Most buyers focus on throughput when evaluating a resin coated sand production line. That's the wrong starting point. If your coating temperature drifts 15°C during a shift, or your resin dosing system overshoots by 0.3%, you'll hit your tonnage target but waste 8-12% of your binder cost — and binder is 60-70% of your variable cost per ton of coated sand.
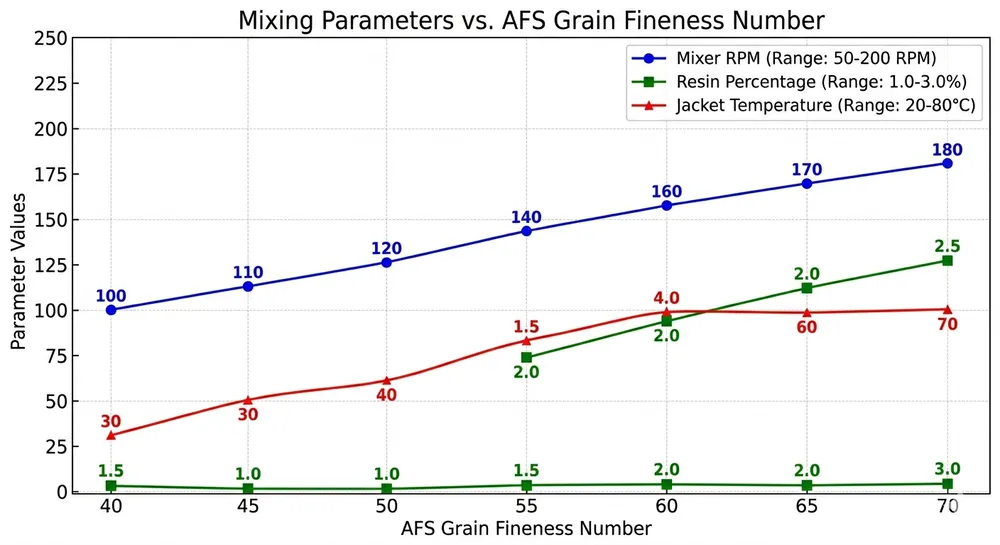
The three parameters that actually control your production economics are coating temperature (typically 140-180°C), resin addition ratio (2-5% by weight), and sand grade selection (AFS 40-70). These aren't independent variables. Your sand grade affects heat retention, which changes the effective coating window. Your resin type sets the minimum coating temperature, which determines mixer design. Get the interaction wrong and you'll either under-cure the coating (sticky sand, mold cracking) or over-cure it (brittle coating, poor flowability).
This guide explains what each specification means in equipment terms, how to verify them during commissioning, and what to request in your RFQ to avoid the common trap of buying a line spec'd for one resin system when you plan to run another.
Coating Temperature Range and Mixer Heating Design
Coating temperature is the sand temperature at the moment resin contacts the grain surface. For phenolic resin systems, the working range is 140-160°C. For furan systems, 150-170°C. For modified phenolic (high-strength shell molding), 160-180°C. These aren't oven temperatures — they're the actual sand grain temperature measured by infrared sensor at the mixer inlet.
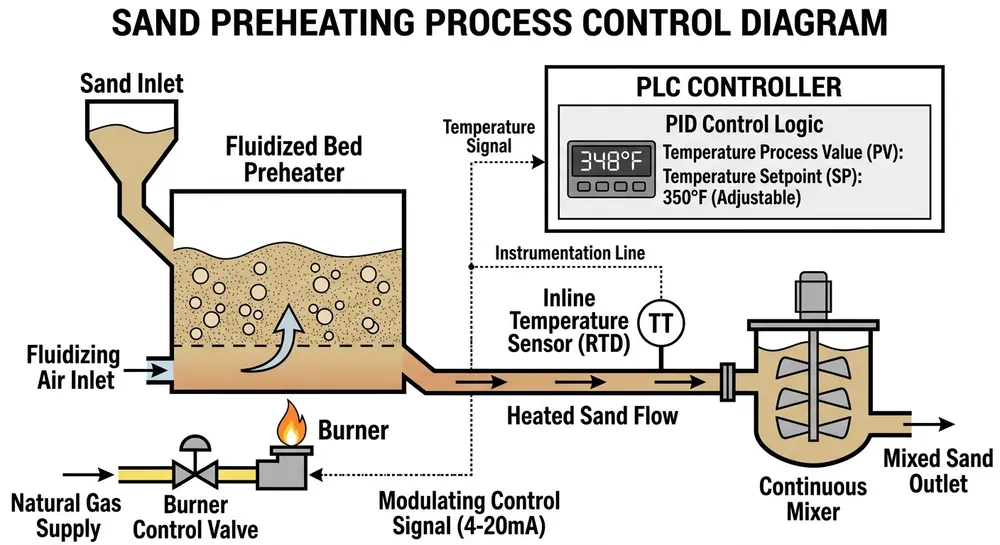
The equipment implication: your sand preheating system must deliver stable temperature across the entire batch, not just average temperature. We've commissioned lines where the sand temperature varied 22°C between the top and bottom of the fluidized bed heater. The result was uneven coating — some grains got sticky resin that hadn't fully polymerized, others got brittle resin that cracked during mixing. The buyer's shell mold rejection rate hit 18% before we rebuilt the heater with better air distribution.
Temperature control affects three cost centers:
- Binder consumption: Every 10°C below optimal coating temperature adds 0.3-0.5% to your resin addition ratio to achieve the same shell strength. Over a year, that's real money.
- Curing agent usage: Under-temperature coating requires more catalyst to compensate, which shortens your sand's working time and increases your chemical cost per ton.
- Energy cost: Over-temperature operation wastes fuel but doesn't improve coating quality past the resin's optimal polymerization point.
The PLC system on a properly designed line monitors sand temperature in real time and adjusts burner output or fluidizing air flow to hold ±5°C. Siemens and Mitsubishi controllers can do this reliably — we use both depending on the buyer's preference and their existing factory automation standard. The key verification step during commissioning is a 4-hour continuous run with temperature logging every 30 seconds. If you see more than ±8°C variation, the heater design or control loop needs adjustment before you accept the equipment.

Resin Addition Ratio and Dosing System Accuracy
Resin addition ratio is expressed as weight percentage of liquid resin to dry sand. Standard ranges:
| Application | Resin Ratio | Typical Shell Strength |
|---|---|---|
| General iron casting (thin-wall) | 2.0-2.5% | 1.8-2.2 MPa |
| Steel casting (medium section) | 2.5-3.5% | 2.2-2.8 MPa |
| High-strength shell molding | 3.5-5.0% | 2.8-3.5 MPa |
These ratios assume optimal coating temperature and proper curing. The problem most buyers run into is dosing accuracy. A gear pump or peristaltic pump system rated for ±2% accuracy sounds acceptable until you realize that on a 10 ton/hour line running 2.5% resin ratio, a +2% dosing error means you're adding 4 kg of extra resin per hour. At $3.20/kg for phenolic resin, that's $102 per day in waste — $37,000 per year on a single-shift operation.
We developed our binder dosing calibration protocol after seeing this pattern repeat across export orders. The standard approach is a gravimetric check every 500 operating hours: run a known weight of sand through the system, collect the coated output, wash off the resin with solvent, dry and reweigh the sand. The difference is your actual resin addition. If it's more than 0.15% off target, recalibrate the pump flow rate or replace the metering valve.
The equipment specification that matters here is dosing system type. Volumetric dosing (gear pump with flow meter) is cheaper but drifts with resin viscosity changes as ambient temperature varies. Gravimetric dosing (loss-in-weight system with load cells) costs 15-20% more but holds ±0.5% accuracy regardless of resin temperature. For lines running multiple resin types or operating in regions with high seasonal temperature variation, gravimetric is the better long-term investment.
(Note: if you're sourcing a line for furan resin, specify acid-resistant wetted parts — standard carbon steel pumps corrode within 18 months and dosing accuracy falls apart.)
Sand Grade Selection and Coating Uniformity
Sand grade is defined by AFS grain fineness number — the weighted average of grain size distribution. Common grades for resin coated sand production:
- AFS 40-50: Coarse sand, used for large steel castings (>500 kg). Easier to coat uniformly, lower resin consumption per ton, but rougher surface finish on the casting.
- AFS 50-60: Medium sand, the workhorse grade for general iron and steel casting. Balances coating efficiency with acceptable surface finish.
- AFS 60-70: Fine sand, used for thin-wall castings and precision work. Requires higher resin ratio (typically +0.3-0.5%) and tighter temperature control because fine grains have higher surface area per unit weight.
The equipment implication most buyers miss: your mixer design must match your target sand grade. A paddle mixer works well for AFS 40-55 but creates excessive grain breakage on AFS 65-70, which generates fines that interfere with coating uniformity. For fine sand grades, a drum mixer with rubber lining gives better results — slower throughput but less mechanical damage to the grains.
Sand grade also affects your reclamation system economics. Coarse sand (AFS 40-50) is easier to reclaim mechanically — attrition scrubbing removes 85-90% of the resin film without thermal treatment. Fine sand (AFS 60-70) often requires thermal reclamation (burning off the resin at 600-700°C) to achieve acceptable cleanliness, which adds $8-12 per ton to your operating cost. If you're planning to run fine sand, factor reclamation cost into your total system economics from the start.
We run sand grade trials in our testing lab before finalizing equipment configuration. Send us a 50 kg sample of your actual sand supply (not a spec sheet — real sand from your supplier's quarry) and we'll coat it at three different resin ratios, measure coating uniformity under microscope, and test shell strength. That data tells you whether your sand needs pre-washing, whether the grain size distribution is tight enough for stable coating, and what resin ratio you actually need to hit your target strength. It's a $400 test that prevents a $40,000 mistake.

Equipment Configuration Verification During Commissioning
The gap between datasheet specifications and actual measured performance is where most import problems happen. A production line can be spec'd for 140-180°C coating temperature and 2-5% resin ratio, but if the control system isn't calibrated correctly or the heating capacity is undersized for your local ambient conditions, you won't achieve those specs in real operation.
Our commissioning process includes a factory acceptance test with documented measurements:
Temperature stability test: 4-hour continuous run with sand temperature logged every 30 seconds at mixer inlet. Acceptance criteria: ±5°C from setpoint, no excursions beyond ±8°C.
Dosing accuracy test: Gravimetric verification at three different resin ratios (low, mid, high end of your operating range). Acceptance criteria: actual addition within ±0.15% of target.
Coating uniformity test: Microscope inspection of 50 random grains from output batch. Acceptance criteria: >90% of grains show complete, uniform resin film with no bare spots or resin agglomeration.
Throughput verification: Measure actual output over 2-hour period at your specified operating parameters. Acceptance criteria: ≥95% of rated capacity.
These tests generate a commissioning report with actual measured data, not generic spec sheets. That document becomes your baseline for troubleshooting if performance drifts after installation. It also gives you leverage if the equipment doesn't meet spec — you have objective evidence, not a dispute over interpretation of vague datasheet language.
The 18-engineer team that handles our export line configuration has seen every variation of "it worked in the factory but not at the customer site." Usually it's one of three issues: local sand has different moisture content than the test sand (affects preheating time), local power supply has voltage variation that affects heater output (needs voltage stabilizer), or the customer's resin supplier changed formulation without telling anyone (changes optimal coating temperature by 10-15°C). The commissioning report gives you the reference data to diagnose which variable changed.
Specification Checklist for Your RFQ
When requesting quotes for a resin coated sand production line, include these parameters to get comparable proposals:
Sand specifications:
- AFS grain fineness number (specify your actual range, not just "50-70")
- Moisture content of incoming sand (affects preheater sizing)
- Bulk density (affects mixer volume calculation)
Resin system specifications:
- Resin type (phenolic, furan, modified phenolic, sodium silicate)
- Viscosity at operating temperature (affects pump selection)
- Supplier and grade if already selected (allows pre-configuration)
Production requirements:
- Target output (tons/hour, specify whether wet or dry basis)
- Operating hours per day and days per year (affects equipment duty cycle rating)
- Resin ratio range you need to cover (determines dosing system turndown ratio)
Control and automation:
- PLC brand preference if you have existing factory standard
- Remote monitoring requirement (adds communication module cost)
- Data logging and reporting needs (affects control system specification)
Site conditions:
- Ambient temperature range (affects heater capacity sizing)
- Available fuel type for sand preheater (natural gas, LPG, diesel, electric)
- Power supply voltage and frequency
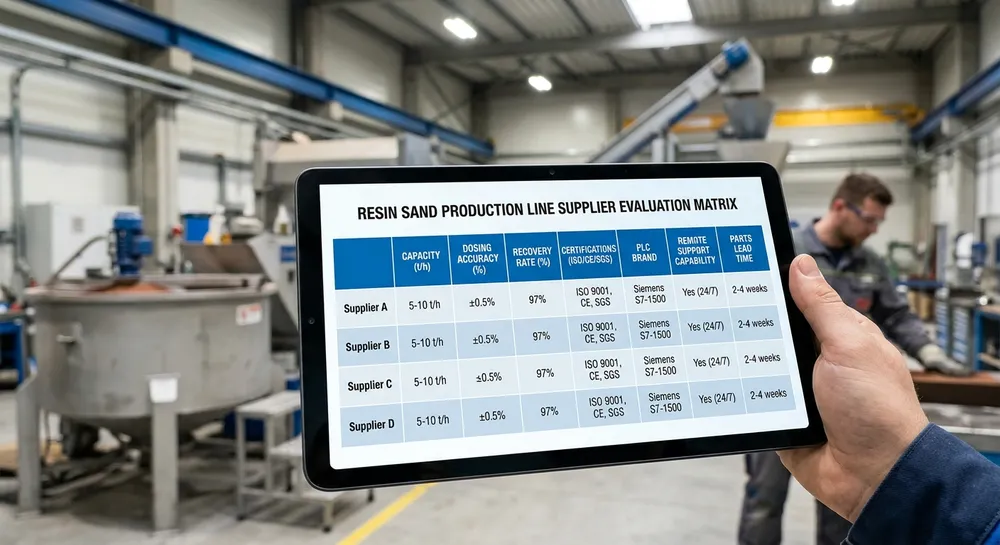
Suppliers who ask for this level of detail are sizing equipment correctly. Suppliers who quote from a standard catalog without asking about your sand and resin are guessing — and you'll pay for the guess during commissioning when the line doesn't perform.
For resin coated sand production lines, the specification accuracy determines whether you're buying a system that matches your actual production needs or a generic machine that requires expensive modification after delivery. The three core parameters — coating temperature control (±5°C stability), resin dosing accuracy (±0.5% for gravimetric systems), and sand grade compatibility (verified through pre-production testing) — directly control your binder cost per ton, which is your largest variable expense.
If you're evaluating suppliers, request commissioning test data from their most recent export installation in your region. Temperature logs, dosing verification results, and coating uniformity reports tell you whether they're engineering equipment to specification or assembling components and hoping for the best. You can also review our resin sand production line equipment range or request a technical consultation with sand samples and your target specifications — we'll run coating trials and provide measured data before you commit to an order.

Liu Haoran is the Resin Sand Production Line Technical Manager at TZFoundry. Over 11 years of hands-on work with furan, phenolic, and coated sand systems, he has commissioned 40+ resin sand lines for export buyers and developed binder dosing protocols...