Most buyers start with mold dimensions and end up with a machine that either can't hold the flask closed during pouring or costs 40% more than necessary because the automation tier doesn't match their actual throughput. The datasheet says "800×600 mm working area" and "150 tons clamping force," but nobody explains whether that's enough for your 25 kg iron castings or whether you're paying for capacity you'll never use.
A resin sand casting machine is a molding press that compacts resin-coated sand around a pattern, then clamps the mold halves together during metal pouring. The three specs that determine whether you bought the right machine are mold size (flask dimensions), clamping force (tonnage to resist metal pressure), and automation level (manual loading vs. fully automated cycle). Get any one wrong and you're either rejecting castings or watching an expensive machine sit idle.
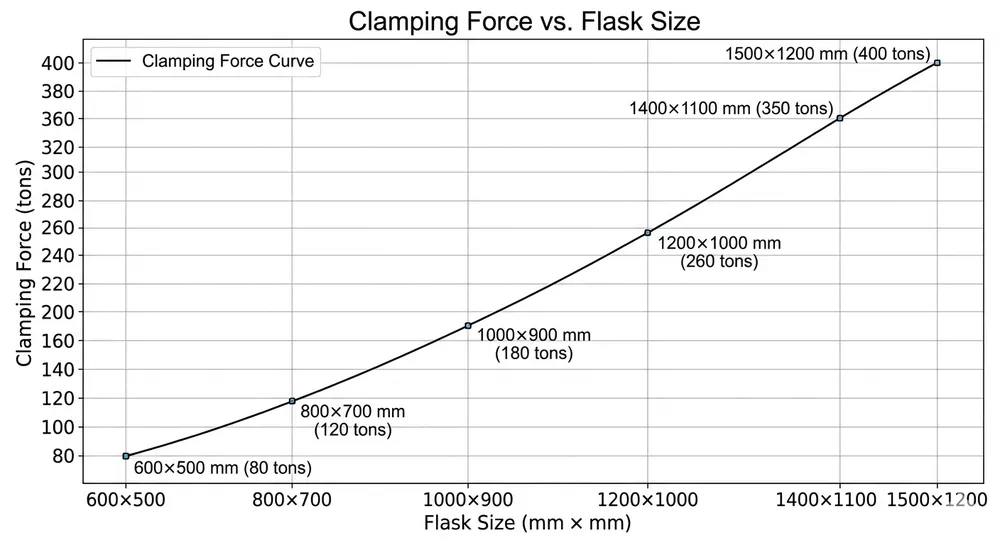
Mold Size and Clamping Force — The Core Relationship
Mold size defines the maximum flask dimensions the machine can handle. Clamping force is the hydraulic tonnage that holds the cope and drag together when molten metal tries to separate them. The relationship isn't linear — larger molds need disproportionately higher clamping force because metal pressure acts across the entire parting surface.
Here's the reference table we use when sizing machines for export buyers:
| Flask Size (mm) | Parting Area (cm²) | Minimum Clamping Force (tons) | Typical Casting Weight (kg) | Common Applications |
|---|---|---|---|---|
| 600×500 | 3,000 | 80-100 | 5-15 | Small valve bodies, pump housings |
| 800×600 | 4,800 | 120-150 | 15-30 | Medium machinery parts, gearbox housings |
| 1000×800 | 8,000 | 180-220 | 30-60 | Large valve bodies, engine blocks |
| 1200×1000 | 12,000 | 250-300 | 60-100 | Heavy machinery components, large pump casings |
| 1500×1200 | 18,000 | 350-400 | 100-150 | Industrial equipment frames, large castings |
The "minimum" column assumes gray iron or ductile iron with standard gating. If you're pouring steel or using bottom-gating systems that increase back-pressure, add 20-30% to the clamping force. We've seen buyers spec a 150-ton machine for 800×600 molds and then switch to steel castings six months later — the molds start separating at the parting line and you get flash that needs grinding.
Clamping force distributes across the parting surface through the machine's platen. Uneven distribution causes one side of the mold to lift while the other stays closed. Our machines use four-point hydraulic cylinders with synchronized pressure control — each corner gets monitored independently so the PLC can adjust if one side lags. This matters more as mold size increases; on a 1500×1200 flask, a 2mm height difference between corners translates to visible parting-line shift in the casting.

Automation Tiers — Manual, Semi-Auto, and Fully Automated
Resin sand casting machines come in three automation levels. The difference isn't just labor cost — it's cycle time consistency and whether your night shift can hold the same quality as your day shift.
Manual machines require an operator to load the pattern, position the flask, trigger the squeeze cycle, remove the mold, and reload. Cycle time runs 4-6 minutes per mold depending on operator skill. These work for low-volume production (under 30 molds per shift) or when you're running multiple different patterns daily and setup flexibility matters more than speed. We still ship manual machines to tool rooms and prototype foundries where batch sizes are 5-20 pieces.
Semi-automated machines handle the squeeze and clamp cycle automatically but require manual pattern loading and mold extraction. The operator places the pattern, presses start, and the machine runs through sand fill, compaction, and clamp-up without further input. Cycle time drops to 2.5-3.5 minutes because the hydraulic sequence is programmed and repeatable. This tier makes sense when you're running 50-120 molds per shift on 3-5 different patterns — you get consistent compaction without paying for full automation.
Fully automated lines integrate pattern handling, sand delivery, mold compaction, and mold transfer into a continuous cycle. The operator monitors the HMI and handles pattern changeovers. Cycle time hits 1.5-2 minutes per mold, and you can sustain 200+ molds per 8-hour shift. The PLC controls sand dosing accuracy (±2% by weight), compaction pressure (±3 bar), and cure time, so every mold comes out identical. We program these systems with Siemens S7-1200 or Mitsubishi FX5U PLCs, and the remote diagnostics module lets your maintenance team pull error logs without flying someone to the site.
The cost jump between tiers is significant. A manual 800×600 machine runs around $45,000-$55,000. Semi-auto adds $20,000-$30,000 for the automated hydraulic sequencing and PLC. Full automation adds another $60,000-$80,000 for pattern handling, conveyor integration, and advanced control systems. The payback calculation is straightforward: if your labor cost per mold exceeds the incremental machine cost divided by expected mold output over 3-5 years, automation pays for itself. Most export buyers in North America and Europe hit that threshold around 80-100 molds per shift.
Installation Footprint and Ceiling Height Constraints
Machine datasheets list "overall dimensions," but they don't tell you whether the equipment actually fits your facility or whether you'll need structural modifications before installation.
A standard 1000×800 resin sand casting machine occupies roughly 4.5m × 3.5m of floor space, but you need an additional 1.5-2m clearance on the loading side for pattern handling and 1m on the discharge side for mold removal. If you're integrating a conveyor system for automated mold transfer, add another 3-4m for the conveyor run. Total footprint becomes 9-10m × 4-5m when you account for operator access and maintenance clearance.
Ceiling height matters more than most buyers expect. The machine's vertical stroke (the distance the upper platen travels during mold opening) determines minimum ceiling clearance. For an 800×600 machine with 400mm stroke, you need at least 3.2m floor-to-beam height to allow for pattern removal and overhead crane access. Larger machines with 600-800mm stroke require 4-5m clearance. We've had buyers order equipment and then discover their existing building has 3.5m ceilings — the machine physically fits, but they can't lift patterns in and out without hitting the roof structure.
Retrofit projects add another layer of complexity. If you're adding a resin sand line to a facility that already runs clay sand or lost foam, the new machine needs to interface with your existing sand handling system. Our engineering team designs the material flow during the quotation stage — we'll calculate hopper capacity, conveyor speeds, and whether your current dust collection system can handle the additional load. This isn't extra service; it's necessary to avoid discovering integration problems after the equipment arrives.

PLC Control Systems and Remote Diagnostics
The control system determines whether your maintenance team can troubleshoot a fault in 20 minutes or whether you're waiting three days for a technician to fly in. We use Siemens or Mitsubishi PLCs (buyer's choice) with English, Spanish, or Arabic HMI interfaces. The program includes all hydraulic sequencing, pressure monitoring, sand dosing control, and fault diagnostics.
Remote diagnostics run through a 4G module built into the control cabinet. When a sensor fails or a hydraulic valve sticks, the PLC logs the fault code and sends an alert to your maintenance team's phone. Your technician can log into the system remotely, pull the error history, check real-time sensor readings, and adjust parameters without opening the cabinet. We've diagnosed and resolved 60-70% of service calls this way — a proximity sensor that drifted out of range, a pressure switch that needed recalibration, a timer setting that got changed accidentally during pattern changeover.
The alternative is buying from a reseller who doesn't control the PLC programming. They source the machine from a third-party manufacturer, install a generic control system, and hand you a manual. When something breaks, they can't access the program logic because they didn't write it. You're stuck waiting for the original manufacturer to respond, and if that manufacturer is in another country with a 12-hour time difference, your line sits idle for days.
We maintain the source code for every control system we ship. If you need a parameter changed, a new pattern profile added, or a sensor threshold adjusted, we can push the update remotely or send you the modified program file with instructions. This matters more as your production evolves — six months after installation, you're running different casting weights, different sand formulations, or different cure times, and the machine needs to adapt.
Container-Friendly Modular Frame Design
Export buyers care about landed cost, and landed cost includes freight. A resin sand casting machine that ships in one piece costs 40-50% more to transport than a modular design that breaks down into container-friendly sections.
Our machines use a modular frame system where the base, columns, upper platen, and hydraulic power unit ship as separate assemblies. An 800×600 machine fits into one 40HQ container (12.03m × 2.35m × 2.69m internal dimensions). A 1200×1000 machine ships in two containers. The frame sections bolt together on-site using precision-machined alignment pins and grade 10.9 fasteners — no welding, no machining, no alignment adjustments beyond what a torque wrench and dial indicator can handle.
This isn't just about freight savings. Modular design means you can move the machine later if your facility layout changes. We've had buyers relocate equipment to a different building three years after installation — they unbolt the frame, load it onto trucks, and reassemble it in the new location over a weekend. A welded one-piece frame would require cutting, transport as oversized cargo, and re-welding with post-weld stress relief.
The hydraulic and electrical systems follow the same logic. Hydraulic hoses use quick-disconnect fittings with color-coded tags. Electrical connections run through numbered terminal blocks with matching labels on both the cabinet and the machine side. Your installation team doesn't need to read hydraulic schematics or trace wire numbers — they match the colors and numbers, tighten the fittings, and the system is ready for commissioning.
Matching Machine Specs to Your Production Reality
The selection process starts with three questions: what's your largest flask size, what's your target output per shift, and what's your facility's ceiling height?
If you're running 600×500 to 800×600 flasks at 40-60 molds per shift, a semi-automated 150-ton machine covers most scenarios. You get consistent cycle times, programmable compaction pressure, and enough clamping force for iron and aluminum castings up to 30 kg. Installation fits into a standard 6m × 4m floor space with 3.5m ceiling clearance.
If you're targeting 100+ molds per shift on 1000×800 or larger flasks, full automation becomes necessary. Manual loading can't sustain that pace across an 8-hour shift, and operator fatigue leads to inconsistent sand fill and compaction. The fully automated line costs more upfront, but the labor savings and quality consistency pay back within 18-24 months at that production volume.
If you're adding resin sand capacity to an existing foundry, send us your current layout, ceiling height, and available floor space during the RFQ stage. Our engineering team will design the material flow, calculate whether your existing sand handling system can supply the new machine, and confirm that the equipment fits through your building's doors and aisles before you commit to the purchase. We've caught installation problems at the quotation stage that would have cost $15,000-$20,000 to fix after delivery.
For more details on complete resin sand production systems, see our resin sand production line page. If you're comparing resin sand to other molding methods, our guide on clay sand vs resin sand molding systems covers the cost and quality trade-offs. Ready to spec a machine for your facility? Send us your flask dimensions and target output — we'll recommend the exact configuration with factory commissioning data from similar installations.
Common Selection Mistakes and How to Avoid Them
Under-speccing clamping force for future casting types. Buyers size the machine for their current product mix (gray iron, simple gating) and then add steel castings or bottom-pour systems later. The molds start flashing at the parting line because the clamping force is 20-30% short. If there's any chance you'll pour steel or use pressurized gating in the next 2-3 years, spec the next clamping force tier up. The cost difference is $8,000-$12,000; the cost of replacing an under-spec'd machine is $50,000+.
Choosing full automation for low-volume, high-mix production. Fully automated lines excel at repeatable high-volume runs. They're inefficient when you're changing patterns every 20-30 molds because the setup time (loading new pattern profiles, adjusting sand dosing, recalibrating sensors) eats into the cycle time advantage. If you're running 10-15 different patterns per week at 20-50 molds each, semi-auto gives you better flexibility without the automation overhead.
Ignoring installation access during equipment selection. The machine fits through the factory door, but the hydraulic power unit doesn't. Or the upper platen clears the door, but the crane can't lift it high enough to clear the door frame. We've seen buyers rent a mobile crane and remove roof panels to get equipment into the building — $5,000-$8,000 in unplanned costs. Send us photos of your building access points (door dimensions, ceiling height, floor load capacity) during quotation. We'll confirm the equipment can be delivered and installed without structural modifications.
Buying based on price without verifying PLC support. The lowest-price machine often comes with a generic PLC program and no remote access. When a fault occurs, you're emailing screenshots of error codes to a supplier who may or may not respond within 24 hours. The $10,000 you saved upfront costs you $2,000-$3,000 per day in lost production when the line goes down. Verify that the supplier maintains the PLC source code and offers remote diagnostics before you sign the purchase order.
What to Request During RFQ
When you're comparing resin sand casting machine quotes, ask for these specific items:
- Mold size and clamping force with application confirmation. Don't just accept "suitable for your needs." Ask the supplier to confirm the clamping force calculation based on your specific flask size, casting weight, and metal type. We provide a written calculation showing parting area, metal pressure, and safety factor.
- Cycle time data from a similar installation. "2 minutes per mold" means nothing without context. Ask for commissioning reports from a machine running similar flask sizes and casting types. We send factory test data showing actual cycle times measured during pre-shipment commissioning.
- PLC brand, model, and remote access capability. Verify whether the control system supports remote diagnostics and whether the supplier maintains the source code. Ask for a sample HMI screenshot showing the interface language and parameter access levels.
- Installation footprint drawing with clearance zones. Request a CAD layout showing the machine footprint, operator access areas, and required clearances. This should include ceiling height requirements and any special foundation or floor loading considerations.
- Modular frame design and container loading plan. If you're importing, ask how the machine breaks down for shipping and how many containers it requires. Request photos or drawings of the frame connection points to verify that field assembly doesn't require welding or precision machining.
- Spare parts list and lead times. Ask for a recommended spare parts kit covering the first year of operation. Verify lead times for critical components like hydraulic seals, proximity sensors, and solenoid valves. We ship a first-year spare parts kit with every machine — it includes the consumables you'll actually need, not a generic list.

Liu Haoran is the Resin Sand Production Line Technical Manager at TZFoundry. Over 11 years of hands-on work with furan, phenolic, and coated sand systems, he has commissioned 40+ resin sand lines for export buyers and developed binder dosing protocols...