Mold cracking costs you twice. First in the scrap — a cracked mold means rejected castings, wasted metal, and rework labor. Second in the line downtime while your crew troubleshoots what went wrong. We've seen foundries lose 8-12% of their daily output to crack-related rejects before they fixed their curing parameters.
The frustrating part: most mold cracking isn't a sand quality problem or a pattern design flaw. It's a curing parameter mismatch. Your resin-to-catalyst ratio, cure time, or ambient temperature shifted, and now the mold either hasn't developed enough strength before stripping or has cured so fast it's brittle. Both scenarios crack under handling or pouring stress.
This guide walks through the diagnostic process we use when commissioning resin sand production lines and the parameter adjustments that actually reduce crack rates in production.
Why Resin Sand Molds Crack
Resin sand molds crack when internal stress exceeds the mold's tensile strength at a specific moment in the production cycle. That moment is usually one of three points: immediately after stripping from the pattern, during mold handling and assembly, or during metal pouring when thermal shock hits the mold face.
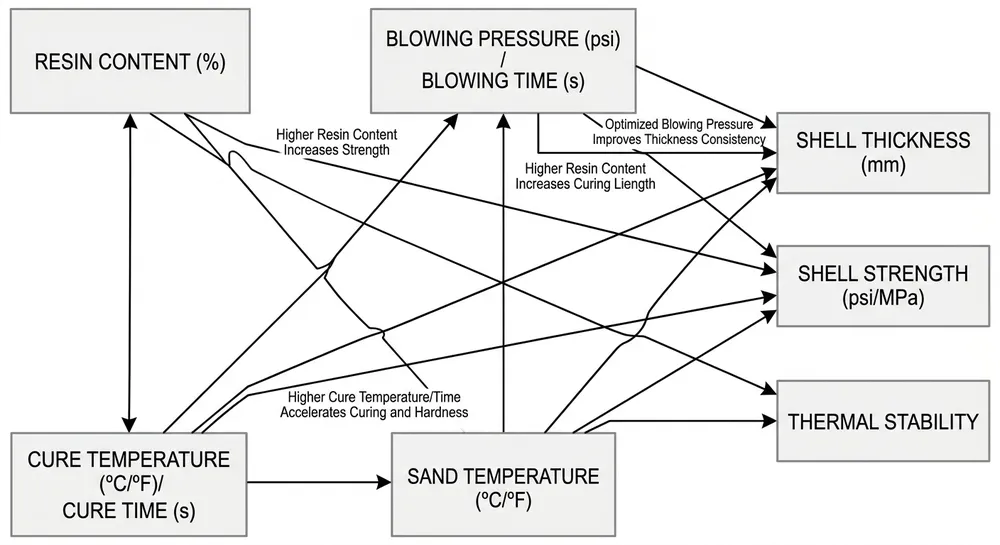
The root cause is almost always a curing problem. Furan and phenolic resin systems develop strength through a polymerization reaction between the resin and the catalyst (acid hardener). If that reaction happens too slowly, you strip the mold before it has enough green strength to support its own weight. If it happens too fast, the resin network becomes rigid and brittle before residual stresses can relax — then any mechanical shock or thermal gradient cracks it.
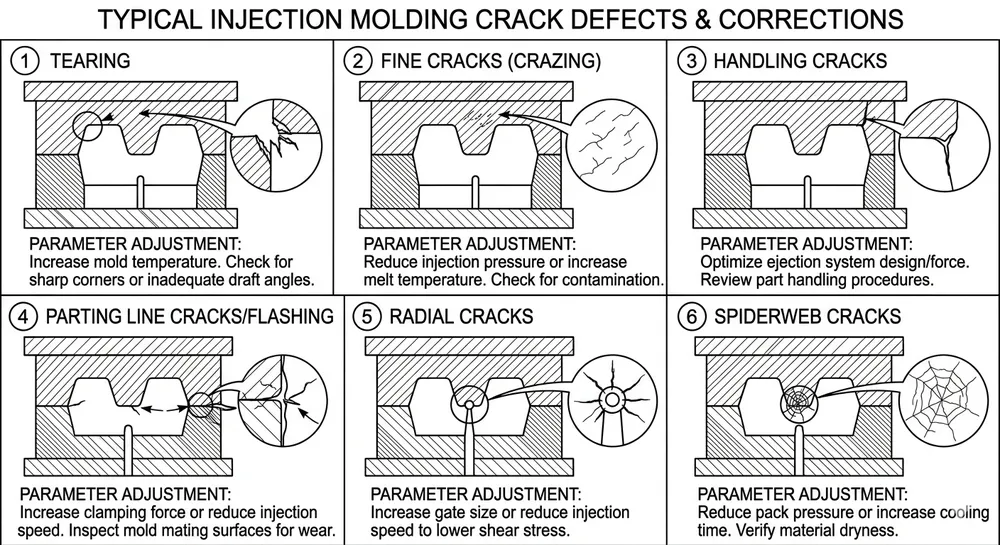
We track three failure modes:
Soft strip cracking: The mold deforms or tears when you pull it off the pattern. This means cure time was too short or catalyst percentage was too low. The resin hasn't cross-linked enough to hold the mold geometry.
Handling cracking: The mold survives stripping but cracks during transport to the pouring line or when you clamp the cope and drag together. This usually points to incomplete cure — the mold has some strength but hasn't reached full mechanical properties. It can also happen if your sand reclamation system left residual fines that weaken the bond.
Thermal cracking: The mold cracks seconds after metal contact, often radiating from gates or heavy sections. This is either a brittleness problem (over-cured resin with no flexibility) or a localized weak zone where binder distribution was uneven during mixing.
The diagnostic step that most foundries skip: matching the crack location and pattern to the parameter that's out of spec. A crack that starts at a thin rib and propagates outward tells you something different than a crack that runs along the parting line.
Diagnostic Table: Crack Pattern to Parameter Mismatch
Use this table to narrow down which curing parameter to adjust first. We built this from failure analysis on 40+ resin sand lines we've commissioned — it's faster than trial-and-error parameter sweeps.
| Crack Pattern | Most Likely Cause | Parameter to Check First |
|---|---|---|
| Mold tears or sags during stripping | Insufficient cure, low green strength | Increase catalyst % by 0.5-1.0%, or extend strip time by 30-60 seconds |
| Fine cracks at thin sections immediately after stripping | Resin-rich zones curing too fast, creating stress concentration | Reduce catalyst % by 0.3-0.5%, check mixer blade wear for uneven distribution |
| Cracks appear 2-5 minutes after stripping during handling | Incomplete polymerization, mold still gaining strength | Extend strip time by 60-90 seconds, or raise ambient temperature 3-5°C |
| Horizontal cracks along parting line | Uneven catalyst distribution between cope and drag, or temperature gradient | Verify catalyst pump calibration, check for drafts cooling one half-mold faster |
| Radial cracks from gates/risers during pouring | Over-cured brittle resin, no thermal shock resistance | Reduce catalyst % by 0.5-1.0%, or reduce cure time if using heated patterns |
| Random spiderweb cracking across mold face | Excessive catalyst creating rapid exothermic cure with shrinkage stress | Drop catalyst % by 1.0-1.5%, increase mixing time to slow reaction start |
This table assumes your base sand is within spec (AFS 50-70, <0.3% fines, <0.2% moisture) and your resin addition rate is correct for the binder system. If you're seeing multiple crack patterns simultaneously, your mixing accuracy is probably the real problem — check binder dosing pump calibration before adjusting cure parameters.

Step-by-Step Curing Parameter Adjustment
Start with your current production baseline. Don't adjust multiple parameters at once — you won't know which change fixed the problem. Make one adjustment, run 10-15 molds, and measure the result before moving to the next variable.
Step 1: Verify Your Baseline Curing Parameters
Pull the current settings from your molding line HMI or mixer control panel. You need four numbers:
- Resin addition rate (% by weight of sand): typically 1.0-1.8% for furan, 1.2-2.0% for phenolic
- Catalyst addition rate (% by weight of resin): typically 20-40% for furan, 15-25% for phenolic
- Strip time (seconds from sand discharge to pattern separation): typically 45-120 seconds depending on mold size
- Ambient temperature (°C in the molding area): this matters more than most operators realize
If you don't have these numbers written down, you're troubleshooting blind. On TZFoundry PLC-controlled lines, these parameters log automatically — pull the last 24 hours of data and check for drift.
Step 2: Adjust Catalyst Percentage First
Catalyst percentage is the fastest-acting variable. A 1% change in catalyst (relative to resin weight) shifts your working time by 15-30 seconds and changes final mold strength by 8-12%.
For soft strip cracking (mold too weak):
- Increase catalyst by 0.5-1.0% of resin weight
- Example: if you're running 1.5% resin at 25% catalyst, move to 26-27% catalyst
- This shortens working time slightly but gives you 10-15% more green strength at strip
For brittle thermal cracking (mold too rigid):
- Decrease catalyst by 0.5-1.0% of resin weight
- Example: if you're running 1.5% resin at 35% catalyst, drop to 33-34% catalyst
- This extends working time by 20-30 seconds but reduces brittleness
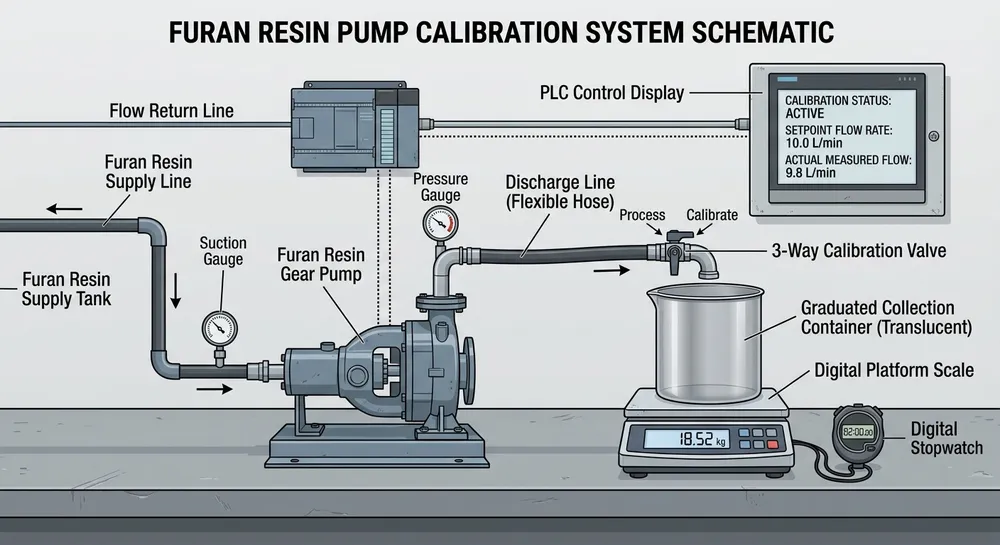
Make the adjustment in your binder dosing system. If you're using a peristaltic pump, recalibrate flow rate. If you're using a gear pump, adjust the stroke setting. Run a catch-and-weigh test on the next three batches to confirm the actual catalyst delivery matches your target — pump wear can throw off calibration by 5-8% before you notice.
Step 3: Adjust Strip Time Second
Strip time is your safety margin. If catalyst adjustment got you close but you're still seeing occasional cracks, extend strip time to let the cure finish.
Recommended strip time ranges by mold weight:
- Small molds (<50 kg): 45-75 seconds
- Medium molds (50-150 kg): 75-120 seconds
- Large molds (>150 kg): 120-180 seconds
Add 30-60 seconds to your current strip time if you're seeing handling cracks 2-5 minutes after stripping. The mold is gaining strength during that window — you're just stripping too early.
Subtract 15-30 seconds if molds are fully cured at strip but you're trying to increase line throughput. Test carefully — you'll hit a floor where green strength drops off fast.
(Note: if you're running a high-production line at 80+ molds/hour, strip time becomes your throughput bottleneck. That's when you optimize catalyst percentage to get maximum green strength at minimum strip time — but only after you've eliminated cracking first.)
Step 4: Compensate for Ambient Temperature Shifts
Resin cure rate doubles roughly every 10°C increase in temperature. If your molding area swings from 15°C in winter to 30°C in summer, your working time and strip time need seasonal adjustment.
Temperature compensation rules:
- Cold weather (<18°C): increase catalyst by 2-3% or extend strip time by 30-45 seconds
- Hot weather (>28°C): decrease catalyst by 2-3% or reduce strip time by 20-30 seconds
- High humidity (>70% RH): can slow furan cure slightly, add 10-15 seconds to strip time
We've shipped lines to the Middle East where summer shop temperatures hit 38°C. Buyers running the same catalyst percentage year-round see their working time drop from 4 minutes to under 2 minutes, and molds strip brittle. The fix: drop catalyst by 4-5% in summer, or install evaporative cooling to stabilize the molding area at 25°C.
If your facility has no climate control, track ambient temperature daily and adjust catalyst percentage weekly. On TZFoundry lines with remote diagnostics, we can see temperature-related cure drift in the HMI logs and recommend adjustments before the buyer notices cracking.

Validation: How to Confirm the Adjustment Worked
Don't assume the problem is fixed because the next five molds look good. Run a full shift (50-100 molds) and track three metrics:
Crack rate: Count cracked molds as a percentage of total production. Target <2% for handling cracks, <0.5% for strip cracks. If you're above 5%, the parameter adjustment wasn't enough.
Strip force: If your molding line has a pattern ejection force sensor, watch for changes. Molds that strip with 20-30% less force than baseline are under-cured. Molds that require 20-30% more force are over-cured or sticking due to excessive catalyst.
Mold surface hardness: Use a Barcol hardness tester on the mold face 5 minutes after stripping. Furan molds should read 25-35 Barcol, phenolic molds 30-40 Barcol at this stage. Below that range means incomplete cure. Above it means you're over-catalyzed and risking brittleness.
If crack rate drops but you start seeing other defects (veining, metal penetration, gas porosity), you've shifted the cure balance too far. Back off the adjustment by half and re-test.
Upstream Prevention: What to Control Before Adjusting Cure
Curing parameter adjustment fixes the symptom. These upstream factors prevent the problem from starting.
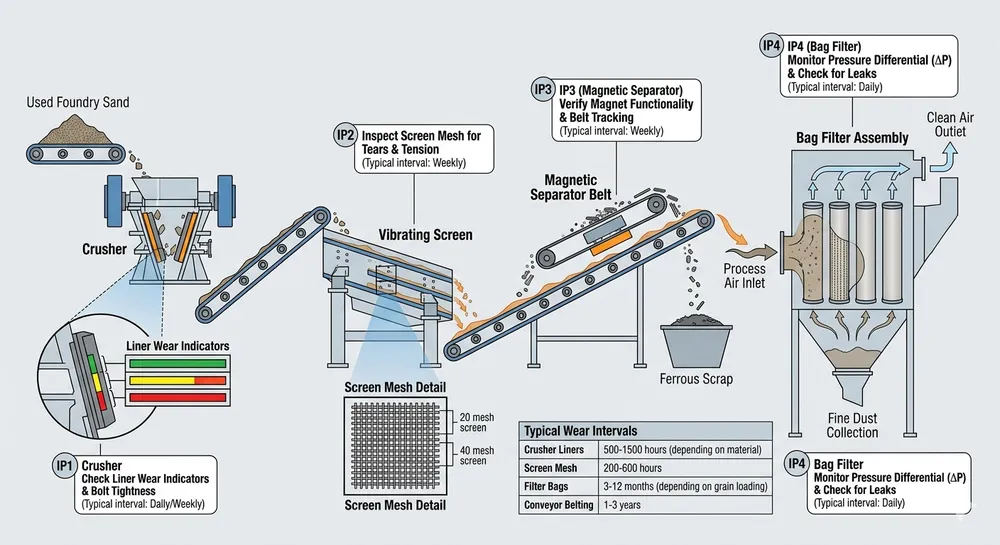
Sand reclamation quality: If your reclaimed sand carries more than 0.5% residual resin or more than 0.3% fines, you'll see inconsistent mold strength even with perfect curing parameters. We run mechanical reclamation systems at 95%+ recovery rate, but that last 5% of contaminated sand needs to go to waste or secondary reclaim. Mixing 10-15% contaminated sand back into your base blend weakens binder adhesion and creates random crack zones.
Binder mixing accuracy: Mold cracking often starts in the mixer, not the curing cycle. If your resin dosing pump drifts by 0.2-0.3% (common after 6-12 months of operation), you're creating resin-rich and resin-lean zones in the mold. The resin-rich zones cure faster and shrink more, creating internal stress that cracks the lean zones. Recalibrate binder pumps every 3 months, or install a continuous gravimetric dosing system if you're running high-value castings where scrap cost justifies the investment.
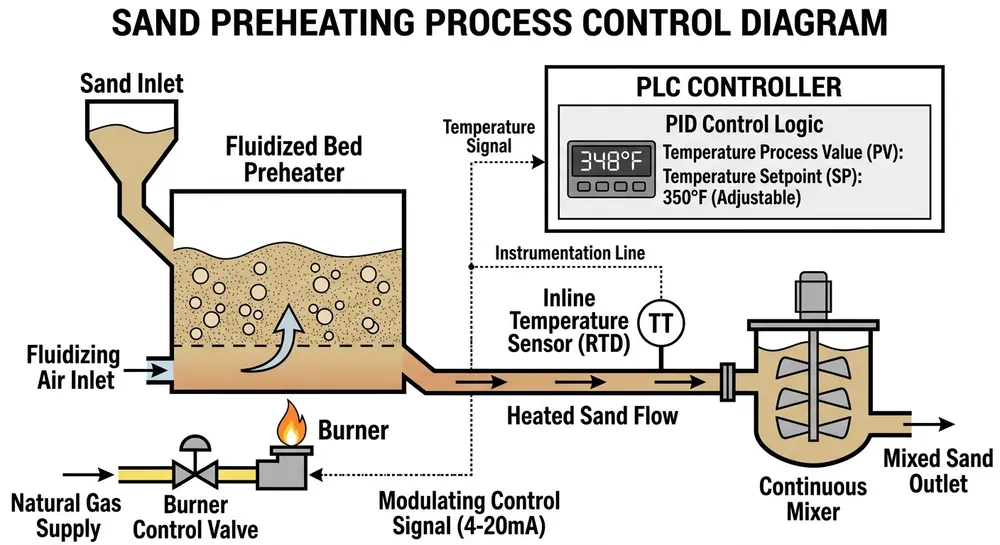
Pattern temperature: Heated patterns accelerate cure at the mold face, which sounds good until you realize the mold core is still soft. That strength gradient cracks the mold during stripping. If you're using heated patterns (common for large molds to reduce strip time), keep pattern surface temperature below 40°C for furan, 45°C for phenolic. Above that, you're creating a brittle skin on a soft core.
Catalyst age and storage: Acid catalysts absorb moisture and lose activity over time. If your catalyst has been open for more than 3 months or stored above 25°C, it's probably 10-15% weaker than fresh catalyst. You'll compensate by adding more catalyst, which works until you get a fresh drum and suddenly over-cure everything. Date your catalyst drums, store them sealed in a cool area, and recalibrate dosing when you switch to a new batch.
Real Production Data: Before and After Parameter Optimization
We commissioned a furan resin sand line for a buyer in Poland running ductile iron castings. They were seeing 9% handling crack rate in winter (ambient 12-15°C) and 6% thermal crack rate in summer (ambient 28-32°C). Same catalyst percentage year-round: 32% of resin weight.
Winter adjustment: Increased catalyst to 35%, extended strip time from 90 to 120 seconds. Handling crack rate dropped to 1.8%. Throughput decreased slightly (68 molds/hour to 62 molds/hour) but scrap cost savings paid for the lost capacity.
Summer adjustment: Decreased catalyst to 28%, reduced strip time from 90 to 75 seconds. Thermal crack rate dropped to 0.4%. Throughput increased to 74 molds/hour.
The buyer now adjusts catalyst percentage monthly based on a temperature lookup table we provided. Their annual average crack rate is under 2%, and they've eliminated the seasonal scrap spikes that used to eat 4-6% of their margin.
(This is the kind of optimization you can't do without either manual seasonal discipline or automated parameter adjustment. The TZFoundry PLC system can link catalyst dosing to a temperature sensor and auto-adjust within a programmed range — useful for foundries running 24/7 with temperature swings between shifts.)
When Parameter Adjustment Isn't Enough
If you've optimized catalyst percentage, strip time, and temperature compensation but you're still seeing >3% crack rate, the problem is upstream of the curing cycle:
- Pattern design: Sharp internal corners, thin ribs under 8mm, or unsupported overhangs concentrate stress. Add radii, increase rib thickness, or redesign the gating to reduce thermal shock at weak sections.
- Sand grain distribution: AFS grain fineness number outside 50-70 range creates either weak bonds (too coarse) or excessive binder demand (too fine). Test your base sand and reclaimed sand separately — if reclaimed sand has shifted two AFS numbers finer due to attrition, you need to adjust your reclaim blend ratio.
- Binder system mismatch: Furan works well for most ferrous castings, but high-temperature alloys (steel, high-chrome iron) can thermally degrade furan resin and cause face cracking. Switch to phenolic or inorganic binder for castings poured above 1450°C.
For help diagnosing complex cracking problems or selecting the right resin sand production line configuration for your alloy mix and production volume, send us your current process parameters and a few photos of the crack patterns — our engineering team will recommend specific adjustments or equipment upgrades.
FAQ
What is the best catalyst percentage for furan resin sand in standard foundry conditions?
For furan resin systems at 20-25°C ambient temperature, start with 25-30% catalyst (by weight of resin). This gives you 3-4 minutes working time and 60-90 second strip time for medium-sized molds. If you're running small molds (<50 kg) or need faster throughput, you can push to 32-35% catalyst and reduce strip time to 45-60 seconds. For large molds (>150 kg) or complex geometries, drop to 22-25% catalyst to extend working time and reduce internal stress during cure.
How do I prevent resin sand molds from cracking in hot weather?
Reduce catalyst percentage by 2-3% for every 5°C increase in ambient temperature above 25°C. For example, if you run 30% catalyst at 25°C, drop to 27% at 30°C and 24% at 35°C. You can also reduce strip time by 15-20% in hot weather since cure rate accelerates. If your facility regularly exceeds 32°C, consider evaporative cooling or schedule high-volume production during cooler morning shifts — resin cure becomes unpredictable above 35°C even with catalyst adjustment.
Furan vs phenolic resin for mold crack prevention: which is better?
Furan resin has faster cure and higher green strength, making it less prone to soft strip cracking. Phenolic resin has better high-temperature stability and flexibility, making it more resistant to thermal cracking during pouring. For gray iron and ductile iron castings, furan is the standard choice — lower cost and easier to control. For steel castings or high-chrome iron above 1450°C pour temperature, phenolic prevents thermal degradation cracking that furan can't handle. If you're seeing thermal cracks with furan on standard iron castings, the problem is usually over-catalyzation or pattern design, not the binder system itself.
What causes mold cracking along the parting line specifically?
Parting line cracks usually mean uneven catalyst distribution between the cope and drag, or a temperature difference between the two mold halves. Check your catalyst dosing system for air bubbles or pump cavitation that creates batch-to-batch variation. Also check for drafts or cooling fans that hit one mold half more than the other — a 3-5°C temperature difference is enough to create a cure rate mismatch and stress concentration at the parting line. If the problem only appears on certain patterns, the parting line geometry may have a sharp edge or thin section that concentrates stress.
How often should I recalibrate binder dosing pumps to prevent cracking?
Recalibrate resin and catalyst dosing pumps every 3 months under normal production conditions. If you're running abrasive reclaimed sand or high-throughput lines (>100 batches/day), check calibration monthly. Pump wear, seal degradation, and line pressure changes can shift actual delivery by 5-10% before you notice it in mold quality. A simple catch-and-weigh test takes 10 minutes — discharge three batches into a container, weigh the binder, and compare to your target dosing rate. If you're off by more than 3%, recalibrate immediately.
Can I use the same curing parameters for reclaimed sand and fresh sand?
No. Reclaimed sand typically requires 5-10% more resin and 2-3% more catalyst than fresh sand to achieve the same mold strength, because residual resin films and fines reduce binder adhesion. If you're blending reclaimed and fresh sand, test the blend ratio's effect on cure behavior before running production. Most foundries run 70-80% reclaimed sand with 20-30% fresh sand makeup — this blend usually needs 0.1-0.2% higher resin addition and 1-2% higher catalyst percentage compared to 100% fresh sand. If your reclamation system delivers >95% clean sand with <0.3% residual resin, you can run closer to fresh sand parameters.

Liu Haoran is the Resin Sand Production Line Technical Manager at TZFoundry. Over 11 years of hands-on work with furan, phenolic, and coated sand systems, he has commissioned 40+ resin sand lines for export buyers and developed binder dosing protocols...