Binder cost is the number everyone watches — but it's the mixing accuracy that decides whether you're wasting resin or wasting castings.
I've commissioned over 40 resin sand lines in the last 11 years, and the pattern is consistent: foundries that cut binder costs by buying cheaper resin end up with cracked molds and scrap castings. Foundries that cut costs by fixing their equipment save 12-18% on binder consumption without touching mold strength.
The difference comes down to three equipment-side factors: mixer dosing accuracy, sand reclamation rate, and temperature control. Get those right, and you can run furan resin at 1.2-1.4% instead of 1.6-1.8% without changing your casting reject rate.
Why Binder Costs Spiral Out of Control
Most foundries track binder cost as kg resin per ton of sand. The problem is that number hides two separate waste streams: resin you're adding to compensate for poor mixing, and resin you're throwing away with contaminated sand.
We see this in commissioning audits. A foundry running at 1.8% binder ratio should be using 18 kg of furan resin per ton of sand. But when we measure actual consumption from their resin tanks, it's 22-24 kg per ton. The extra 4-6 kg isn't going into stronger molds — it's covering up equipment problems.
The three hidden waste points:
- Inconsistent dosing: Peristaltic pumps wear out and deliver 8-15% less resin than the control system thinks. Operators compensate by raising the setpoint, but they're guessing. You end up over-dosing on some batches and under-dosing on others.
- Poor mixing distribution: Paddle wear and incorrect mixer speed leave resin concentrated in some areas and absent in others. The mold looks fine until it cracks during pouring because 30% of the sand never got coated.
- Virgin sand dependency: Without effective reclamation, you're buying new sand at 3-5x the cost of reclaimed sand, and you're buying proportionally more binder to coat it.
The cost compounds. If your line produces 50 tons of sand per shift and you're wasting 4 kg of resin per ton, that's 200 kg of wasted resin per shift. At $2.80/kg for furan resin, you're losing $560 per shift, or $164,000 annually on a single-shift operation.
The Equipment-Side Solution: Calibration, Reclamation, and Control
Cutting binder costs without weakening molds requires fixing the equipment that meters, mixes, and recycles your sand. This isn't about resin chemistry — it's about mechanical precision and process control.
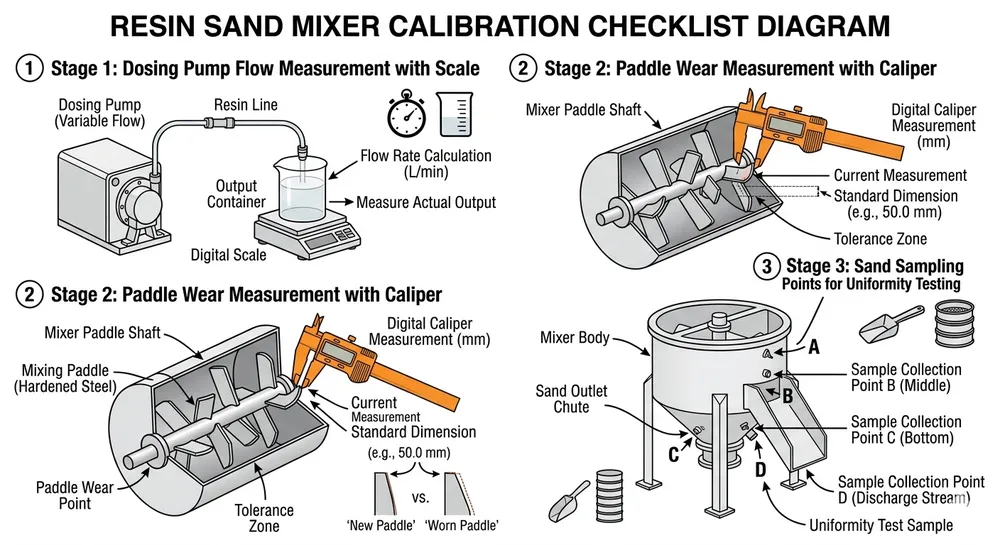
Step 1: Calibrate Your Binder Dosing System
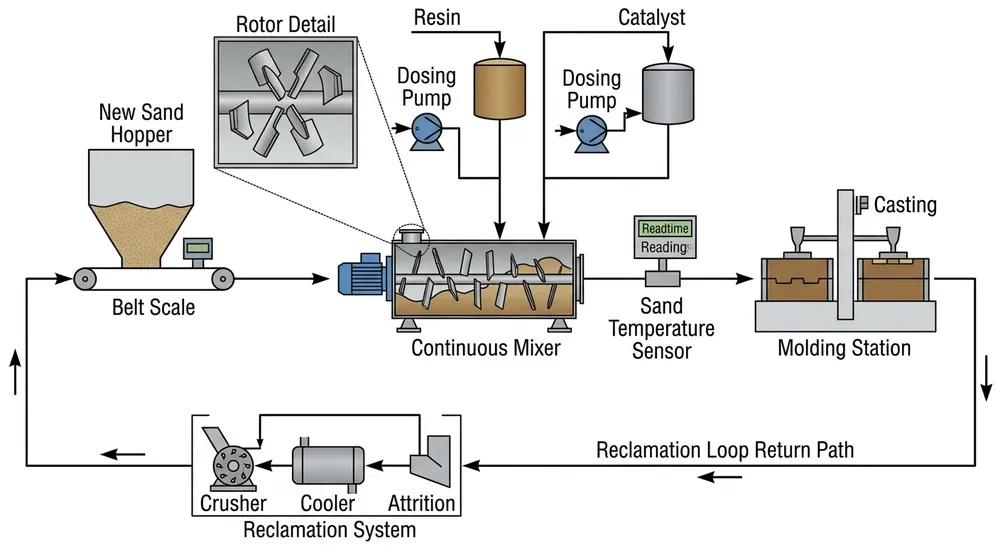
Start with the dosing pump. Most resin sand mixers use peristaltic pumps or gear pumps to meter liquid resin into the mixer. Both types drift out of calibration as seals wear and tubing hardens.
Calibration procedure:
- Disconnect the resin feed line at the mixer inlet
- Run the pump for exactly 60 seconds at your normal operating setpoint (e.g., 1.5% binder ratio)
- Weigh the discharged resin
- Compare actual flow rate to the control system's programmed flow rate
If the actual flow is more than 5% off from the programmed value, recalibrate the pump or replace worn components. We've seen pumps delivering 12% less resin than programmed after 18 months of continuous operation — operators had raised the setpoint to 1.9% to compensate, but the inconsistency was still causing mold failures.
Dosing accuracy targets:
- Peristaltic pumps: ±3% repeatability after calibration
- Gear pumps: ±2% repeatability after calibration
- PLC-controlled systems with flow meters: ±1.5% repeatability in real time
The PLC-controlled systems cost more upfront but pay back fast. Real-time flow monitoring catches pump wear before it affects your castings, and closed-loop control adjusts pump speed automatically to hit your target ratio every batch.
Step 2: Verify Mixing Uniformity
Dosing accuracy means nothing if the mixer can't distribute resin evenly through the sand. Mixing uniformity depends on paddle condition, mixer speed, and batch residence time.
Mixing uniformity test:
- Run a normal production batch through your mixer
- Pull five sand samples from different locations in the discharge stream (beginning, middle, end of batch, plus two random points)
- Measure compressive strength on test specimens from each sample
- Calculate the coefficient of variation (standard deviation ÷ mean strength)
Target: coefficient of variation under 8%. If you're above 12%, your mixing is inconsistent enough to cause random mold failures.
Common mixing problems:
- Worn paddles: Paddle edges wear down and lose their ability to lift and fold sand. Replace paddles when edge thickness drops below 80% of original dimension.
- Incorrect mixer speed: Too slow and resin doesn't distribute. Too fast and you're shearing the resin film off the sand grains. For continuous mixers, 25-35 rpm is typical for furan systems. For batch mixers, 45-60 rpm.
- Short residence time: Sand needs 90-120 seconds of mixing time for complete resin coating. If you're pushing throughput by cutting residence time to 60 seconds, you're creating weak spots in your molds.
We rebuilt a mixer for a gray iron foundry in 2022 — they'd been running with paddles worn down to 60% thickness and compensating by adding extra resin. After paddle replacement and speed adjustment, they dropped from 1.7% to 1.3% binder ratio with no change in mold strength. The resin was always sufficient; the mixing was the problem.

Step 3: Implement Sand Reclamation
Sand reclamation is the fastest way to cut binder costs because reclaimed sand needs less resin than virgin sand. The reason: reclaimed sand retains a thin resin film even after mechanical or thermal reclamation, so you're coating a partially-treated surface instead of raw silica.
Binder savings from reclamation:
- Virgin sand: 1.5-1.8% binder ratio typical for furan systems
- Reclaimed sand (mechanical): 1.2-1.5% binder ratio for the same mold strength
- Reclaimed sand (thermal): 1.3-1.6% binder ratio (cleaner surface than mechanical, but higher reclamation cost)
The savings come from two sources: lower binder consumption per ton of sand, and lower sand purchase cost. If you're buying virgin sand at $45/ton and you can reclaim at 95% recovery rate, your effective sand cost drops to $2.25/ton (5% makeup sand only).
Reclamation system selection:
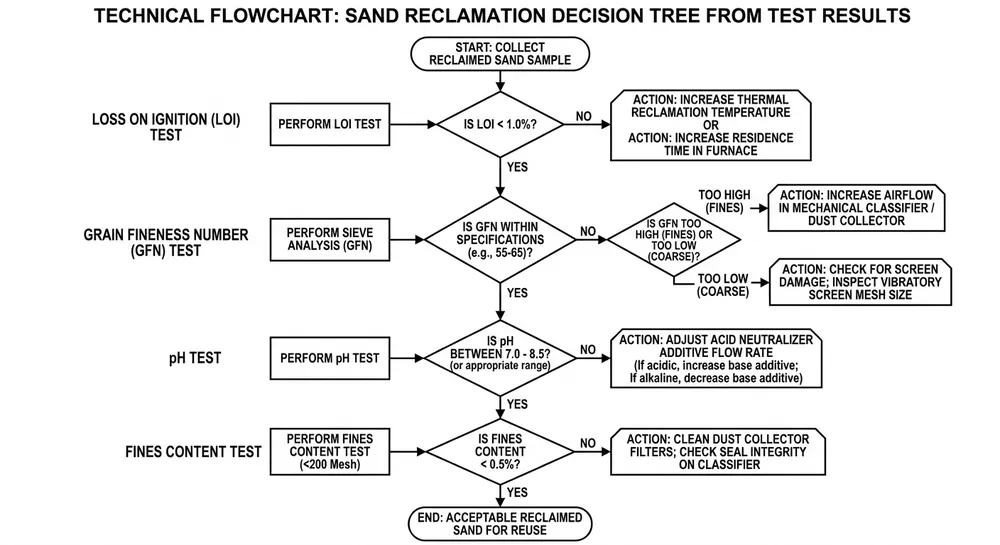
For furan and phenolic resin systems, mechanical reclamation works well. Attrition mills or pneumatic impact systems break down the resin film and separate it from sand grains. Target 95% sand recovery with residual resin content under 0.3%.
For sodium silicate systems, thermal reclamation is more effective because the binder forms a glass-like coating that mechanical systems can't fully remove. Thermal reclamation at 600-700°C burns off organic binders and decomposes silicate films.
We run reclamation tests in our facility before shipping equipment. If you're buying a mechanical reclamation line rated for 95% recovery, we'll show you the test data from your specific unit — actual sand samples before and after reclamation, sieve analysis, and residual binder content measured by loss-on-ignition testing.
Step 4: Control Sand Temperature
Sand temperature affects resin cure rate and working time. If your sand temperature varies by more than 5°C between batches, you're either getting premature hardening (hot sand) or extended strip times (cold sand). Both problems push operators to adjust binder ratio as a workaround, and that destroys your cost control.
Temperature control targets:
- Furan resin systems: 20-30°C sand temperature at mixing
- Phenolic resin systems: 25-35°C sand temperature at mixing
- Sodium silicate + CO₂: 15-25°C sand temperature (CO₂ cure is less temperature-sensitive)
If your facility has seasonal temperature swings, you need either a sand cooler (for hot climates) or a sand heater (for cold climates). The equipment cost is $8,000-$15,000 for a 10-ton/hour cooling system, and it pays back in 6-9 months through binder savings and reduced scrap.
Cold sand is the bigger problem in most facilities. At 10°C sand temperature, furan resin cure time doubles, so operators raise the catalyst percentage to compensate. That increases binder cost and makes the working time unpredictable. A simple fluidized-bed sand heater brings sand to 25°C and eliminates the guesswork.
The Binder Cost Calculation Framework
Track binder cost as a system, not just as resin price per kilogram. The real cost includes resin purchase, catalyst, sand purchase, sand disposal, and scrap castings from mold failures.
Total binder cost per ton of castings:
“ (Resin kg/ton sand × Resin price) + (Catalyst kg/ton sand × Catalyst price) + (Virgin sand cost × (1 - Reclamation rate)) + (Scrap rate × Casting value) “
Example for a gray iron foundry running furan resin:
- Resin: 1.5% ratio = 15 kg/ton sand at $2.80/kg = $42.00
- Catalyst: 20% of resin weight = 3 kg/ton sand at $3.50/kg = $10.50
- Virgin sand: $45/ton × (1 – 0.90 reclamation rate) = $4.50
- Scrap: 3% scrap rate × $800/ton casting value = $24.00
- Total: $81.00 per ton of sand
Now run the same calculation with optimized equipment:
- Resin: 1.2% ratio = 12 kg/ton sand at $2.80/kg = $33.60
- Catalyst: 20% of resin weight = 2.4 kg/ton sand at $3.50/kg = $8.40
- Virgin sand: $45/ton × (1 – 0.95 reclamation rate) = $2.25
- Scrap: 1.5% scrap rate × $800/ton casting value = $12.00
- Total: $56.25 per ton of sand
That's a $24.75 saving per ton of sand, or 30.5% reduction in total binder system cost. For a foundry producing 50 tons of sand per shift, that's $1,237 per shift or $363,000 annually.
The equipment investment to get there: $12,000 for dosing system upgrade, $85,000 for mechanical reclamation line, $10,000 for sand temperature control. Total $107,000, with 3.5-month payback.

Validation: How to Confirm Your Binder Reduction Worked
Cutting binder ratio is only useful if mold strength stays consistent. Run these checks after any equipment changes:
Mold strength verification:
- Pull sand samples from production batches at your new lower binder ratio
- Make standard test specimens (50mm cubes or cylinders per AFS or ISO standards)
- Measure compressive strength at 1-hour, 3-hour, and 24-hour cure times
- Compare to your historical baseline data at the old binder ratio
Target: 24-hour compressive strength within 10% of your baseline. If you were getting 2.8 MPa at 1.6% binder ratio, you should see 2.5-2.8 MPa at 1.3% binder ratio after equipment optimization.
Production validation:
Track casting reject rate for the first 500 molds after binder reduction. If reject rate increases by more than 1 percentage point, you've cut too far — raise binder ratio by 0.1% and retest.
The validation period matters. Don't judge results from the first 50 molds. Equipment changes need time to stabilize, and operators need time to adjust to new working times and strip times.
When the Problem Starts Before Mixing
Sometimes high binder consumption isn't your mixer's fault — it's the sand quality you're starting with.
Sand contamination issues:
- Clay content above 1%: Clay absorbs resin and increases binder demand. If your virgin sand supplier is delivering material with 1.5-2% clay, you're wasting resin before mixing even starts. Specify max 0.5% clay content in your sand purchase contract.
- Moisture content above 0.2%: Water interferes with resin coating and causes lumping. Wet sand needs 15-20% more binder to achieve the same strength as dry sand. If your sand storage is outdoors and uncovered, you're paying for that moisture in binder cost.
- Inconsistent grain size distribution: Sand with too many fines (below 0.15mm) has higher surface area and needs more resin to coat. Sand with too many coarse grains (above 0.6mm) has poor packing and weak mold strength. AFS grain fineness number should stay within ±3 points batch-to-batch.
We've seen foundries chase binder cost problems for months, adjusting mixer settings and trying different resin suppliers, when the real issue was contaminated sand from their reclamation system. A $4,000 sand washing unit fixed it — removed the clay fines, brought moisture content down to 0.1%, and dropped binder consumption by 0.3 percentage points.
Equipment That Enables Sustained Cost Reduction
Binder cost optimization isn't a one-time adjustment. It's a control system that maintains accuracy as equipment wears and conditions change.
PLC-controlled dosing with feedback:
Standard resin sand mixers use open-loop control — you set a binder ratio, and the pump runs at a fixed speed. PLC systems with mass flow meters measure actual resin delivery in real time and adjust pump speed to hit your target ratio every batch. When the pump starts wearing out, the control system compensates automatically instead of waiting for an operator to notice mold failures.
The cost difference: $8,000 for a basic open-loop system, $18,000 for closed-loop PLC control with flow monitoring. The PLC system pays for itself in 8-12 months through tighter binder control and reduced scrap.
Integrated reclamation with quality monitoring:
Mechanical reclamation lines should include continuous monitoring of reclaimed sand quality — residual binder content, grain size distribution, and temperature. If reclaimed sand quality drifts out of spec, the system can automatically adjust the virgin sand makeup percentage to maintain consistent mixing performance.
We build reclamation lines with inline sieve analysis and loss-on-ignition testing. The control system tracks sand quality shift-by-shift and alerts operators when reclaimed sand needs adjustment. That prevents the common problem where reclamation performance degrades slowly over 3-4 weeks and nobody notices until mold strength drops.
Sand temperature control with seasonal compensation:
Fluidized-bed sand coolers and heaters should integrate with your mixer control system. When ambient temperature changes, the sand conditioning system adjusts automatically to maintain your target mixing temperature. No operator intervention, no seasonal binder ratio adjustments, no scrap rate spikes in summer and winter.
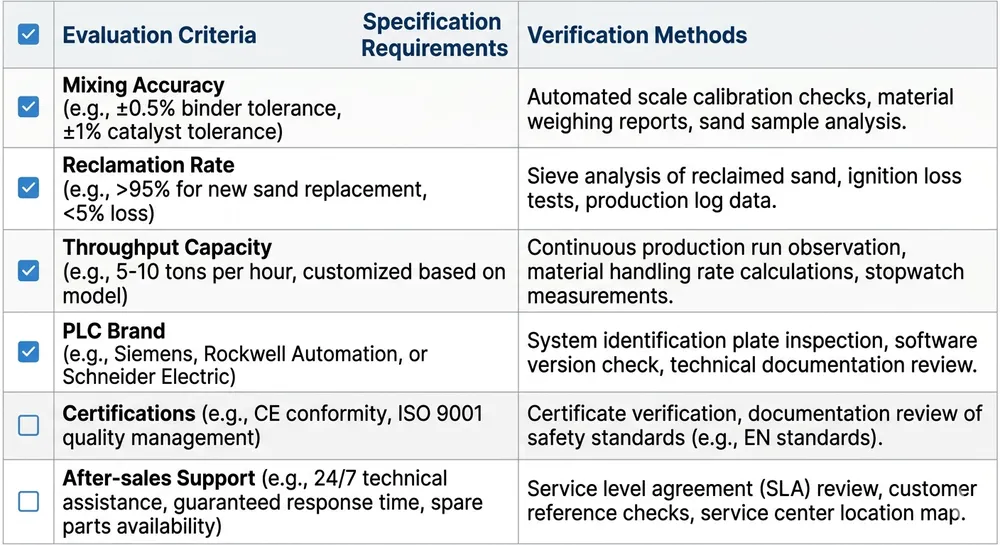
TZFoundry manufactures both resin sand mixers and reclamation systems — we can address binder cost from both dosing precision and sand reuse angles. Our PLC-controlled mixer systems include real-time binder dosing feedback, and our reclamation plants validate 95%+ recovery rates in our in-house testing lab before shipment.
Practical Next Steps
If you're running a resin sand line and binder cost is eating your margin, start with the equipment audit:
- Calibrate your dosing pump this week. It takes 30 minutes and costs nothing. If you find more than 5% deviation, you've identified your first cost leak.
- Pull mixing uniformity samples on your next production shift. Five samples, strength testing, coefficient of variation calculation. If you're above 12% variation, your mixer needs attention before you touch binder ratio.
- Calculate your total binder system cost using the framework above. Include resin, catalyst, sand, and scrap. That's your baseline for measuring improvement.
- Run the payback math on reclamation. If you're buying virgin sand and throwing away used sand, reclamation pays for itself in under a year for most production volumes.
The foundries that cut binder costs successfully are the ones that treat it as an equipment precision problem, not a purchasing problem. Cheaper resin saves you $0.20/kg. Better equipment saves you 3-4 kg per ton of sand.
If you're evaluating resin sand production line upgrades or adding reclamation capacity, send us your current binder ratio, sand throughput, and production schedule. We'll calculate the equipment configuration that hits your cost target and show you the payback timeline with factory pricing. Contact our engineering team for equipment recommendations and commissioning support.

Liu Haoran is the Resin Sand Production Line Technical Manager at TZFoundry. Over 11 years of hands-on work with furan, phenolic, and coated sand systems, he has commissioned 40+ resin sand lines for export buyers and developed binder dosing protocols...