running green sand with 8mm machining allowances and 12% scrap on complex pump housings, lost foam's 2-3mm near-net-shape tolerance and 6-8% scrap rate create a cost delta that pays down the capital investment. How fast depends on your volume, part complexity, and current process efficiency.

Capital Cost Breakdown – What You're Actually Buying
A complete lost foam casting line for mid-volume production isn't a single machine. It's an integrated system, and each component carries its own price tag and installation requirement.
Core casting line equipment: $280,000 to $450,000 depending on automation level and throughput capacity. This includes the vacuum casting chamber, sand filling and compaction system, flask handling, and PLC control. A 5,000 t/year line typically needs 8-12 flasks in rotation with automated sand reclamation to hit target cycle times.
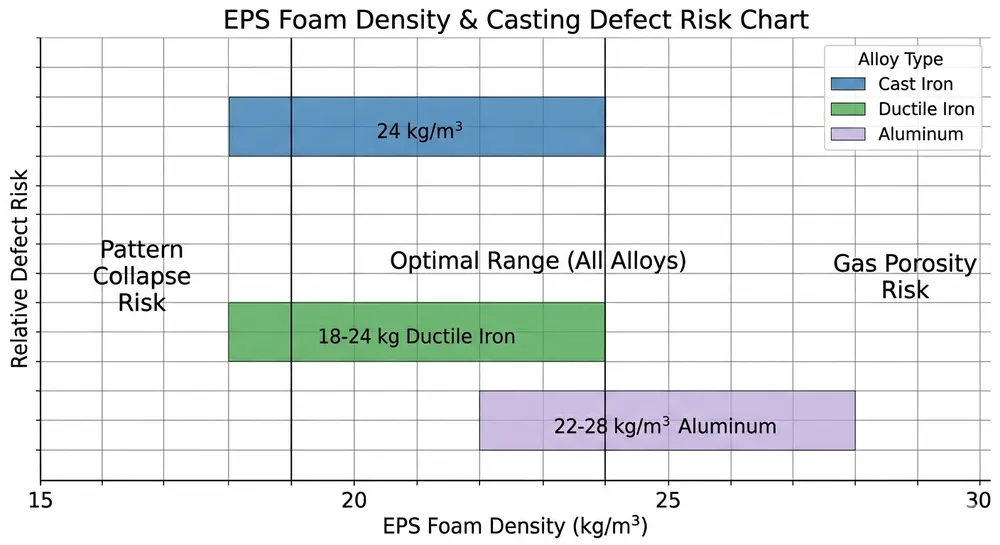
EPS pattern system: $60,000 to $120,000 for pre-expander, aging silos, and pattern molding equipment. Pattern density control matters here—we run 18 to 28 kg/m³ depending on alloy and section thickness. Inconsistent bead expansion causes pattern dimensional drift, which shows up as casting defects three steps later.
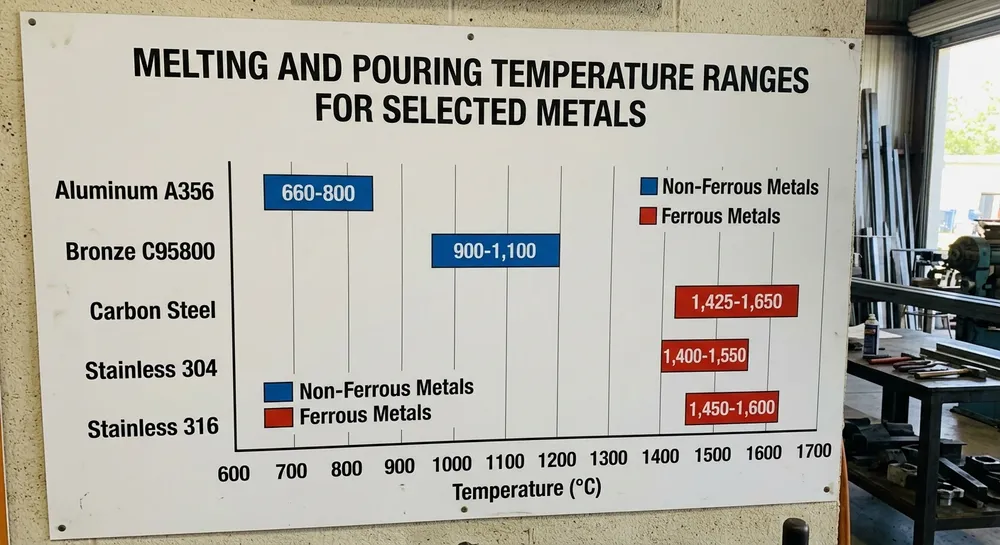
Coating station: $40,000 to $80,000 for dip tanks, drying chambers, and coating recirculation. Coating thickness directly affects metal fill behavior and carbon pickup. We spec 0.8 to 1.5mm coating thickness for ductile iron, applied in two passes with controlled drying between coats.
Vacuum system: $50,000 to $90,000 for vacuum pumps, piping, and chamber sealing. You need -0.04 to -0.06 MPa vacuum pressure during pour to pull the vaporized foam through the sand and prevent gas porosity. Leak rates above 2% kill your yield on thin-wall castings.
Sand handling and reclamation: $70,000 to $140,000 for conveyors, coolers, magnetic separation, and screening. Lost foam uses unbonded silica sand that recycles at 95%+ recovery rates if you control fines accumulation and coating residue. Sand temperature management matters—if sand enters the flask above 40°C, you get steam pockets during pour.
Pattern tooling (molds for EPS patterns): $15,000 to $60,000 per pattern set depending on part complexity. Aluminum tooling for simple geometries runs $15,000 to $25,000. Complex multi-cavity tools with automated ejection systems can hit $60,000. Tooling cost amortizes across production volume—at 5,000 castings per year, a $30,000 tool adds $6 per casting in year one, $3 in year two if you double volume.
Freight and logistics: $25,000 to $45,000 for a complete line shipped to North America or Europe. We pack modular systems into 2-3 × 40HQ containers (12.03m × 2.35m × 2.69m). Container optimization cuts your landed cost—a poorly designed system that needs four containers instead of three adds $8,000 to $12,000 in freight alone.
Installation and commissioning: $30,000 to $60,000 depending on whether you use on-site or remote support. We've commissioned lines in 14 countries via video call with your installation team handling the physical work. Remote commissioning cuts cost by 40-50% versus flying engineers to site, but your team needs to read hydraulic schematics and troubleshoot PLC I/O.
Operator training: $8,000 to $15,000 for initial training on pattern handling, coating application, vacuum system operation, and defect diagnosis. The learning curve runs 3-6 months before operators consistently hit target cycle times and coating quality.
Total capital investment range: $578,000 to $1,060,000 for a complete mid-volume lost foam casting line, installed and commissioned. Most 5,000 t/year foundries land between $650,000 and $800,000 depending on automation level and pattern tooling complexity.
Operating Cost Advantages – Where Lost Foam Saves Money Per Casting
Lost foam's operating cost structure differs fundamentally from green sand and resin sand. You're trading binder and core-making labor for pattern material and coating, but you're also eliminating machining stock and reducing scrap on complex geometries.
Sand reuse rate: Lost foam recycles 95-98% of sand per cycle versus 85-90% for green sand (which loses fines and needs bentonite makeup) and 60-70% for resin sand (which requires thermal reclamation). At 5,000 t/year casting output, that's 150-200 tons less sand makeup annually. Sand cost runs $40-60 per ton delivered, so you're saving $6,000 to $12,000 per year on sand alone.
We verify sand recovery rates in our in-house reclamation testing lab before equipment ships. If your line is rated for 95% recovery, the commissioning report shows the actual test data from your specific sand handling system—not a spec sheet number.
Pattern material cost: EPS beads run $1,200 to $1,800 per ton. Pattern weight depends on casting size and gating design, but typical consumption is 1.5-3% of casting weight. For a 50 kg ductile iron casting, you're using 0.75 to 1.5 kg of EPS, which costs $0.90 to $2.70 per casting. Green sand binder (bentonite + water) costs less per casting ($0.30 to $0.60), but you're paying for cores separately if the part has internal features.
Coating consumables: Refractory coating (alumina or zircon-based) costs $2.50 to $4.50 per kg. Coating consumption runs 0.3-0.6 kg per kg of pattern weight. For that same 50 kg casting with 1 kg of pattern, you're spending $0.75 to $2.70 on coating per casting. This is higher than green sand's mold wash cost ($0.20 to $0.40 per casting), but you're eliminating core wash and core binder.
Machining elimination: This is where lost foam's economics shift. Green sand castings typically carry 6-10mm machining allowances on critical surfaces. Resin sand tightens that to 3-5mm. Lost foam delivers 1.5-3mm, and on many geometries you can cast to final dimension with zero machining.
If you're currently machining 40% of each casting's surface area at $0.80 per minute of machine time, and lost foam cuts that machining time by 60%, you're saving $15 to $30 per casting on a part that takes 30-50 minutes to machine. At 5,000 castings per year, that's $75,000 to $150,000 in avoided machining cost.
Scrap reduction on complex parts: Green sand scrap rates on complex geometries (thin walls, deep pockets, multiple cores) run 10-15%. Resin sand improves that to 8-12%. Lost foam typically hits 5-8% because you eliminate core shift, parting line mismatch, and sand inclusion defects.
The scrap you do see in lost foam comes from five sources: incomplete foam vaporization (carbon inclusions), coating cracks (metal penetration), vacuum leaks (porosity), pattern dimensional errors, and pouring temperature problems. All five are process-control issues, not inherent to the method.
If your current scrap rate is 12% and lost foam brings it to 6%, you're recovering 6% of your metal cost. On ductile iron at $800 per ton, that's $48 per ton of good castings, or $240,000 annually at 5,000 tons output.
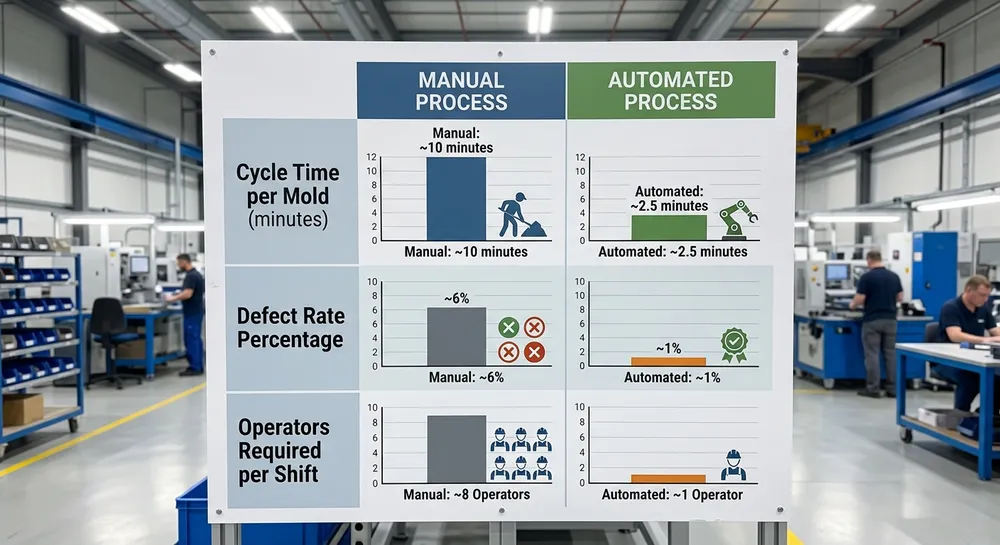
Labor efficiency: Lost foam eliminates core-making labor and reduces mold finishing time. A green sand line running complex parts might need 2-3 workers per shift for core assembly and mold prep. Lost foam consolidates that into pattern handling and coating application, typically 1-2 workers per shift. Labor savings depend on your local wage rates, but the productivity improvement is 30-40% on labor hours per ton of castings.

Total Cost of Ownership – Lost Foam vs Green Sand vs Resin Sand
TCO analysis compares your all-in cost per ton of good castings across the equipment's useful life. For mid-volume foundries, that's typically a 10-year planning horizon with equipment depreciation, operating costs, and avoided costs factored in.
Scenario: 5,000 t/year ductile iron foundry casting pump housings and valve bodies with complex internal passages. Average casting weight 50 kg. Current process is green sand with resin cores.
Green Sand + Resin Cores (Current State)
- Capital cost: $420,000 (molding line, core shooters, sand system)
- Annual operating cost: $580,000 (sand, binder, cores, labor, machining, scrap)
- Cost per ton of good castings: $116
- 10-year TCO: $5,800,000
Resin Sand (No-Bake)
- Capital cost: $520,000 (mixing equipment, mold handling, reclamation)
- Annual operating cost: $520,000 (sand, resin, catalyst, labor, machining, scrap)
- Cost per ton of good castings: $104
- 10-year TCO: $5,200,000
Lost Foam Casting
- Capital cost: $720,000 (complete line with pattern tooling)
- Annual operating cost: $420,000 (EPS, coating, sand makeup, labor, reduced machining, lower scrap)
- Cost per ton of good castings: $84
- 10-year TCO: $4,200,000
Lost foam's higher capital cost ($300,000 more than green sand) gets recovered through $160,000 per year in operating cost savings. Payback period: 1.9 years. After that, you're running $32 per ton cheaper than green sand and $20 per ton cheaper than resin sand.
The savings come from three places: 60% reduction in machining time ($120,000/year), 50% scrap rate improvement ($90,000/year), and 35% labor efficiency gain ($70,000/year). Those numbers assume you're casting complex parts where lost foam's near-net-shape advantage matters. If you're casting simple flat plates with no internal features, green sand stays cheaper because you're not paying for machining or complex coring anyway.
Worked Payback Example – 5,000 Ton/Year Ductile Iron Foundry
Let's run the numbers for a real decision scenario.
Your current situation: Green sand molding line producing 5,000 tons per year of ductile iron castings. Average part complexity requires 3-4 resin cores per casting. Machining time averages 35 minutes per casting. Current scrap rate is 11%. You're evaluating a vacuum casting production line to improve yield and reduce machining cost.
Lost foam line capital investment: $720,000 total
- Core equipment: $380,000
- EPS system: $85,000
- Coating station: $60,000
- Vacuum system: $70,000
- Sand handling: $95,000
- Pattern tooling (3 part families): $45,000
- Freight (3 × 40HQ containers): $35,000
- Remote commissioning: $35,000
- Operator training: $12,000
Annual operating cost comparison:
Green sand (current):
- Sand and binder: $85,000
- Resin cores: $140,000
- Machining (35 min/casting × 100,000 castings): $280,000
- Scrap cost (11% × $800/ton × 5,000 tons): $440,000
- Labor (3 workers/shift × 2 shifts): $180,000
- Total: $1,125,000
Lost foam (projected):
- EPS beads: $95,000
- Coating: $75,000
- Sand makeup (5% vs 15%): $25,000
- Machining (14 min/casting × 100,000 castings): $112,000
- Scrap cost (6% × $800/ton × 5,000 tons): $240,000
- Labor (2 workers/shift × 2 shifts): $120,000
- Vacuum system energy: $18,000
- Total: $685,000
Annual savings: $440,000
Simple payback period: $720,000 ÷ $440,000 = 1.64 years
NPV at 8% discount rate over 10 years: $2,230,000
The payback calculation assumes you hit target cycle times and coating quality within 6 months of commissioning. The first year typically runs at 70-80% efficiency while operators learn pattern handling and defect diagnosis. By month 9, most foundries reach 90%+ of projected savings.
Hidden Costs That Extend Payback Period
Suppliers quote line prices, but four cost categories show up after you sign the contract.
EPS tooling for new part families: Your initial capital investment includes tooling for your current product mix. When you win a new customer or add a part family, you're buying another $20,000 to $50,000 in pattern molds. Tooling cost per part drops as your product range stabilizes, but early-stage foundries adding new parts every quarter see tooling costs eat into projected savings.
Coating consumable waste during ramp-up: Coating application has a learning curve. Operators learning to control dip time, drainage angle, and drying temperature waste 15-25% more coating in the first 3-6 months than steady-state consumption. At $3.50 per kg, that's $8,000 to $15,000 in extra coating cost during ramp-up.
Vacuum system energy cost: Vacuum pumps run continuously during production. A 30 kW vacuum system operating 16 hours per day at $0.12 per kWh costs $21,000 per year. That's $4 per ton of castings, which is already factored into the TCO comparison above—but some foundries miss it in initial budgeting.
Pattern storage and handling infrastructure: EPS patterns are bulky and fragile. You need racking systems and climate-controlled storage (patterns warp in high humidity). Budget $8,000 to $15,000 for storage infrastructure if your facility wasn't designed for pattern-based casting.
Operator training curve: The worked example above assumes 70% efficiency in year one. If your team takes 12 months to reach target efficiency instead of 6 months, you're delaying $220,000 in savings by six months, which extends payback from 1.64 years to 1.95 years.
None of these costs kill the ROI case, but they shift payback timelines. A realistic expectation for mid-volume foundries is 2.0 to 2.5 years to full payback when you include ramp-up inefficiency and hidden costs.
How Modular Line Design and Remote Commissioning Reduce Installed Cost
Two factors separate export-focused equipment suppliers from domestic-only manufacturers: container optimization and remote commissioning capability.
Modular shipping: We design lost foam lines to break down into container-friendly sections. A complete 5,000 t/year line ships in 2-3 × 40HQ containers instead of requiring custom crating or oversized freight. That cuts your landed cost by $15,000 to $25,000 versus suppliers who ship equipment in 4-5 containers or use custom crating that doesn't fit standard container dimensions.
Hydraulic units and control cabinets ship separately from structural frames. Vacuum chambers ship as bolt-together sections. Sand handling conveyors use modular segments. This isn't just about freight cost—it's about installation simplicity. Your team can uncrate, position, and connect systems without needing specialized rigging equipment.
Remote commissioning: We've commissioned lines in 14 countries via video call. Your installation team follows our engineer's instructions to connect hydraulic lines, wire control panels, run initial test cycles, and troubleshoot sensor issues. This works if your team can read hydraulic schematics and use a multimeter.
Remote commissioning costs $30,000 to $40,000 versus $55,000 to $75,000 for on-site commissioning (which includes engineer travel, accommodation, and daily rates). The $20,000 to $35,000 savings goes straight to your payback calculation.
The trade-off: remote commissioning takes 2-3 weeks versus 1-2 weeks for on-site support. If your production schedule can absorb the extra week, remote commissioning makes sense. If you're under contract pressure to start production by a fixed date, pay for on-site support.
PLC-based automation with remote diagnostics: Our control systems use Siemens or Mitsubishi PLCs with 4G connectivity. When a sensor fails or a cycle time drifts out of spec, your maintenance team pulls error logs remotely and adjusts parameters without waiting for a service call. This reduces unplanned downtime from 8-12 hours (waiting for a technician) to 1-2 hours (remote diagnosis and parameter adjustment).
Downtime cost at 5,000 t/year production is roughly $400 per hour of lost output (based on $80 margin per ton and 2.5 tons per hour throughput). Cutting average downtime per incident from 10 hours to 2 hours saves $3,200 per incident. If you avoid 6 incidents per year through remote diagnostics, that's $19,200 in avoided downtime cost—enough to cover the PLC upgrade cost in year one.

When Lost Foam ROI Makes Sense – And When It Doesn't
Lost foam isn't the right answer for every foundry. The economics work best in specific production scenarios.
Lost foam makes sense when:
- You're casting complex geometries with internal passages, thin walls, or deep pockets where green sand requires multiple cores
- Your current machining cost is high because you're removing 5-10mm of stock from critical surfaces
- Scrap rates on complex parts exceed 10% due to core shift, parting line mismatch, or sand inclusions
- Annual production volume is 2,000 to 15,000 tons—high enough to amortize capital cost, low enough that you're not running 24/7 automated green sand lines
- Part mix is stable enough that pattern tooling cost spreads across meaningful production runs (500+ castings per pattern set)
Lost foam doesn't make sense when:
- You're casting simple flat plates, brackets, or parts with no internal features—green sand is cheaper and faster
- Annual volume is below 1,500 tons—capital cost payback takes 4+ years
- Part mix changes constantly with low-volume custom orders—pattern tooling cost kills your economics
- You're already running high-efficiency automated green sand lines with 5% scrap rates and minimal machining—the cost delta isn't large enough to justify switching
- Your facility lacks climate-controlled space for pattern storage or your team has no experience with coating application
The decision threshold for most mid-volume foundries: if lost foam cuts your per-ton operating cost by $25 or more, and your annual volume exceeds 3,000 tons, payback happens in under 3 years. Below that threshold, the ROI case weakens unless you're solving a specific quality problem (porosity, dimensional variation) that's costing you customer accounts.
Decision Framework – Running Your Own Payback Analysis
Use this framework to plug in your own numbers.
Step 1: Calculate your current all-in cost per ton of good castings
- Add up sand, binder, cores, machining time, scrap cost, and labor
- Divide by annual tonnage of good castings shipped
- This is your baseline cost per ton
Step 2: Estimate lost foam operating cost per ton
- Pattern material: 1.5-3% of casting weight × $1,500/ton EPS
- Coating: 0.4-0.8 kg per kg pattern × $3.50/kg
- Sand makeup: 2-5% annual replacement × $50/ton
- Machining: 40-70% reduction in current machining time
- Scrap: 40-60% reduction in current scrap rate
- Labor: 30-40% reduction in labor hours per ton
Step 3: Calculate annual savings
- (Current cost per ton – Lost foam cost per ton) × Annual tonnage
- This is your annual operating cost improvement
Step 4: Estimate total capital investment
- Get quotes for line equipment, pattern tooling, freight, and commissioning
- Add 10-15% contingency for installation and ramp-up costs
- This is your upfront cash requirement
Step 5: Calculate simple payback
- Capital investment ÷ Annual savings = Payback period in years
- Add 6-12 months for ramp-up inefficiency
If payback is under 3 years, the investment typically makes sense. If it's over 4 years, you're either in the wrong volume range or your current process is already efficient enough that switching doesn't create meaningful savings.
Share your annual tonnage target, primary alloy (ductile iron, gray iron, aluminum), and part complexity level with us. We'll return a budgetary line quotation with projected per-unit cost breakdown so you can run your own payback analysis using your actual production data. Request a Quote with your specific volume and alloy requirements, and we'll include sand recovery test data from our in-house reclamation lab—not generic spec sheet numbers.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...