Your reclaimed sand LOI came back at 2.8% when your spec calls for 1.5% max. The mixer operator compensated by bumping resin dosage from 1.2% to 1.5%. Molds stopped cracking, but your monthly binder invoice just jumped 25%. Three months later, you're still running the higher ratio because no one wants to risk another batch of scrap castings.
This is how reclaimed sand quality problems turn into permanent binder cost increases. The real issue isn't that reclaimed sand can't meet spec — it's that most foundries treat the symptom (weak molds) instead of fixing the root cause (out-of-spec reclaimed sand). Every 0.3% increase in binder dosage costs a 50-ton-per-day line roughly $45,000 annually in furan resin alone. Multiply that across phenolic and coated sand systems, and you're looking at six-figure waste.
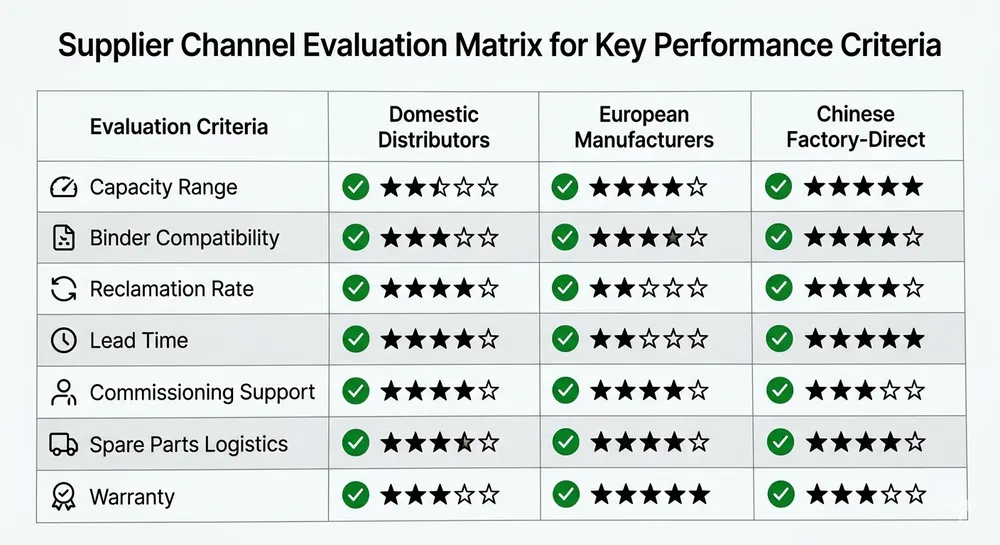
We've commissioned over 40 Resin Sand Reclamation Plant systems for export buyers. The foundries that control binder costs long-term are the ones that treat reclamation quality as an equipment tuning problem, not a mixing problem. This guide walks through the diagnostic sequence we use during commissioning to bring reclaimed sand back to spec without touching the binder dosage knob.
Why Reclaimed Sand Drifts Out of Spec
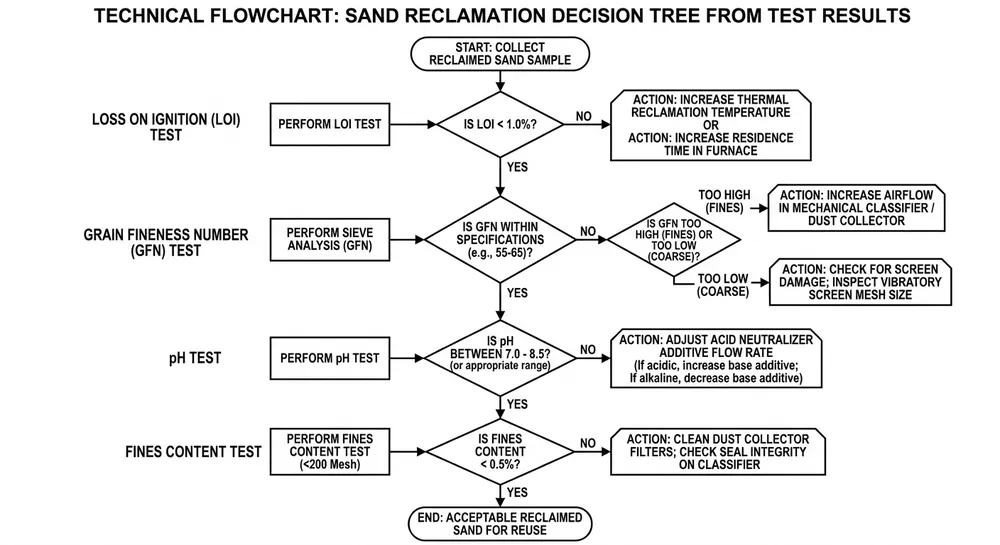
Reclaimed resin sand fails on four parameters: LOI (loss on ignition), grain fineness number (GFN), pH, and grain shape factor. Each one maps to a different failure point in the reclamation process.
LOI measures residual resin and carbon. When LOI runs high, you're coating new resin over old resin film. The sand grains can't bond properly, so you compensate with more binder. Mechanical reclamation alone typically delivers 1.5–2.5% LOI. Thermal reclamation can push that below 0.5%, but only if calcination temperature and residence time are dialed in correctly.
GFN measures grain size distribution. Reclaimed sand that's been over-processed generates fines — sub-100-mesh particles that don't contribute to mold strength but do absorb extra resin. If your GFN drifts from 55 to 62 after reclamation, you've crushed grains during attrition. The fines pack into voids, reduce permeability, and soak up binder without improving green strength.
pH shifts happen in thermal reclamation. Furan resin systems need slightly acidic sand (pH 6.0–6.5). Phenolic systems tolerate neutral to slightly alkaline (pH 7.0–7.5). If you thermally reclaim furan sand and don't check pH afterward, residual alkalinity from binder decomposition can inhibit catalyst activation. The mixer operator sees weak molds and adds more resin when the real problem is pH drift blocking the cure.
Grain shape degrades under excessive attrition. Angular grains provide better interlock than rounded grains. Over-attrition rounds the edges, reduces packing density, and forces you to use more binder to achieve the same compressive strength. We've seen foundries run reclaimed sand through three attrition stages when two would have been sufficient — they were solving an LOI problem by destroying grain shape.
The pattern: every out-of-spec parameter creates a different mechanism that inflates binder demand. Fix the parameter, and the binder dosage can drop back to baseline.
Step-by-Step Diagnostic: Map Your Test Results to Equipment Settings
Run a full sand test on your reclaimed output before you touch the mixer. You need five numbers: LOI, GFN, pH, AFS clay content, and compressive strength (on a standard test specimen at your normal binder ratio). Compare them to your baseline spec for virgin sand.
Here's the diagnostic table we use during commissioning:
| Parameter | Out-of-Spec Condition | Root Cause | Equipment Adjustment |
|---|---|---|---|
| LOI > 2.0% (mechanical) | Incomplete resin removal | Attrition intensity too low, residence time too short | Increase attrition rotor speed by 10%, extend retention time by 15–20 seconds |
| LOI > 0.8% (thermal) | Incomplete combustion | Calcination temperature too low, insufficient air flow | Raise calcination zone to 650–750°C, verify secondary air injection |
| GFN increase > 3 points | Grain fracture from over-processing | Excessive attrition, improper screen mesh selection | Reduce attrition stages from 3 to 2, verify screen mesh matches virgin sand GFN |
| pH > 7.5 (furan system) | Alkaline residue from thermal decomposition | Thermal reclamation without pH correction | Add 0.05–0.1% phosphoric acid or use acidic catalyst to rebalance |
| pH < 6.0 (phenolic system) | Acidic carryover from furan contamination | Cross-contamination or improper cleaning | Flush system, verify dedicated phenolic sand handling, check for mixer carryover |
| Fines > 5% (sub-100 mesh) | Dust extraction insufficient | Dust collector underperforming, screen blinding | Clean or replace dust collector bags, check screen vibration amplitude |
| Compressive strength low despite normal LOI/GFN | Grain shape degradation | Mechanical damage from impact or excessive tumbling | Reduce attrition intensity, verify pneumatic conveying velocity < 15 m/s |
Most reclamation quality problems trace back to one of three settings: attrition intensity (rotor speed and retention time), thermal calcination temperature (for systems with thermal stages), and dust extraction efficiency. The table gives you the starting adjustment. After each change, run another sand test and a trial mix batch before committing to full production.

Equipment Adjustments: Attrition, Screening, and Thermal Stages
Attrition Intensity Control
Mechanical reclamation uses rotating paddles or pneumatic impact to scrub resin film off sand grains. The trade-off: too little attrition leaves high LOI, too much attrition fractures grains and generates fines.
We set attrition rotor speed based on sand type and resin system. For furan resin on silica sand (AFS 50-60), baseline rotor speed is 1200–1400 RPM with 45–60 second retention time. That typically delivers 1.8–2.2% LOI. If you need lower LOI without adding a thermal stage, you can push rotor speed to 1600 RPM, but you must monitor GFN every shift. A 2-point GFN increase means you're fracturing grains faster than you're removing resin.
The better approach: run two attrition stages in series at moderate intensity rather than one stage at high intensity. First stage at 1200 RPM removes bulk resin. Second stage at 1400 RPM polishes the surface. This gives you 1.5–1.8% LOI with minimal grain damage. (We switched to this configuration in 2018 after seeing too many single-stage systems drift into over-attrition during long production runs.)
Screening and Dust Extraction
Fines are binder thieves. A 1% increase in sub-100-mesh content can raise your effective binder demand by 0.1–0.15% because the fines absorb resin without contributing to mold structure.
Your reclamation plant should have at least two screening stages: a scalping screen after attrition to remove large debris, and a finishing screen to remove fines before the reclaimed sand returns to the mixer. For AFS 50-60 sand, use a 100-mesh finishing screen. For AFS 40-50, use 80-mesh.
Dust extraction happens at three points: after attrition, after thermal treatment (if equipped), and at the finishing screen. Bag-type dust collectors work well if you clean or replace bags every 2–3 months. Cyclone separators are lower maintenance but less efficient at capturing sub-50-micron fines. We typically spec bag collectors for the finishing screen and cyclones for the attrition stage.
If your fines content is climbing despite proper screening, check pneumatic conveying velocity. Sand moving faster than 15 m/s through elbows and transfer points will fracture on impact. Reduce blower speed or increase pipe diameter to drop velocity below 12 m/s.
Thermal Calcination for Low-LOI Applications
Mechanical reclamation alone can't consistently deliver LOI below 1.0%. If your mold system requires tighter resin control — high-precision castings, thin-wall sections, or automated molding lines with narrow process windows — you need thermal polishing.
Thermal reclamation heats sand to 650–800°C in a rotary kiln or fluidized bed to combust residual resin. Residence time at temperature is 8–12 minutes for complete carbon removal. The output LOI depends on three variables: peak temperature, oxygen availability, and residence time.
For furan resin, 700°C with 10-minute retention delivers 0.3–0.5% LOI. For phenolic, you need 750°C because phenolic char is more thermally stable. Sodium silicate systems can run at 650°C since the binder decomposes at lower temperature.
The pH problem shows up here. Thermal decomposition of organic binders leaves alkaline ash (sodium, potassium carbonates). If you're running furan resin, you must either acid-wash the sand after thermal treatment or dose the mixer with extra catalyst to compensate. We've seen foundries add 15% more catalyst to overcome pH drift when a simple 0.08% phosphoric acid addition during cooling would have solved it.
Thermal reclamation adds capital cost and energy cost, but it pays back fast if you're currently compensating for high LOI with extra binder. A 50-ton-per-day line spending $180,000/year on furan resin at 1.5% dosage can drop to 1.1% dosage with thermal reclamation (0.4% LOI vs 2.0% LOI). That's $48,000/year in binder savings. Thermal system operating cost (natural gas, maintenance) runs about $15,000/year, so net savings is $33,000 annually. Payback on the thermal module is typically 18–24 months.
For more detail on when thermal makes sense, see our comparison guide on mechanical vs thermal resin sand reclamation.
Blending Strategy: Optimal Reclaimed-to-New Sand Ratios
You don't have to run 100% reclaimed sand. Blending reclaimed with virgin sand is a practical way to stabilize quality while you tune the reclamation plant — and in some cases, it's the permanent operating mode.
The blending ratio depends on reclaimed sand quality tier:
High-quality reclaimed (LOI < 1.0%, GFN within ±2 of virgin, pH on-spec): Run 90–100% reclaimed. Binder dosage matches virgin sand baseline. This is the target state for a well-tuned thermal reclamation system.
Medium-quality reclaimed (LOI 1.5–2.0%, GFN within ±3, pH acceptable): Blend 70–80% reclaimed with 20–30% virgin. Binder dosage increases 0.05–0.10% to compensate for slightly higher LOI. This is typical for mechanical reclamation without thermal polishing.
Low-quality reclaimed (LOI > 2.5%, GFN drift > 3 points, or pH out of range): Blend 50% reclaimed with 50% virgin, or stop using reclaimed sand until you fix the equipment. At this quality level, the binder penalty erases most of the cost benefit of reclamation.
Blending happens at the mixer feed hopper. Most Resin Sand Production Line systems use separate silos for virgin and reclaimed sand with variable-speed screw feeders to control the ratio. Set the ratio based on your daily sand test results, not on a fixed schedule.
One caution: if you're blending to mask a reclamation quality problem, you're just spreading the cost across a larger sand volume. A 70/30 blend with 2.5% LOI reclaimed sand gives you an effective system LOI of 1.75% — still high enough to require extra binder. Fix the reclamation plant first, then optimize the blend ratio.
Worked Cost Example: Annual Binder Savings from LOI Reduction
Let's quantify what a 0.5% LOI reduction is worth on a real production line.
Baseline scenario:
- Daily sand consumption: 50 tons
- Operating days: 300 days/year
- Annual sand volume: 15,000 tons
- Binder system: Furan resin (two-part)
- Current reclaimed sand LOI: 2.0%
- Current binder dosage: 1.4% (resin + catalyst)
- Furan resin cost: $2.40/kg
Target scenario after reclamation plant tuning:
- Reclaimed sand LOI: 1.5%
- Target binder dosage: 1.2%
- Binder reduction: 0.2 percentage points
Annual binder cost calculation:
Current annual binder consumption: 15,000 tons × 1.4% = 210 tons = 210,000 kg Annual binder cost: 210,000 kg × $2.40/kg = $504,000
Target annual binder consumption: 15,000 tons × 1.2% = 180 tons = 180,000 kg Annual binder cost: 180,000 kg × $2.40/kg = $432,000
Annual savings: $72,000
That's the direct material savings. Indirect benefits include reduced mold gas defects (lower LOI means less volatiles during metal pour), improved dimensional accuracy (less binder shrinkage), and longer core box life (less resin buildup on tooling).
If your reclamation plant needs a thermal polishing module to hit 1.5% LOI, the module costs roughly $85,000–$120,000 depending on capacity and configuration. Operating cost (natural gas, maintenance, labor) adds $18,000–$22,000 annually. Net annual savings after operating cost: $50,000–$54,000. Payback period: 20–24 months.
For a detailed ROI breakdown including equipment financing and energy cost variables, see our sand reclamation ROI analysis.
Validation Checks: How to Confirm the Fix Worked
After you adjust the reclamation plant, don't assume the problem is solved. Run these three validation checks before you commit to full production:
1. Sand quality test on reclaimed output Pull a 5 kg sample from the reclaimed sand discharge. Send it to your lab (or use on-site testing equipment) for LOI, GFN, pH, AFS clay content, and grain shape analysis. Compare results to your baseline spec. If LOI dropped but GFN increased, you over-corrected on attrition intensity.
2. Trial mix batch at baseline binder dosage Mix a 50 kg batch using your original binder dosage (before you started compensating for poor reclaimed sand). Prepare standard test specimens: 50mm cubes for compressive strength, dog-bone specimens for tensile strength. Test at 1-hour, 4-hour, and 24-hour cure intervals. If 24-hour compressive strength matches your historical baseline (typically 2.5–3.5 MPa for furan systems), the reclaimed sand is back on spec.
3. Production trial with scrap rate monitoring Run a 4-hour production shift using the corrected reclaimed sand and baseline binder dosage. Track mold defects: cracks, erosion, gas holes, dimensional drift. If scrap rate stays within your normal range (typically 2–4% for automated lines), you've successfully eliminated the binder compensation.
We run all three checks during commissioning. The sand test confirms the equipment adjustment worked. The trial mix confirms the binder dosage can drop. The production trial confirms the fix holds under real casting conditions. Skip any of these steps and you risk reverting to high binder dosage the first time a mold cracks.
One more check that's often overlooked: mixer binder dosing calibration. If your reclaimed sand is now on-spec but you're still seeing weak molds, the problem might be in the mixer, not the sand. Dosing pumps drift over time. Catalyst-to-resin ratio can shift if one pump wears faster than the other. For guidance on verifying mixer accuracy, see our article on mixer binder dosing calibration.
Common Mistakes That Keep Binder Costs High
Mistake 1: Treating LOI as the only quality parameter Foundries obsess over LOI and ignore GFN, pH, and grain shape. You can hit 1.5% LOI by over-processing the sand, but if you've crushed grains and generated 8% fines, you'll still need extra binder to compensate for poor packing density.
Mistake 2: Skipping pH checks after thermal reclamation Thermal systems for furan resin must include pH monitoring. We've commissioned plants where the foundry ran thermal reclamation for six months without checking pH, then couldn't understand why molds were weak despite 0.4% LOI. The sand was alkaline (pH 8.2), which inhibited acid-catalyzed furan polymerization. A $200 pH meter would have caught it.
Mistake 3: Ignoring fines accumulation Fines build up gradually. Your reclamation plant might deliver good sand for the first three months, then quality drifts as dust collector efficiency drops. Set a monthly maintenance schedule: clean or replace dust collector bags, check screen mesh for blinding, verify pneumatic conveying velocity.
Mistake 4: Using the same reclamation settings for different resin systems Furan, phenolic, and sodium silicate resins have different thermal decomposition profiles and different mechanical adhesion to sand grains. If you switch resin systems, re-validate your reclamation plant settings. Phenolic resin needs higher attrition intensity or higher calcination temperature than furan because the cured polymer is harder and more thermally stable.
Mistake 5: Blending to hide equipment problems instead of fixing them Blending reclaimed with virgin sand is a valid strategy when reclaimed quality is good but not perfect. It's not a substitute for fixing a broken reclamation plant. If your reclaimed sand consistently tests at 3.0% LOI and you're blending 50/50 to bring system LOI down to 1.5%, you're wasting money on virgin sand to compensate for poor reclamation. Fix the plant, then optimize the blend.
When to Upgrade Your Reclamation Plant Configuration
Sometimes the problem isn't tuning — it's capacity or configuration mismatch. Here are the signs your reclamation plant needs additional stages or a different process approach:
Sign 1: LOI won't drop below 2.0% even after maximizing attrition intensity Your mechanical reclamation system is at its limit. Adding more attrition will fracture grains without removing more resin. You need thermal polishing. Budget $85,000–$150,000 for a thermal module depending on throughput (20–60 tons/hour).
Sign 2: GFN increases by 4+ points after reclamation You're over-processing. The plant configuration is too aggressive for your sand type. Options: reduce attrition stages from 3 to 2, switch from high-intensity pneumatic reclamation to lower-intensity mechanical attrition, or reduce rotor speed and accept slightly higher LOI.
Sign 3: Reclaimed sand quality varies by more than 0.3% LOI shift-to-shift Your plant doesn't have enough process control. Single-stage systems with manual adjustments can't hold tight tolerances. Upgrade to a multi-stage system with PLC control, automated temperature monitoring (for thermal systems), and real-time dust extraction feedback.
Sign 4: You're running below 60% reclamation plant capacity Undersized plants force you to run at maximum intensity to keep up with mixer demand, which leads to over-processing and grain damage. If your mixer consumes 50 tons/hour of sand and your reclamation plant is rated for 40 tons/hour, you'll never achieve stable quality. Either upgrade plant capacity or accept a lower reclaimed-to-virgin blend ratio.
Sign 5: Your casting mix includes multiple resin systems and you're cross-contaminating Furan and phenolic resin residues don't play well together. If you're reclaiming both through the same plant without dedicated surge bins and cleaning cycles, pH and cure behavior will be unpredictable. Solution: install separate reclamation lines for each resin system, or dedicate specific days to each system with a full cleanout between changeovers.
For help sizing a reclamation plant to match your production volume and quality targets, see our reclamation plant sizing guide.

Fix the Sand, Not the Mix
Reclaimed resin sand quality problems don't fix themselves, and they don't get cheaper over time. Every month you run elevated binder dosage to compensate for high LOI or poor grain distribution is a month of permanent cost increase. The foundries that control binder spend long-term are the ones that treat reclamation as a precision process with measurable inputs and outputs, not as a black-box system that "just works."
The diagnostic sequence is straightforward: test the reclaimed sand, map the out-of-spec parameters to equipment settings, adjust attrition intensity or thermal temperature, validate with trial mixes, and monitor production scrap rates. Most quality problems trace back to one of three settings: attrition rotor speed, dust extraction efficiency, or calcination temperature. Fix those, and binder dosage drops back to baseline without risking mold strength.
We validate reclaimed sand quality in our testing lab before every Resin Sand Reclamation Plant ships. The commissioning process includes a full diagnostic cycle: baseline sand testing, equipment tuning, trial production, and operator training on the adjustment sequence. If you're currently compensating for poor reclaimed sand with extra binder, send us your sand test report (LOI, GFN, pH, daily tonnage) and current binder dosage. We'll recommend the reclamation plant configuration that brings your sand back to spec and calculate projected annual binder savings.
Request a quote with your current sand specifications and production volume — we'll send back a reclamation plant recommendation with equipment settings, expected LOI/GFN targets, and a binder cost reduction estimate based on your resin system and dosage.

Liu Haoran is the Resin Sand Production Line Technical Manager at TZFoundry. Over 11 years of hands-on work with furan, phenolic, and coated sand systems, he has commissioned 40+ resin sand lines for export buyers and developed binder dosing protocols...