Most first-time buyers focus on the mixer capacity and reclamation rate. Then the equipment arrives and they realize they ordered a system with a Siemens PLC but their maintenance team only knows Mitsubishi, or the shakeout unit doesn't fit through their factory door. The datasheet said "complete production line" — but nobody explained which components ship assembled and which arrive as knock-down sections you'll bolt together on-site.
A resin sand molding production line is a modular system, not a single machine. Understanding what each component does, how they connect, and how they ship determines whether your first import order runs smoothly or turns into a three-month commissioning nightmare.
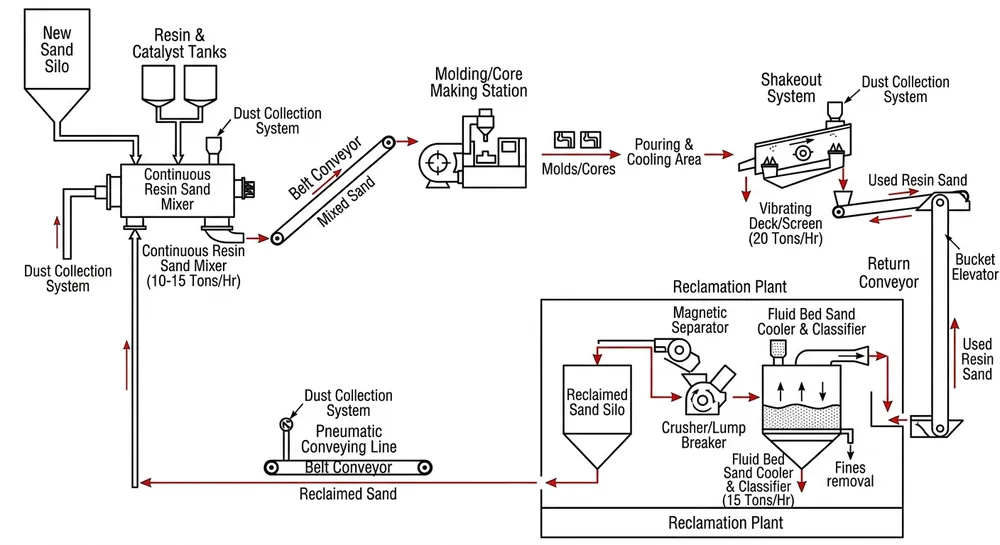
Core System Architecture: Five Functional Blocks
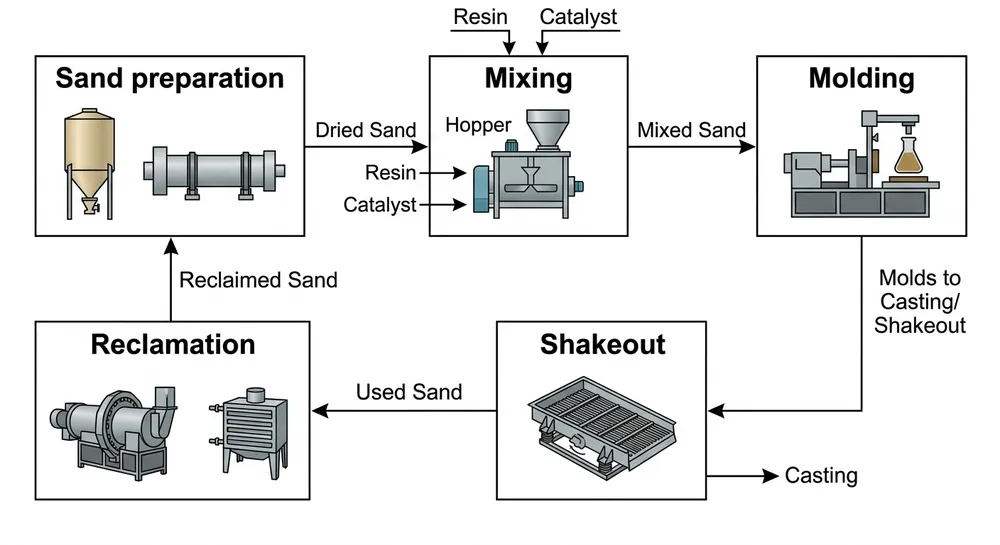
Every resin sand production line breaks down into five functional blocks, regardless of whether you're running furan, phenolic, or sodium silicate binder systems.
Sand preparation and storage — Raw silica sand enters through a receiving hopper, passes through magnetic separation to remove tramp metal, then moves to storage silos. Most lines use 10-20 ton capacity silos with level sensors that trigger automatic refill cycles. The magnetic separator matters more than buyers expect — even 0.1% iron contamination causes surface defects on aluminum castings.
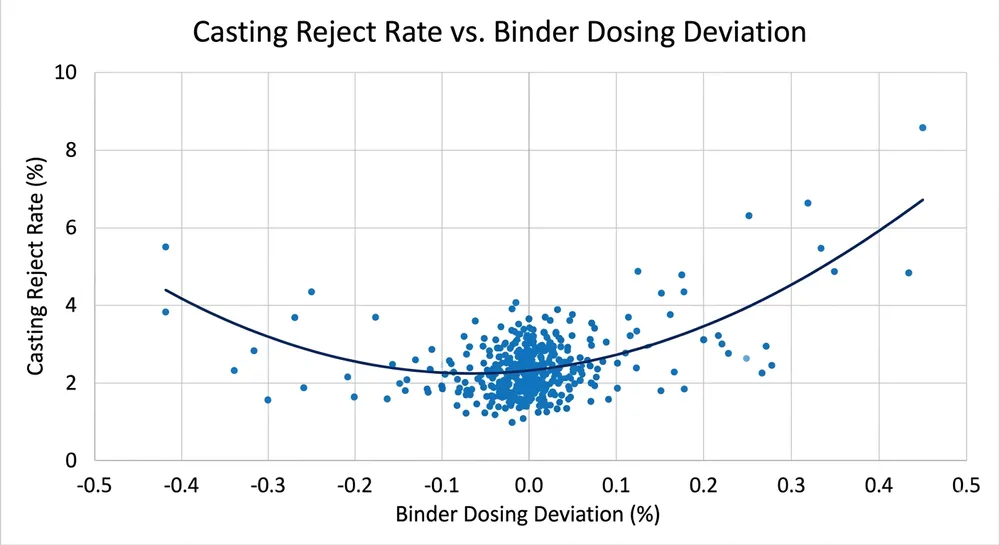
Mixing and binder dosing — This is where resin and catalyst combine with sand. The mixer itself (continuous or batch type) runs 30-120 seconds per cycle depending on binder chemistry. Binder cost is the number everyone watches — but it's the mixing accuracy that decides whether you're wasting resin or wasting castings. A ±2% dosing error on a 2% binder ratio means you're either running weak molds or burning 4% extra resin cost across your entire production volume.
Molding and core making — Mixed sand moves to molding stations or core boxes. For high-volume operations, this includes automated sand shooters, pattern handling systems, and mold assembly conveyors. The cycle time here determines your hourly output — a 60-second mold cycle gives you 60 molds per hour per station, minus downtime for pattern changes.
Shakeout and cooling — After casting, molds travel through a cooling zone (usually 15-30 minutes for ferrous alloys), then hit the shakeout unit where castings separate from sand. Shakeout equipment ranges from simple vibrating grids to automated drum-type units with integrated casting extraction. The cooling zone length affects your floor space requirement — a 20-ton-per-hour line needs roughly 40 meters of conveyor for adequate cooling time.
Sand reclamation — Used sand returns to the system after mechanical or thermal reclamation. Mechanical reclamation (attrition mills, pneumatic impact) works for furan and phenolic binders, achieving 90-95% sand recovery. Thermal reclamation (fluidized bed, rotary kiln) burns off organic binders completely but costs more to operate. We run recovery rate tests in our sand lab before shipment — if your line is rated for 95% recovery, you'll see the test data from your specific reclamation unit.

Component-by-Component Breakdown: What Ships and How
Import logistics depend on understanding which components ship as complete assemblies and which break down for container loading.
Sand Mixer (Continuous or Batch Type)
The mixer is the heart of the system. Continuous mixers (paddle or plow type) run 5-15 tons per hour for high-volume foundries. Batch mixers (typically 500-2000 kg per batch) suit job shops with frequent binder changes.
What ships: Mixer body, drive motor, gearbox, and internal mixing blades ship as one assembled unit if the mixer diameter stays under 2.3 meters (40HQ container width limit). Larger mixers ship with the body in one section and the drive assembly separate — you'll bolt them together on-site using the alignment jigs we include.
Binder dosing system: Resin and catalyst pumps, flow meters, and dosing controllers ship as a separate skid. This is intentional — the dosing skid mounts near the mixer but needs independent access for calibration and maintenance. Dosing accuracy depends on flow meter calibration, which we verify at ±1% before shipment. Most buyers don't realize the flow meters need recalibration every 6 months in production — we include the calibration procedure and reference weights in the commissioning manual.
Control integration: The mixer PLC communicates with the dosing system via Modbus or Profibus protocol. If you're adding this mixer to an existing line, confirm your current PLC brand and protocol — mixing Siemens and Mitsubishi PLCs in one system works, but the protocol conversion adds cost and commissioning time.
Sand Reclamation Unit (Mechanical or Thermal)
Reclamation equipment determines your sand cost and environmental compliance. Mechanical reclamation costs less upfront but leaves 5-10% residual binder on sand grains. Thermal reclamation delivers cleaner sand but burns fuel.
Mechanical reclamation components:
- Primary crusher (jaw or impact type) breaks up used mold lumps
- Attrition mill or pneumatic impact chamber removes binder film from sand grains
- Vibrating screens separate sand by particle size
- Magnetic separator removes metal fragments
- Dust collection system (bag filter or cyclone)
What ships: The attrition mill and crusher ship as complete units. Screens, conveyors, and dust collectors ship as modular sections — you'll assemble the frame on-site and mount the equipment. A complete mechanical reclamation line for 10 tons per hour typically fills 2-3 forty-foot containers.
Thermal reclamation components:
- Fluidized bed or rotary kiln (burns off organic binder at 600-800°C)
- Burner system (natural gas or LPG)
- Heat exchanger for exhaust gas
- Cooling screw conveyor
- Afterburner for VOC emissions (required in most export markets)
Thermal systems ship in more pieces because of the refractory lining. The kiln body ships separately from the burner assembly and refractory bricks. Budget 5-7 days for on-site refractory installation and curing before first fire-up.
Conveyor and Material Handling System
Sand moves through the system on belt conveyors, bucket elevators, and screw conveyors. This is where container optimization matters most — a 30-meter belt conveyor doesn't ship as a 30-meter unit.
Modular conveyor design: We design conveyors in 3-meter or 6-meter sections that bolt together on-site. Each section includes the belt, rollers, drive motor (if powered), and mounting brackets. A 24-meter conveyor ships as four 6-meter sections plus one drive unit. You'll need a crew with basic hand tools and a forklift for assembly — no welding required.
Bucket elevators: These ship with the casing in sections, buckets and belt as a kit, and the drive unit separate. The casing sections nest inside each other for container loading. Assembly takes 2-3 days including belt splicing and tension adjustment.
Pneumatic conveying: Some lines use pneumatic systems instead of mechanical conveyors for sand transport. Pneumatic systems ship as pipe sections, blower unit, and diverter valves. The advantage is flexibility — you can route pipes around existing equipment. The disadvantage is higher power consumption and more maintenance on the blower seals.
Control System and HMI
The PLC and human-machine interface control the entire line. This is where first-time buyers make expensive mistakes by not specifying their requirements clearly.
PLC options: We offer Siemens S7-1200/1500 or Mitsubishi FX5U/Q series. Both work reliably, but your choice should match your maintenance team's experience. Switching PLC brands mid-project adds 3-4 weeks to commissioning while your electricians learn the new programming environment.
HMI touchscreen: 10-inch or 15-inch color touchscreen with multilingual interface (English, Spanish, Arabic, Russian available). The HMI displays real-time data: mixer batch count, binder consumption, reclamation throughput, alarm history. We program the screens based on your preferred units (metric or imperial) and language before shipment.
Remote diagnostics: Our control systems include a 4G modem for remote access. Your maintenance team can pull error logs, adjust process parameters, and troubleshoot sensor issues without waiting for an engineer to fly in. This feature saved one of our Mexican buyers $8,000 in emergency service calls during their first year — they had three false alarms from a faulty proximity sensor that we diagnosed and fixed remotely in under an hour.
What ships: PLC, HMI, and control cabinet ship as one assembled unit with all wiring terminated. Sensor cables and field device connections ship separately — your electrician will pull these cables during installation. We provide a complete wiring diagram with terminal numbers and color codes.

Container Loading and Knock-Down Packaging Strategy
A complete 10-ton-per-hour resin sand line weighs 35-45 tons and occupies roughly 400 cubic meters if you tried to ship it fully assembled. That's 8-10 forty-foot containers at terrible space utilization. We design for 3-4 containers instead.
40HQ container dimensions: 12.03m length × 2.35m width × 2.69m height. Every component we manufacture considers these limits. The mixer body diameter maxes out at 2.2 meters so it fits with 150mm clearance for packaging material. Conveyor sections are 6 meters or less so two sections fit lengthwise with room for the drive units.
Knock-down packaging approach:
- Heavy equipment (mixer, crusher, attrition mill) ships on wooden skids with steel banding
- Structural frames ship as bolt-together sections with pre-drilled holes and alignment pins
- Small components (motors, sensors, valves) pack in plywood crates with foam padding
- Long items (conveyor sections, pipe runs) bundle together with protective wrapping
Assembly time: A typical 10-ton-per-hour line takes 15-20 days to assemble and commission with a 4-person crew (2 mechanical, 1 electrical, 1 commissioning engineer). The mechanical assembly is straightforward — bolt patterns align, no field welding required. Electrical work takes longer because every sensor and motor needs termination and testing.
Foundation requirements: We provide foundation drawings showing anchor bolt locations, concrete pad dimensions, and floor loading requirements. Most buyers underestimate the floor loading — a sand silo holding 15 tons of sand concentrates that weight on four support legs. Your facility needs 8-10 tons per square meter load capacity in the silo area, which is higher than typical warehouse floors. Check this before you order.
Binder System Compatibility: Furan, Phenolic, or Sodium Silicate
The mixer and reclamation equipment must match your binder chemistry. This isn't interchangeable.
Furan resin systems — Most common for ferrous castings. Furan uses acid catalyst (typically phosphoric or sulfonic acid), so all wetted parts need acid-resistant coatings. Mixer blades are stainless steel or hard-chromed carbon steel. Dosing pumps are PTFE-lined or stainless. Mechanical reclamation works well for furan — the binder film breaks off easily in attrition mills.
Phenolic resin systems — Used for high-temperature castings (steel, high-chrome iron). Phenolic requires alkaline catalyst, so material compatibility differs from furan. Phenolic sand has longer strip time (time before you can shake out the casting), which affects your cooling conveyor length. Mechanical reclamation works but requires more aggressive attrition because phenolic bonds harder to sand grains.
Sodium silicate (water glass) systems — CO₂-cured or ester-cured. Sodium silicate is non-toxic and low-cost, but reclamation is harder. Mechanical methods don't work well — you need thermal reclamation or wet reclamation (washing with hot water). If you're running sodium silicate, specify this upfront so we design the reclamation system accordingly.
Switching binder types: Some buyers want one line that handles multiple binder chemistries. This is possible but adds cost — you need dual dosing systems, chemical-resistant materials throughout, and separate sand storage to avoid cross-contamination. Most foundries run dedicated lines per binder type instead.
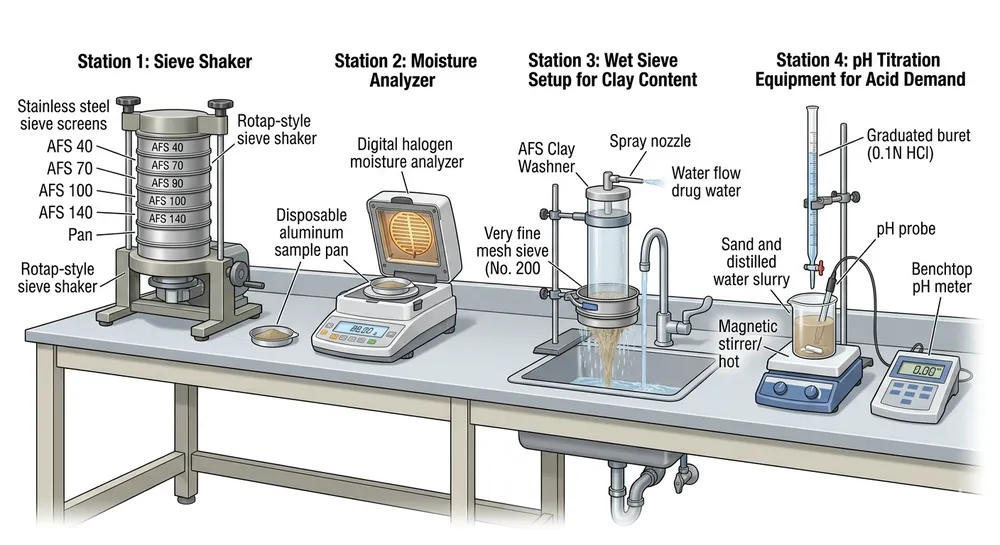
Quality Verification Before Shipment: What We Test
Every component goes through three-stage inspection before it ships. Here's what that means for you.
Mixer calibration: We run the mixer with actual sand and binder (not water, not dry sand — real production materials) to verify mixing uniformity. We pull samples from five locations in the discharge stream and measure binder content. If the spec is 2.0% ± 0.1%, all five samples must fall within that range. You'll receive the calibration report with your equipment.
Reclamation performance test: We process 500 kg of used sand through your reclamation unit and measure recovery rate, residual binder content, and particle size distribution. If your line is rated for 95% recovery with <0.3% residual binder, the test report proves it before the equipment leaves our facility. This test happens in our sand lab using sand samples that match your specified grain size and binder type.
Control system simulation: We run the PLC through all operating modes (auto, manual, emergency stop) and verify every sensor input and output signal. The HMI screens get tested for correct data display and alarm triggering. Remote diagnostics get tested by connecting to our office network and pulling simulated error logs.
Pressure and leak testing: Pneumatic conveying systems, dust collectors, and any pressurized vessels get tested at 1.5× operating pressure. Hydraulic systems (if your line includes hydraulic molding presses) get tested at 1.5× rated pressure with leak detection dye.
Common Specification Mistakes First-Time Buyers Make
Mistake 1: Ordering mixer capacity based on casting weight instead of sand throughput
A buyer says "we pour 5 tons of castings per hour, so we need a 5-ton mixer." Wrong. You need to calculate sand-to-metal ratio. For typical iron castings, that ratio is 3:1 to 5:1. So 5 tons of castings requires 15-25 tons of sand per hour. Order the mixer based on sand throughput, not casting weight.
Mistake 2: Ignoring dust collection requirements
Resin sand systems generate dust at the mixer discharge, reclamation crusher, and screening stations. Most export markets require enclosed dust collection with <50 mg/m³ emissions. Budget for a bag filter system with 5,000-10,000 m³/hour capacity depending on line size. Dust collectors add 10-15% to total system cost but you can't legally operate without them in most countries.
Mistake 3: Underspecifying electrical supply
A 10-ton-per-hour line draws 150-200 kW total power. That's the sum of all motors, heaters (if thermal reclamation), and control systems. Confirm your facility has adequate transformer capacity and that your local utility can supply this load. We've had buyers order equipment, then discover their facility only has 100 kW available and they need a $50,000 transformer upgrade.
Mistake 4: Not planning for spare parts storage
Resin sand lines have consumable parts: mixer blades wear out every 6-12 months depending on sand abrasiveness, dosing pump seals need replacement every 3-6 months, vibrating screen meshes tear and need replacement. We ship a first-year spare parts kit with every line, but you need warehouse space to store it. Budget 10-15 square meters for spare parts storage.
Decision Framework: Matching Components to Your Production Requirements
If you're running 5-10 tons of castings per day (small job shop):
- Batch mixer (500-1000 kg per batch)
- Mechanical reclamation (attrition mill type)
- Manual molding or semi-automatic core shooter
- Basic PLC with local HMI (remote diagnostics optional)
- 1-2 container shipment
- Budget: $80,000-$150,000 depending on automation level
If you're running 20-50 tons of castings per day (medium production foundry):
- Continuous mixer (5-10 tons per hour)
- Mechanical reclamation with automated screening
- Automated molding line with pattern handling
- Full PLC control with remote diagnostics
- 3-4 container shipment
- Budget: $200,000-$400,000
If you're running 100+ tons of castings per day (high-volume production):
- Multiple continuous mixers or high-capacity single mixer (15-20 tons per hour)
- Thermal reclamation for maximum sand quality
- Fully automated molding with robotic casting extraction
- Redundant control systems with SCADA integration
- 6-8 container shipment
- Budget: $500,000-$1,000,000+
The right configuration depends on your casting mix, binder type, environmental regulations, and available floor space. Send us your production requirements — daily casting tonnage, alloy types, available floor area, and local electrical supply specs. We'll recommend the component configuration that fits your operation and provide a detailed quote with container loading plan and commissioning timeline.
For technical questions about binder dosing accuracy, reclamation system selection, or control system integration with your existing equipment, contact our engineering team at sales@tzfoundry.com or WhatsApp +86 13335029477.

Liu Haoran is the Resin Sand Production Line Technical Manager at TZFoundry. Over 11 years of hands-on work with furan, phenolic, and coated sand systems, he has commissioned 40+ resin sand lines for export buyers and developed binder dosing protocols...