Most coating plant failures don't happen during operation — they happen during specification. You order a 5-ton-per-hour system, the supplier ships equipment sized for 3 tons, and your dust collector can't handle the resin fume load. By the time you discover the heating drum can't hold ±5°C temperature stability, you've already paid 60% of the contract value.
A Resin Sand Coating Plant heats silica sand to 140-180°C, sprays liquid phenolic or furan resin onto the grain surface, then cools and screens the coated product. The coating thickness (typically 1.5-3% resin by weight) determines shell strength and shelf life. Get the heating system wrong and you waste resin. Undersize the dust collection and you fail emission compliance. Miscalculate throughput and your foundry molding line sits idle waiting for coated sand.
This guide covers the three engineering decisions that determine whether your coating plant meets spec or becomes an expensive lesson: heating system selection, dust collection sizing, and throughput capacity planning.
Heating System Selection — Temperature Stability vs Energy Cost
The heating drum brings sand from ambient temperature to coating temperature (140-180°C depending on resin type). Temperature uniformity across the sand batch determines coating adhesion — a 10°C variance causes uneven resin polymerization, which shows up as weak spots in your shell molds six weeks later.
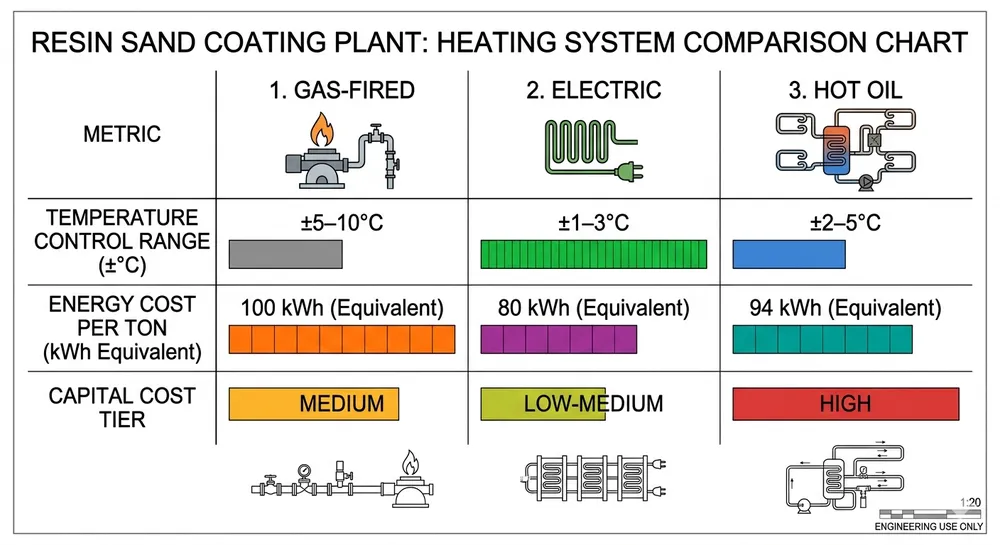
We've built coating plants with all three heating configurations. Each has a specific cost-performance zone.
Gas-Fired Rotary Drum Direct flame heating through a burner mounted at the drum inlet. Fast heat-up (sand reaches target temperature in 8-12 minutes), lowest capital cost, highest fuel consumption. Natural gas or LPG burners deliver 150,000-300,000 kcal/hour depending on drum size.
Temperature control accuracy: ±8-12°C. The flame cycles on and off based on exhaust temperature sensors, so you get thermal lag. For phenolic resin coating (requires 160-170°C), this works fine — the resin tolerance band is wide enough. For furan systems that need tighter control, gas-fired drums waste resin through incomplete polymerization.
Energy cost: approximately 12-15 kWh equivalent per ton of coated sand (converted from gas consumption). We see this configuration on plants rated 3-8 tons per hour where fuel cost is low and the buyer prioritizes capital cost over operating expense.
Electric Heating Elements Resistance heating elements mounted inside the drum shell or in a separate pre-heater chamber. Slower heat-up (15-20 minutes to target temperature), higher capital cost, precise temperature control.
Temperature control accuracy: ±3-5°C. PLC-controlled element banks modulate power in 5-10% increments, so you get stable heat without the overshoot/undershoot cycle of gas burners. This matters for furan resin coating where a 5°C temperature drop extends cure time and increases resin consumption by 8-12%.
Energy cost: 18-22 kWh per ton of coated sand at typical industrial electricity rates. Higher than gas in most regions, but the resin savings from better temperature control often offset the energy premium. We recommend electric heating for plants rated 2-5 tons per hour where coating uniformity is critical and electricity cost is below $0.12/kWh.
Hot Oil Jacket System Thermal oil circulates through a jacketed drum, heated by a separate oil boiler (gas or electric). Highest capital cost, best temperature uniformity, lowest maintenance.
Temperature control accuracy: ±2-3°C. The thermal mass of circulating oil buffers temperature swings, giving you the most stable coating environment. We've installed this configuration for buyers producing premium shell sand where resin cost is $800-1,200 per ton and a 3% resin savings pays back the system premium in 18 months.
Energy cost: 14-18 kWh equivalent per ton (gas-fired oil boiler) or 20-24 kWh (electric boiler). The efficiency advantage comes from heat recovery — you can preheat incoming sand using exhaust heat from the oil circuit, which gas-fired drums can't do effectively.
Suitable for plants rated 5-15 tons per hour where continuous operation justifies the capital investment. The oil boiler runs 24/7 at stable load, which is more efficient than cycling a gas burner on and off.

Dust Collection System Sizing — CFM Requirements by Throughput
Resin fume extraction isn't optional — phenolic and furan resins release volatile organic compounds during heating, and uncaptured fumes condense on downstream equipment. We've seen coating plants where inadequate dust collection caused resin buildup on cooling screens, requiring daily manual cleaning and cutting effective throughput by 30%.
The dust collector must handle three airflow sources: drum exhaust (carries resin vapor and fine sand dust), cooling section ventilation (removes residual heat and VOCs), and screening station extraction (captures dust from product separation).
Airflow Sizing Formula Required CFM = (Drum volume × 15 air changes/hour) + (Cooling section volume × 10 air changes/hour) + (Screening station capture velocity × hood area)
For a 5-ton-per-hour coating plant with a 3.5 m³ drum, 8 m² cooling conveyor, and 1.2 m² screening hood:
- Drum exhaust: 3.5 m³ × 15 changes/hour × 35.3 ft³/m³ ÷ 60 min = 309 CFM
- Cooling section: 8 m² × 0.5 m height × 10 changes/hour × 35.3 ft³/m³ ÷ 60 min = 235 CFM
- Screening capture: 1.2 m² × 100 ft/min capture velocity = 120 CFM
- Total required: 664 CFM minimum
We typically size the dust collector at 120-130% of calculated CFM to account for filter loading and ductwork pressure drop. For the example above, specify an 800-850 CFM baghouse collector.
Filter Media Selection Phenolic resin fumes condense at 80-95°C, so your filter bags must handle 120-140°C operating temperature with chemical resistance to acidic condensate. We use polyester felt bags (continuous rating 130°C) for standard phenolic coating plants. For furan resin systems that run hotter and produce more aggressive fumes, specify Nomex or P84 filter media rated to 200°C.
Filter cleaning cycle matters more than buyers expect. Pulse-jet cleaning every 60-90 seconds keeps pressure drop below 6 inches water column. We've commissioned plants where the buyer specified a shaker-type collector to save $3,000 on capital cost, then discovered the filter bags needed manual cleaning every 4 hours because resin dust caked the fabric. The labor cost exceeded the equipment savings in three months.
Emission Compliance Most regions require VOC emissions below 50-100 mg/m³ at the stack. A properly sized baghouse collector captures 95-98% of particulate matter but doesn't remove gaseous VOCs. If your local regulations require VOC control, add a secondary treatment stage: activated carbon adsorption (for plants under 5 tons/hour) or thermal oxidizer (for larger continuous operations).
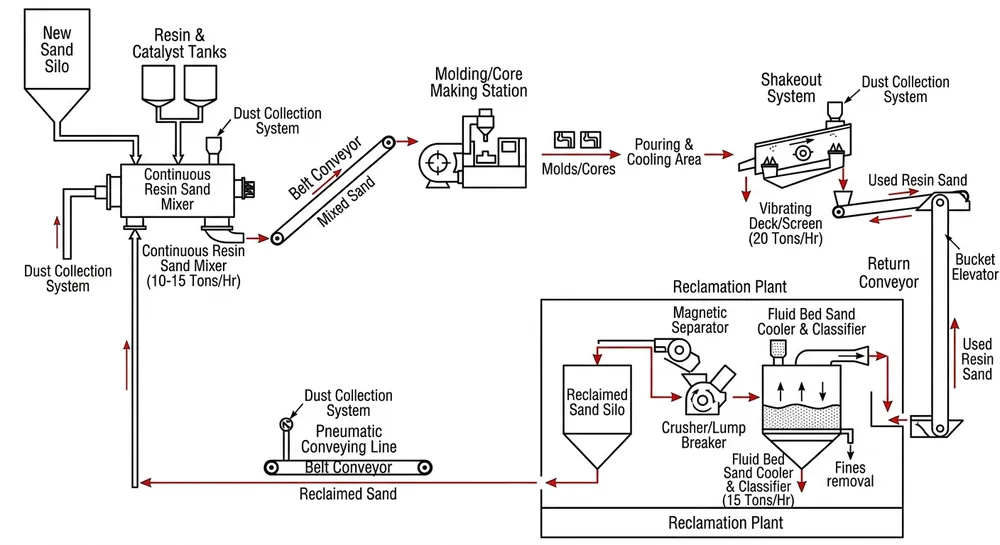
We integrate dust collection into our Resin Sand Production Line layouts by routing all exhaust streams to a central baghouse positioned outside the main building. This keeps filter maintenance separate from production operations and simplifies ductwork routing.

Throughput Capacity Planning — Drum Sizing and Residence Time
Coating plant capacity depends on four linked parameters: drum diameter and length, rotation speed, sand feed rate, and residence time. Change one and you must recalculate the others. Most throughput problems trace back to mismatched parameters — a drum sized for 5 tons per hour running at 3 tons because the residence time is too short for complete resin polymerization.
Drum Diameter and Length Larger diameter increases sand bed depth, which improves heat transfer efficiency but requires more heating power. Longer drum increases residence time but adds capital cost and floor space.
Standard drum sizing by capacity:
- 2-3 tons/hour: Ø1.2m × 6m length
- 4-6 tons/hour: Ø1.5m × 8m length
- 7-10 tons/hour: Ø1.8m × 10m length
- 12-15 tons/hour: Ø2.2m × 12m length
We design drums with 8-12° internal flights (lifting paddles) that cascade sand through the hot air stream. Flight spacing and height determine mixing intensity — too aggressive and you get sand grain fracture, too gentle and you get uneven coating.
Rotation Speed and Feed Rate Drum rotation speed controls residence time. Faster rotation moves sand through the drum quicker, reducing residence time and increasing throughput — but only if the heating system can maintain target temperature at the higher feed rate.
Typical rotation speeds: 4-8 RPM depending on drum diameter. Larger drums run slower because the sand bed has more time to cascade through each rotation.
The relationship between feed rate, rotation speed, and residence time: Residence time (minutes) = (Drum volume × Fill factor) ÷ (Feed rate × Rotation speed factor)
For a Ø1.5m × 8m drum (14.1 m³ volume) at 6 RPM with 12% fill factor and 5 tons/hour feed rate: Residence time = (14.1 m³ × 0.12) ÷ (5 tons/hour ÷ 60 min × 1.6 m³/ton × 0.85 rotation factor) = 12.4 minutes
That's sufficient for phenolic resin coating at 165°C. Furan resin needs 15-18 minutes residence time, so you'd reduce feed rate to 4 tons/hour or increase drum length to 10m.
Resin Addition Ratio Control Coating thickness is controlled by resin spray rate, not by residence time. The spray nozzles inject liquid resin at 1.5-3.0% of sand mass flow rate, atomized by compressed air at 4-6 bar.
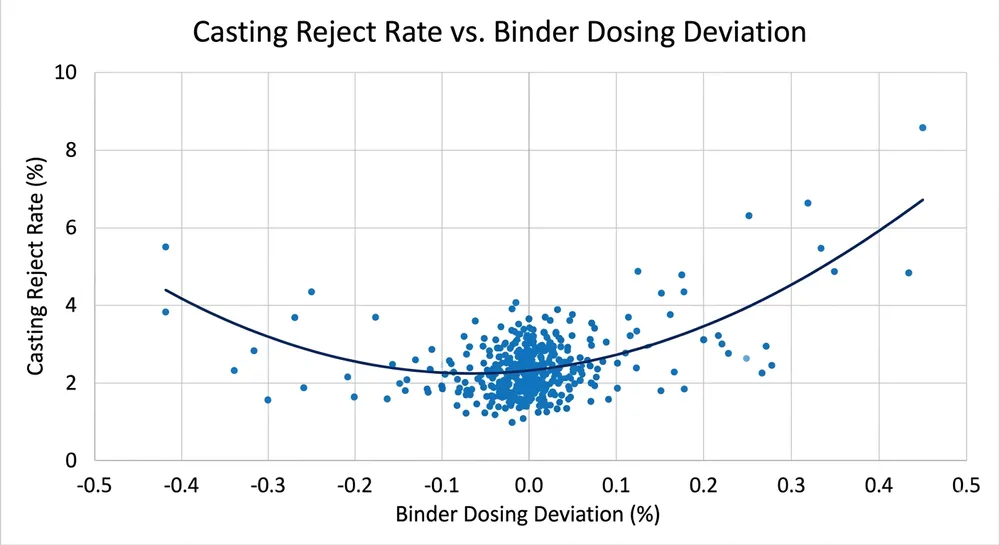
We use mass flow meters on both the sand feeder and resin pump, with PLC control that adjusts resin flow to maintain constant ratio regardless of feed rate fluctuations. This is critical — a 0.2% variation in resin ratio across a 50-ton batch means 100 kg of wasted resin at $1,000/ton.
The most common mistake: buyers specify a coating plant capacity but don't verify the resin pump can deliver the required flow rate. A 5-ton-per-hour plant coating at 2.5% resin ratio needs 125 kg/hour resin flow. Standard gear pumps max out at 80-100 kg/hour, so you need a larger pump or dual-pump configuration.
Reference Plant Layout — Equipment Sequence and Spacing
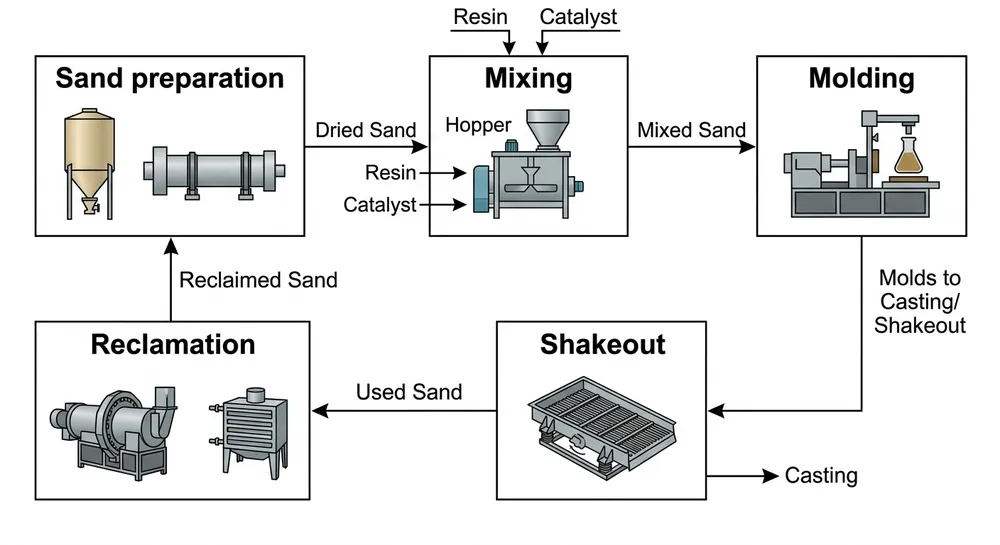
A complete coating plant occupies 15-25 meters of floor length depending on capacity. Material flows in one direction: raw sand storage → metering feeder → heating drum → resin spray section → cooling conveyor → vibrating screen → coated sand storage.
Equipment Spacing Requirements
- Sand hopper to drum inlet: 2-3 meters (allows feeder access and maintenance clearance)
- Drum discharge to cooling conveyor: 1.5 meters (transition chute and temperature sensor location)
- Cooling conveyor length: 6-10 meters (sand must cool to below 60°C before screening)
- Screen to storage silo: 2 meters (bucket elevator or pneumatic conveyor connection)
Vertical clearance: 4.5-5.5 meters minimum for drum installation and removal. The drum shell is a single welded unit that can't be disassembled, so you need overhead crane access for maintenance.
We design coating plants in modular sections sized for 40HQ container shipping (12m length limit). A 5-ton-per-hour plant ships in two containers: one with the drum assembly and heating system, one with the cooling conveyor, screen, and control cabinet. This cuts your landed cost by 30-40% compared to oversized cargo shipping.
Utility Requirements by Capacity For a 5-ton-per-hour electric heating system:
- Electrical power: 180-220 kW (heating elements 150 kW, motors and controls 30 kW, dust collector 20 kW)
- Compressed air: 0.8-1.2 m³/min at 6 bar (resin atomization and pneumatic controls)
- Cooling water: 2-3 m³/hour at 15-25°C (optional for hot oil system heat exchanger)
Floor loading: 800-1,200 kg/m² under the drum support structure when filled with sand. Most industrial floors handle this, but verify if you're installing in a retrofitted building.

Common Design Mistakes That Kill Throughput
Undersized Cooling Section Sand exits the heating drum at 160-180°C and must cool to below 60°C before screening. If you screen hot sand, the resin is still tacky and clogs the screen mesh. We see buyers specify an 8-meter cooling conveyor for a 7-ton-per-hour plant, then discover the sand temperature at the screen inlet is still 85°C. The screen blinds in 20 minutes and throughput drops to 4 tons per hour.
Cooling conveyor length should provide 8-12 minutes residence time. For a 5-ton-per-hour plant, that's 10-12 meters of conveyor at 0.8-1.0 m/min belt speed. Add forced air cooling (ambient air blown across the sand bed) if floor space is limited — this cuts required conveyor length by 30-40%.
Incorrect Resin-to-Sand Ratio Control Manual resin addition (operator adjusts pump speed by watching a sight glass) causes 15-25% variation in coating thickness across a production shift. This shows up as inconsistent shell strength and unpredictable resin consumption.
Automated ratio control using mass flow meters costs $4,000-6,000 more than manual systems but pays back in 6-9 months through reduced resin waste. We've measured 12-18% resin savings on plants that switched from manual to automated control — that's $15,000-20,000 per year on a 5-ton-per-hour plant running one shift.
Inadequate Resin Storage and Heating Phenolic and furan resins must be stored at 20-30°C and heated to 40-50°C before spraying to reduce viscosity. Buyers in cold climates often skip the resin tank heating system to save $2,000, then discover the resin won't atomize properly when ambient temperature drops below 15°C in winter.
We include jacketed resin storage tanks with electric heating elements on all coating plants shipped to regions with winter temperatures below 10°C. The tank heater runs 24/7 during cold months — energy cost is $50-80 per month, which is trivial compared to the production loss from poor resin atomization.
Specifying Your Coating Plant for RFQ
When you request quotes for a resin sand coating plant, provide these parameters so suppliers can size equipment correctly:
Production Requirements
- Target throughput: X tons per hour (specify whether this is continuous or batch operation)
- Operating schedule: hours per day, days per week
- Sand grain size range: AFS 40-70, 50-100, etc. (finer sand requires longer residence time)
- Resin type: phenolic, furan, or both (determines heating temperature and dust collection requirements)
Site Conditions
- Available floor space: length × width × height (determines whether you need vertical or horizontal layout)
- Electrical supply: voltage, phase, available capacity in kW
- Compressed air: available pressure and flow rate
- Ambient temperature range: minimum and maximum (affects heating system sizing and resin storage design)
Regulatory Requirements
- VOC emission limits: mg/m³ at stack (determines whether you need secondary VOC treatment)
- Noise limits: dB(A) at property line (affects dust collector and motor enclosure specifications)
- Safety certifications: CE, OSHA, local standards
Preference Factors
- Heating system preference: gas-fired, electric, or hot oil (if you have strong fuel cost or temperature control requirements)
- Control system: PLC brand preference (Siemens, Mitsubishi, Allen-Bradley) and HMI language
- Modular design: specify if you need container-friendly sections for lower shipping cost
We've commissioned coating plants in 14 countries. The installations that go smoothly are the ones where the buyer provided complete site data and production requirements upfront. The problem projects are the ones where we discover the electrical supply is 50 kW short or the ceiling height won't clear the drum after equipment arrives on site.
Choosing the Right Configuration for Your Foundry
Small-Scale Operations (2-4 tons/hour) Electric heating drum with pulse-jet baghouse collector. Lower capital cost, simpler operation, suitable for single-shift production. Expect $85,000-120,000 FOB for a complete system including controls and dust collection.
This configuration works for foundries producing 500-1,000 tons of coated sand per year, typically supporting 3-5 molding lines. The electric heating gives you good temperature control without the complexity of a gas burner system.
Mid-Scale Production (5-8 tons/hour) Gas-fired or electric heating (depending on local fuel cost), larger baghouse with automated filter cleaning, PLC control with remote monitoring. Capital cost $150,000-220,000 FOB.
This is the most common configuration for foundries running two shifts with 8-12 molding lines. The automated controls reduce labor cost and improve coating consistency. We include mass flow meters for resin ratio control at this capacity level — the resin savings justify the added cost.
High-Volume Continuous Operation (10-15 tons/hour) Hot oil jacket heating system, high-capacity dust collector with VOC treatment if required, fully automated PLC control with recipe management for multiple resin types. Capital cost $280,000-400,000 FOB.
This configuration supports foundries producing 3,000+ tons of coated sand annually, typically large operations with 20+ molding lines running three shifts. The hot oil system's temperature stability and heat recovery features pay back the capital premium through lower resin consumption and energy cost.
(Note: if you're adding coating capacity to an existing Resin Coated Sand Production Line, verify your current dust collection system can handle the additional airflow before ordering a standalone coating plant — you may be able to tie into existing infrastructure and save $15,000-25,000 on dust collector cost.)
Send us your target throughput, sand grade, resin type, and available floor space. Our engineering team will return a plant layout with equipment sizing, utility requirements, and FOB pricing within 48 hours. We'll also flag any site condition issues that could affect installation cost or timeline — better to know before you commit to a purchase order than after equipment arrives at your facility.

Liu Haoran is the Resin Sand Production Line Technical Manager at TZFoundry. Over 11 years of hands-on work with furan, phenolic, and coated sand systems, he has commissioned 40+ resin sand lines for export buyers and developed binder dosing protocols...