A foundry in Turkey ordered an investment casting line rated for "all alloys" in 2019. Six months later, they were casting aluminum aerospace brackets without issues. When they tried switching to 316 stainless steel valve bodies, the furnace lining cracked after three heats, the shell system couldn't handle the higher dewaxing temperature, and the vacuum pump failed from thermal overload. The machine worked — just not for the alloy family they needed to add.
The problem wasn't the equipment quality. It was a mismatch between the machine's actual operating envelope and the buyer's assumption that "investment casting" meant universal capability. Ferrous alloys (carbon steel, stainless steel, ductile iron) and non-ferrous alloys (aluminum, bronze, brass) operate in completely different thermal and chemical environments. A machine optimized for one family will struggle or fail with the other unless it's specifically designed for dual-alloy operation.
If you're sourcing investment casting equipment and need to serve both ferrous and non-ferrous markets, the selection process comes down to five technical checkpoints that determine whether a machine can actually handle the thermal range, lining durability, and process control required for both alloy families.
Why Single-Alloy Machines Fail When You Switch Alloy Families
Investment casting machines are typically optimized for either ferrous or non-ferrous work, not both. The difference isn't just furnace capacity — it's the entire thermal system, refractory design, and process control architecture.
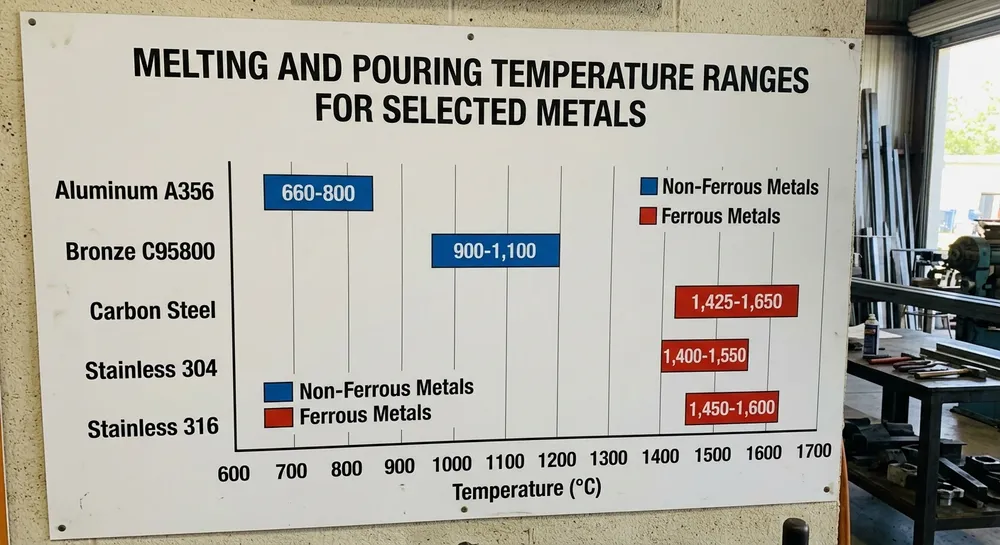
Temperature range mismatch is the most obvious failure mode. Aluminum alloys melt at 660-750°C and pour at 700-800°C. Carbon steel melts at 1,425-1,540°C and pours at 1,550-1,650°C. Stainless 316 pours at 1,500-1,600°C. A furnace designed for aluminum typically maxes out at 900-1,000°C — nowhere near the range needed for ferrous work. Conversely, a high-temperature ferrous furnace can technically melt aluminum, but the refractory lining and heating element design aren't optimized for the lower range, leading to poor temperature control and energy waste.
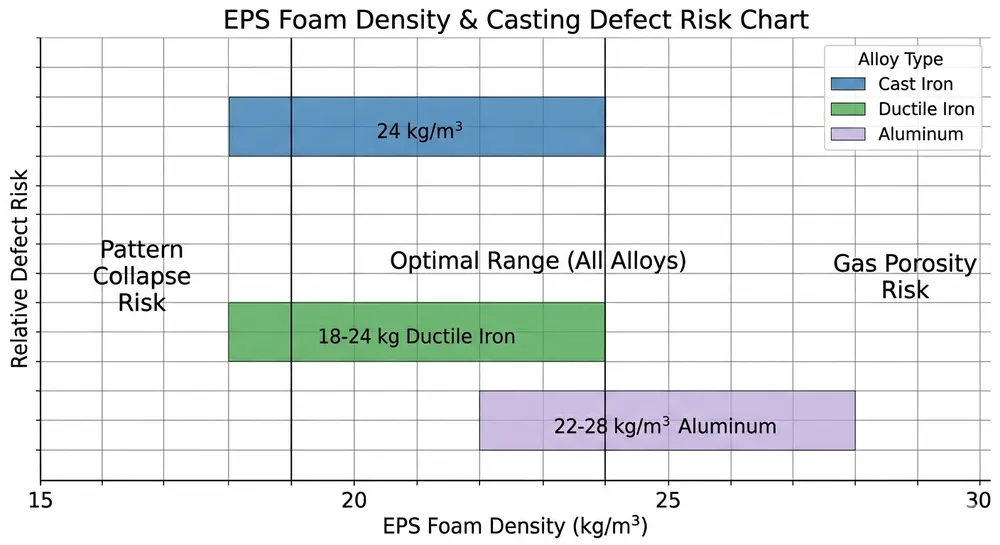
Furnace lining degradation happens when you cycle between alloy families. Ferrous melts require high-alumina or magnesia-based refractories that resist slag attack and thermal shock at 1,600°C. Non-ferrous melts use lower-grade refractories (often silica-based or low-alumina) because the temperatures are lower and the metal chemistry is less aggressive. If you run aluminum in a ferrous-rated furnace, the lining survives but you're paying for refractory capacity you don't need. If you run steel in a non-ferrous furnace, the lining fails — we've seen complete lining replacement needed after 10-15 heats instead of the normal 200-300 heat lifespan.
Shell system and dewaxing temperature incompatibility creates downstream problems. Investment casting shells for aluminum typically dewax at 150-200°C and fire at 800-900°C. Ferrous shells dewax at 200-300°C and fire at 1,000-1,100°C to achieve the strength needed to contain molten steel. If your dewaxing furnace and shell firing kiln are sized for non-ferrous work, they won't reach the temperatures required for ferrous shells. The shell either cracks during firing or fails during pouring.
Vacuum system thermal limits matter more than buyers expect. Non-ferrous investment casting often uses vacuum assist to improve mold filling, but the vacuum pump and chamber seals are rated for lower operating temperatures. Ferrous casting generates significantly more radiant heat during pouring. We've seen vacuum pump oil break down and seal materials degrade when foundries tried running steel through equipment designed for aluminum.
The pattern we see: buyers assume investment casting equipment is universal because the process looks similar across alloy types. It's not. The thermal envelope, refractory chemistry, and auxiliary system ratings are alloy-family-specific unless the machine is explicitly designed for dual-capability operation.

The Five Technical Checkpoints for Dual-Alloy Capability
If you need a machine that can handle both ferrous and non-ferrous work, these five specifications determine whether the equipment will actually perform across both alloy families or fail when you switch.
1. Furnace Temperature Range and Control Resolution
The furnace must cover the full operating range from your lowest non-ferrous pour temperature to your highest ferrous pour temperature, with tight control at both ends of the range.
Minimum requirement: 700°C to 1,650°C working range. This covers aluminum (700-800°C pour), bronze (950-1,100°C pour), carbon steel (1,550-1,650°C pour), and stainless steel (1,500-1,600°C pour). If your product mix includes only aluminum and carbon steel, you can skip bronze capability, but the furnace still needs the full 700-1,650°C envelope.
Control resolution matters: A furnace that can reach 1,650°C isn't useful if it can't hold ±5°C at 750°C for aluminum. Look for PLC-controlled systems with separate heating zones and closed-loop temperature feedback. We use multi-zone induction furnaces with independent power control for each coil — this gives stable temperature control across the entire range. Resistance furnaces can work but tend to have slower response times and less precise control at the low end of the range.
Heating element and power supply compatibility: Induction furnaces need frequency-adjustable power supplies to optimize coupling efficiency across different alloy types. Aluminum melts efficiently at higher frequencies (1-3 kHz), while steel requires lower frequencies (250-500 Hz) for better penetration. A fixed-frequency system will work for both but with reduced efficiency at one end of the range.
2. Refractory Lining Design and Replacement Strategy
Dual-alloy operation requires either a universal refractory system that tolerates both alloy families or a quick-change lining design that lets you swap refractories when switching between ferrous and non-ferrous production runs.
Universal lining approach: High-alumina refractories (85-95% Al₂O₃) can handle both ferrous and non-ferrous melts. They're overkill for aluminum but they survive the thermal and chemical environment of steel. This is the simplest approach if you're switching between alloy families frequently (daily or weekly). The trade-off is higher refractory cost and slightly longer heat-up times for non-ferrous work.
Quick-change lining approach: Some furnace designs use modular crucibles or lining sections that can be swapped in 2-4 hours. You run a lower-cost silica or low-alumina lining for non-ferrous campaigns, then swap to high-alumina for ferrous campaigns. This makes sense if you run each alloy family in multi-week batches. The downside is labor cost and the risk of thermal shock if you don't preheat the replacement lining properly.
Lining lifespan expectations: A high-alumina lining running aluminum should give you 400-600 heats. The same lining running steel gives 200-300 heats. If you're alternating between alloy families, expect lifespan closer to the ferrous number because the thermal cycling accelerates degradation. Budget for lining replacement every 3-6 months depending on production volume.
3. Shell System Temperature Capability
Your dewaxing furnace and shell firing kiln must reach the temperatures required for ferrous shell systems, even if you're primarily casting non-ferrous alloys. This is non-negotiable if you want dual-alloy capability.
Dewaxing furnace: Must reach 300°C minimum. Non-ferrous shells dewax at 150-200°C, but ferrous shells need 250-300°C to fully remove wax without cracking the shell. A dewaxing furnace rated for 250°C won't work — you need headroom above the target temperature for uniform heating.
Shell firing kiln: Must reach 1,150°C minimum. Ferrous shells fire at 1,000-1,100°C to develop the strength needed to contain molten steel. Non-ferrous shells fire at 800-900°C. If your kiln maxes out at 950°C, you can't run ferrous work. Look for kilns rated to 1,200°C to give you process margin.
Heating rate control: Ferrous shells require slower heating rates (50-100°C/hour) to prevent thermal shock cracking. Non-ferrous shells tolerate faster rates (100-150°C/hour). Your kiln control system should allow programmable ramp rates — a single fixed heating curve won't optimize both alloy families.
4. Vacuum System Thermal Rating and Pump Capacity
If you're using vacuum-assist pouring (common in investment casting for thin-wall parts), the vacuum chamber, seals, and pump must handle the radiant heat from ferrous pours.
Chamber and seal materials: Standard vacuum chambers use silicone or Viton seals rated to 200-250°C. Ferrous pouring generates enough radiant heat to push seal temperatures above 300°C, causing seal failure and vacuum loss. Look for high-temperature seal materials (graphite-impregnated or metal seals) rated to 350°C minimum.
Vacuum pump oil thermal stability: Rotary vane pumps use oil that breaks down above 80-100°C. If the pump is too close to the pouring station or lacks adequate cooling, ferrous casting will overheat the pump. We position vacuum pumps at least 3 meters from the pouring area and use water-cooled pump housings for ferrous work. Some buyers use dry screw pumps to eliminate oil breakdown risk entirely.
Pump capacity for ferrous degassing: Ferrous alloys (especially stainless steel) benefit from vacuum degassing before pouring to reduce porosity. This requires higher vacuum levels (0.1-1 mbar) than non-ferrous work (10-50 mbar). Your vacuum pump must have enough capacity to pull down to 1 mbar within 2-3 minutes. A pump sized only for non-ferrous mold filling won't have the capacity for ferrous degassing.
5. PLC Control System with Alloy-Specific Parameter Sets
Dual-alloy machines need control systems that store and recall different process parameters for each alloy family. Manual adjustment between alloy types creates operator error and inconsistent results.
Parameter storage: The PLC should store at least 10-20 recipe sets covering different alloys, each with furnace temperature, heating rate, pour temperature, vacuum level, and cycle timing. When you switch from aluminum to steel, the operator selects the steel recipe and the machine automatically adjusts all parameters.
Interlock and safety logic: Ferrous casting requires different safety interlocks than non-ferrous work. For example, the system should prevent pouring if the shell temperature is below 900°C for steel (cold shell causes misruns) but allow pouring at 700°C for aluminum. These interlocks should be part of the alloy-specific recipe, not manually overridden by the operator.
Remote parameter adjustment: If you're buying from an overseas supplier, ask whether they offer remote commissioning and parameter tuning. We program alloy-specific parameters during factory testing, then adjust them remotely after installation based on your actual shell system and alloy chemistry. This eliminates the trial-and-error phase that wastes material and time.

How to Verify Dual-Alloy Capability Before Purchase
Suppliers will claim their equipment handles "all alloys," but the only way to confirm dual-capability is to check the actual specifications and test data.
Request furnace temperature certification: Ask for the furnace temperature range certification from the manufacturer, not just the spec sheet. The certification should show actual measured temperatures at both ends of the range (700°C and 1,650°C) with control stability data (±5°C or better). If the supplier can't provide this, the furnace hasn't been tested across the full range.
Check refractory lining material specification: Ask what refractory material is used and get the material data sheet showing alumina content, maximum operating temperature, and thermal shock resistance. If the supplier says "high-temperature refractory" without specifying alumina content or providing a data sheet, they're using generic refractories that may not survive ferrous work.
Verify shell system kiln temperature rating: Request the kiln nameplate rating and heating element specifications. The nameplate should show maximum operating temperature of 1,200°C or higher. If the kiln is rated to 1,000°C, it's a non-ferrous-only system regardless of what the sales literature says.
Test vacuum system thermal performance: If possible, ask for thermal imaging data showing vacuum chamber and seal temperatures during a ferrous pour cycle. This is rare, but some suppliers have it from their own testing. If they don't, ask what seal material is used and verify it's rated to 350°C minimum.
Review PLC parameter storage capacity: During factory acceptance testing (or via video call if you're buying remotely), have the supplier demonstrate switching between aluminum and steel recipes. The system should recall all parameters automatically without manual adjustment. If the operator has to manually change more than one or two settings, the control system isn't properly configured for dual-alloy work.
Common Sourcing Mistakes and How to Avoid Them
Mistake 1: Assuming "investment casting machine" means universal capability. Investment casting is a process category, not a machine specification. A machine optimized for jewelry casting (gold, silver, platinum) won't handle steel. A machine designed for aluminum turbine blades won't handle ductile iron. Always specify the exact alloy grades you need to cast and ask the supplier to confirm their machine covers that range.
Mistake 2: Buying based on furnace capacity (kg) instead of temperature range. A 50 kg furnace sounds like it has more capacity than a 30 kg furnace, but if the 50 kg unit maxes out at 1,200°C, it can't cast stainless steel regardless of capacity. Temperature range and control precision matter more than melt weight for dual-alloy work.
Mistake 3: Ignoring shell system compatibility. Buyers focus on the melting furnace and forget that the shell system (dewaxing, firing, preheating) must also handle both alloy families. We've seen foundries buy a dual-capable furnace but keep their existing 900°C shell kiln, then discover they can't fire shells for steel casting. The shell system and melting system must be specified together.
Mistake 4: Underestimating refractory replacement cost. High-alumina refractories cost 3-5x more than standard refractories. If you're running both ferrous and non-ferrous work, budget for refractory replacement every 3-6 months instead of annually. This is an operating cost, not a capital cost, but it affects your total cost of ownership.
Mistake 5: Skipping remote commissioning and parameter programming. Dual-alloy machines need alloy-specific parameter tuning that's difficult to do without casting experience. If your supplier offers remote commissioning (we do this via video call for all export installations), use it. The supplier's engineers have already dialed in the parameters for your alloy grades during factory testing. Trying to figure it out yourself wastes weeks and material.
When Single-Alloy Machines Make More Sense
Dual-alloy capability adds cost and complexity. If your production mix is heavily weighted toward one alloy family (80%+ of volume), a single-alloy machine optimized for that family will give you better performance and lower operating cost.
Aluminum-only foundries should buy non-ferrous-optimized equipment with 700-1,000°C furnaces, silica-based refractories, and 900°C shell kilns. You'll save 20-30% on equipment cost and 15-20% on refractory replacement cost compared to a dual-alloy system.
Steel-only foundries should buy ferrous-optimized equipment with 1,400-1,700°C furnaces, high-alumina refractories, and 1,200°C shell kilns. The equipment will be more robust and the refractory lifespan will be longer because you're not thermal-cycling between alloy families.
Dual-alloy capability makes sense when:
- You're serving multiple market segments that require different alloy families (e.g., aluminum aerospace parts and stainless steel medical implants)
- Your customer base is diversified and you can't predict which alloy family will dominate next year
- You're a contract caster and need to accept jobs across the full alloy spectrum
- Your facility has limited floor space and can't accommodate separate ferrous and non-ferrous lines
The decision comes down to production flexibility vs. operating efficiency. Dual-alloy machines give you market flexibility but cost more to buy and operate. Single-alloy machines are more efficient but lock you into one market segment.
What TZFoundry's Dual-Alloy Systems Offer
We build lost foam casting production lines with PLC-controlled vacuum systems and adjustable process parameters, but the same control architecture applies to investment casting equipment. Our approach to dual-alloy capability focuses on three areas: thermal system design, refractory durability, and remote parameter programming.
Thermal system design: Our induction furnaces use frequency-adjustable power supplies (250 Hz to 3 kHz) with multi-zone heating control. This gives stable temperature control from 700°C (aluminum) to 1,650°C (stainless steel) with ±3°C stability across the range. The furnace lining uses 90% alumina refractories that survive both ferrous and non-ferrous melts without frequent replacement.
Shell system integration: We size dewaxing furnaces and shell firing kilns for ferrous work (300°C dewax, 1,200°C firing) even when the primary application is non-ferrous. This costs slightly more upfront but eliminates the need for equipment replacement when you add ferrous capability later.
Remote commissioning and parameter programming: We program alloy-specific parameter sets during factory testing, then commission the equipment remotely via video call after installation. Your team doesn't need to figure out optimal pour temperatures, vacuum levels, or heating rates through trial and error — we've already tested those parameters with your specific alloy grades.
Our in-house sand reclamation testing lab runs sample batches to verify shell performance across different alloy types before equipment ships. If you're planning to cast both A356 aluminum and 316 stainless, we'll test shell strength and thermal shock resistance for both alloys and adjust firing parameters accordingly.
For buyers evaluating investment casting equipment, the key question isn't whether a machine can technically reach the required temperature — it's whether the entire system (furnace, refractories, shell system, vacuum, controls) is designed to operate reliably across both alloy families without frequent maintenance or parameter guesswork.
If you're sourcing dual-alloy investment casting equipment, send us your alloy grades, annual volume, and part geometry. We'll specify the furnace temperature range, refractory system, and control parameters needed for your production mix, with factory pricing and container-optimized shipping. Contact our engineering team for equipment recommendations based on your specific casting requirements.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...