Most foundries discover their resin sand line is undersized six months after commissioning — when they're running two shifts to meet demand and the mixer becomes the bottleneck. Or they spec a furan binder system for ductile iron work, then realize the fume extraction wasn't sized for it. The purchase decision looks straightforward until you're standing on the factory floor watching molds crack because someone saved $8,000 on a reclamation plant that should have been part of the original order.
A resin sand production line is the complete equipment chain that mixes silica sand with resin binder, forms molds or cores, and reclaims used sand for reuse. For foundries casting ferrous and non-ferrous parts, it's the system that determines your mold quality, binder consumption, and sand cost per ton of castings.
The Core Equipment Chain: What You're Actually Buying
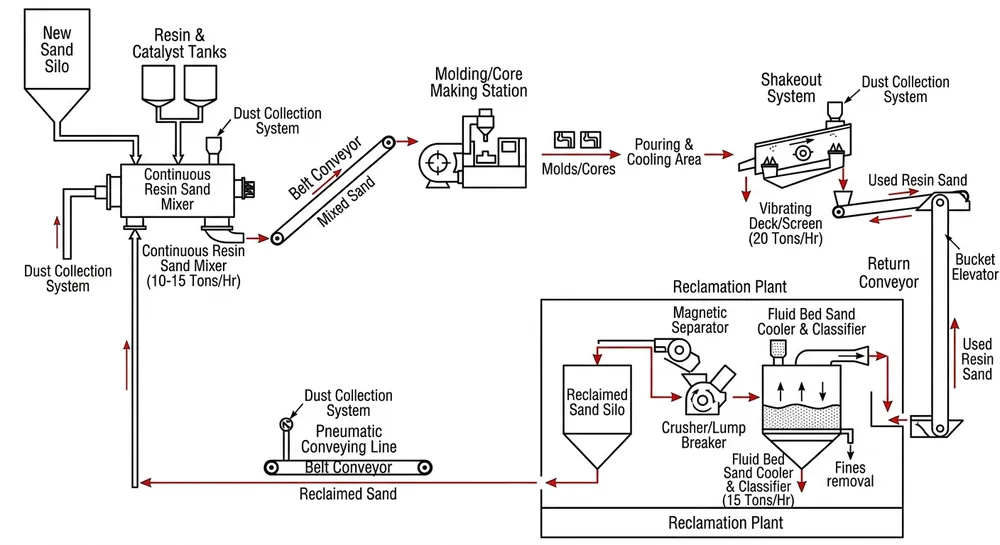
A complete resin sand line includes four functional stages, and each one affects the others. Undersize one component and the entire line runs at the speed of your slowest piece.
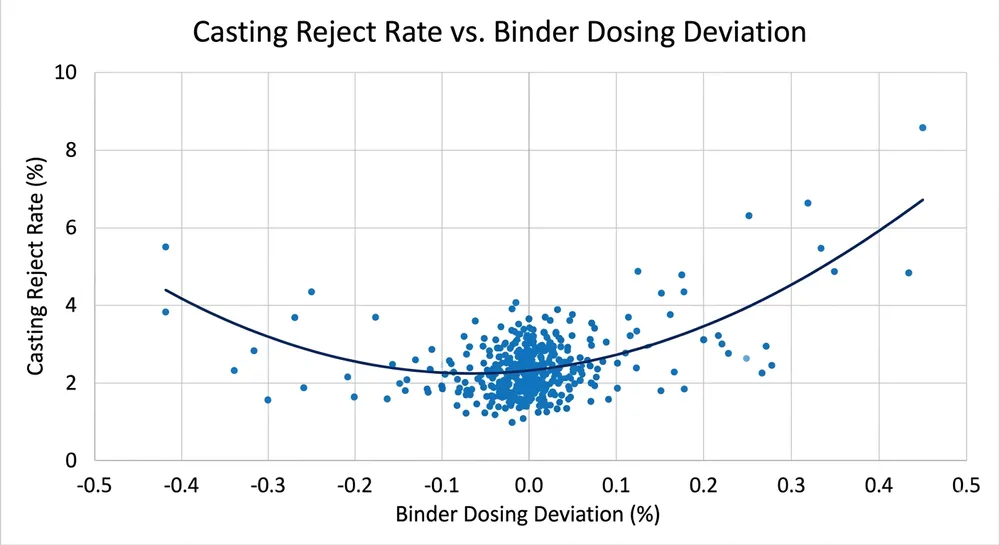
Resin sand mixer — the heart of the system. Continuous mixers feed molding machines at steady rates (5-20 tons/hour typical). Batch mixers work for core production or smaller foundries (0.5-3 tons per batch). Mixing time runs 90-180 seconds depending on binder type. The critical spec is binder dosing accuracy: ±2% is acceptable for furan systems, ±1% for phenolic if you're chasing tight dimensional tolerances on aluminum castings.
Molding or core-making station — where mixed sand forms the actual mold. For high-volume work, this is usually a flaskless molding line or a core shooter. Cycle time here sets your throughput target. If your molding machine runs 120 molds/hour and each mold uses 80 kg of sand, your mixer needs to deliver 9.6 tons/hour minimum. Add 20% margin for startup waste and batch variations.
Shakeout and sand return system — conveyors and elevators that move used sand from casting shakeout back to reclamation. Dust extraction happens here. Underestimate this and you'll have sand piling up on the floor while your reclamation plant sits idle.
Sand reclamation plant — mechanical or thermal systems that strip resin coating from used sand so it can be remixed. Recovery rates run 92-96% for mechanical reclamation, 85-90% for thermal (the higher temperature burns off more fines). A 10-ton/hour molding line generates roughly 8 tons/hour of reclaimable sand after accounting for sand lost in castings and spillage.

Binder System Selection: Furan, Phenolic, or Sodium Silicate
Binder chemistry drives your operating cost, cure behavior, and emission profile. Most buyers focus on resin price per ton, but the real cost is resin consumption per ton of castings plus the downstream effects on reclamation and fume extraction.
| Binder Type | Resin Cost ($/ton sand) | Cure Time | Typical Addition Rate | Surface Finish | Fume Level | Best For |
|---|---|---|---|---|---|---|
| Furan | $45-65 | 20-40 sec | 1.2-1.8% | Excellent | High | Ferrous castings, complex cores |
| Phenolic urethane | $55-75 | 15-30 sec | 1.0-1.5% | Excellent | Medium | Aluminum, high-volume production |
| Sodium silicate (CO₂) | $25-40 | 5-15 sec | 3.5-5.0% | Good | Low | Large ferrous castings, lower precision |
Furan resin systems dominate ferrous work because they handle the thermal shock of molten iron (1400°C+) without breaking down. The fumes are strong — you need 2,000-3,000 m³/hour extraction per ton/hour of mixing capacity. We've commissioned lines where buyers skipped the fume scrubber to save $15,000, then couldn't keep workers on the mixing floor.
Phenolic urethane systems cure faster and produce less odor, which is why aluminum foundries prefer them. The resin costs more per kilogram, but you use less of it (1.0-1.5% vs 1.2-1.8% for furan), so the per-ton cost often lands within 10% of furan. The catch: phenolic is more sensitive to humidity. If your facility runs above 70% relative humidity without climate control, you'll see inconsistent cure times.
Sodium silicate systems use CO₂ gas to harden the sand instead of a chemical catalyst. Resin cost is lowest, but you're adding 3.5-5.0% binder by weight — nearly triple the furan rate. For large castings where dimensional precision isn't critical (manhole covers, counterweights, agricultural parts), the economics work. For precision work, the higher binder content makes sand reclamation harder and increases breakage risk during shakeout.
(Note: if you're running both ferrous and non-ferrous work, don't try to use one binder system for everything. The cost savings from a single resin tank disappear when you're rejecting aluminum castings because the furan binder left surface defects.)
Factory Layout Requirements: Floor Space, Utilities, and Material Flow
A 10-ton/hour resin sand line needs 800-1,200 m² of floor space depending on configuration. That's not just equipment footprint — it's the working envelope for maintenance access, sand storage, and forklift traffic.
Ceiling height: Minimum 6 meters for bucket elevators and dust collection ductwork. Standard designs assume 8 meters. If your facility has lower ceilings, the equipment can be reconfigured horizontally, but expect to add 15-20% to your floor space requirement and pay for custom engineering.
Floor loading: Resin sand mixers and reclamation plants are heavy. A 5-ton/hour continuous mixer weighs 3,500 kg empty, plus another 2,000 kg when the mixing chamber is full. Sand storage silos add point loads of 8-12 tons depending on capacity. Your facility needs 5-8 kN/m² floor loading capacity in the equipment zone. Older buildings with wooden joist floors won't support this without reinforcement.
Crane access: You'll need overhead lifting for mixer maintenance (the mixing blades wear and need replacement every 6-12 months depending on sand abrasiveness). A 3-ton hoist with 4-meter hook height covers most maintenance tasks. If you don't have an overhead crane, budget for a mobile gantry or plan to rent a crane for annual service.
Utility connections:
- Electrical: 380V three-phase, 150-200 kW for a 10-ton/hour line (mixer, conveyors, dust collectors, reclamation plant)
- Compressed air: 0.6-0.8 MPa, 2-3 m³/min for pneumatic valves and core shooters
- Dust extraction: 8,000-12,000 m³/hour airflow for a 10-ton/hour line, routed to a bag filter or cyclone separator
Material flow matters more than most buyers realize. Sand moves in a loop: new sand enters at the mixer, used sand returns from shakeout, reclaimed sand feeds back into the mixer. If your shakeout area is 50 meters from the mixer, you're paying for 50 meters of enclosed screw conveyors or pneumatic transport. We've seen buyers try to save money with open belt conveyors, then spend twice that amount six months later enclosing them because dust complaints shut down production.

Sand Reclamation Economics: When It Pays for Itself
New silica sand costs $40-80 per ton depending on your location and grain size spec. Resin binder costs $1,200-1,800 per ton. If you're running 10 tons/hour of sand through your line, that's 80 tons per 8-hour shift. Without reclamation, you're buying 80 tons of new sand and disposing of 80 tons of used sand daily.
A mechanical reclamation plant recovers 92-96% of that sand. At 95% recovery, you're only buying 4 tons of new sand per shift to replace losses. The math:
- Without reclamation: 80 tons/day × $60/ton = $4,800/day in sand cost, plus disposal fees
- With reclamation: 4 tons/day × $60/ton = $240/day in sand cost
- Daily savings: $4,560
A 10-ton/hour mechanical reclamation plant costs $85,000-120,000 depending on configuration. Payback period runs 20-30 days of production. Even if you're only running one shift, payback happens in 60-90 days.
Thermal reclamation plants cost more ($150,000-200,000 for 10-ton/hour capacity) because they include a rotary kiln and afterburner for fume control. Recovery rate is lower (85-90%) because the high temperature burns off fine particles. The advantage: thermal reclamation strips resin more completely, so reclaimed sand performs closer to new sand. For precision aluminum casting where mold surface finish is critical, the extra cost makes sense. For general ferrous work, mechanical reclamation is sufficient.
The mistake we see: buyers who skip reclamation on the initial order, planning to add it later. Six months in, they realize they're spending $80,000-100,000 annually on sand that could have been reclaimed. By then, they're also dealing with used sand disposal costs and the logistical headache of coordinating a reclamation plant installation while production is running.
Supplier Qualification Checklist: What to Verify Before You Pay
Resin sand equipment ships in containers and gets commissioned on your floor. If the supplier doesn't know what they're doing, you're the one who pays for the rework. Here's what to check:
ISO 9001 certification — not just a certificate on the wall, but an active quality management system. Ask for the certificate number and verify it with the issuing body. ISO 9001 means the supplier has documented processes for design review, incoming inspection, and final testing. It doesn't guarantee perfect equipment, but it means there's a system in place when something goes wrong.
Commissioning support — who travels to your site, and what's included? Standard practice: the supplier sends a commissioning engineer for 5-7 days to supervise installation, run test batches, and train your operators. Get this in writing. Some suppliers quote "remote commissioning" (video calls while your team does the work), which can work if your team has experience, but it's not the same as having their engineer on-site.
Container-optimized design — equipment should break down into modules that fit 40HQ containers (12.03m × 2.35m × 2.69m internal dimensions) without wasted space. A 10-ton/hour line typically ships in 2-3 containers. If the supplier quotes 5 containers for the same capacity, you're paying extra freight for poor packaging. We design our mixer frames to nest inside the reclamation plant's structural supports during shipping — that's the kind of detail that separates export-focused manufacturers from domestic suppliers trying to break into overseas markets.
Spare parts availability — ask for a recommended spare parts list with lead times. Critical wear items for a resin sand line: mixer blades (replace every 6-12 months), conveyor belts, pneumatic seals, proximity sensors, solenoid valves. If the supplier can't provide a parts list with part numbers and prices, you'll be scrambling when something breaks at 2 AM on a Saturday.
Control system documentation — PLC programs should come with ladder logic printouts and I/O lists in English (or your preferred language). If you need to troubleshoot a sensor failure, your electrician needs to know which input terminal corresponds to which physical device. We provide full electrical schematics and PLC source code with every line — it's your equipment, you should be able to service it without calling us for every minor issue.
Reference installations — ask for contact information for 2-3 customers who bought similar equipment in the past 2 years. Call them. Ask about commissioning experience, equipment reliability, and how responsive the supplier was when problems came up. If the supplier won't provide references, that's a red flag.
Equipment Sizing: Matching Capacity to Your Casting Output
The most common sizing mistake: calculating mixer capacity based on current production, then discovering you're at 90% capacity utilization within a year. Size for your 3-year production target, not today's output.
Sizing formula:
- Determine your target casting output (tons/hour)
- Calculate sand-to-metal ratio for your typical castings (usually 3:1 to 8:1 depending on casting size and complexity)
- Add 20% margin for startup waste and batch variations
- Match mixer capacity to molding machine consumption rate
Example: You're casting ductile iron pump housings, 500 kg average casting weight, targeting 2 tons/hour of finished castings. Sand-to-metal ratio for this type of work runs about 5:1. That's 10 tons/hour of sand consumption. Add 20% margin = 12 tons/hour mixer capacity.
Your resin sand mixer should be rated for 12-15 tons/hour continuous operation. The reclamation plant should match: 12 tons/hour input capacity with 95% recovery gives you 11.4 tons/hour of reclaimed sand, which covers your consumption with a small buffer for new sand addition.
Undersizing the reclamation plant is expensive. If your mixer runs 12 tons/hour but your reclamation plant only handles 8 tons/hour, the remaining 4 tons/hour of used sand piles up. You'll need temporary storage (more floor space, more conveyors) and you're still buying new sand to make up the difference.

Common Buying Mistakes and How to Avoid Them
Mistake 1: Over-specifying mixer capacity without matching reclamation — Buyers see a 20-ton/hour mixer for only $15,000 more than the 10-ton/hour model and figure they're future-proofing. Then they pair it with a 10-ton/hour reclamation plant because "we're only running 8 tons/hour today." Six months later, they're running two shifts and the reclamation plant is the bottleneck. The mixer sits half-idle while they're buying new sand to keep up.
Mistake 2: Ignoring dust extraction requirements — Resin sand mixing generates dust. Shakeout generates more dust. If you don't spec adequate extraction (8,000-12,000 m³/hour for a 10-ton/hour line), you'll fail air quality inspections or lose workers to respiratory complaints. Budget $25,000-40,000 for a proper bag filter system with automatic pulse cleaning. Trying to save money with a basic cyclone separator doesn't work — the fine resin-coated particles pass straight through.
Mistake 3: Underestimating floor space — Equipment footprint is one thing. Working space is another. You need room for a forklift to deliver sand bags, space for an overhead crane to access the mixer for blade replacement, and clearance for maintenance access to the reclamation plant's crushing chamber. Add 30-40% to the equipment footprint for realistic space planning.
Mistake 4: Choosing binder system based on resin price alone — Sodium silicate resin costs half what furan costs per kilogram, but you're using 3-4 times as much of it per ton of sand. The per-ton cost ends up similar, and you're dealing with harder sand reclamation and lower dimensional accuracy. Match the binder system to your casting requirements first, then optimize cost within that constraint.
Mistake 5: Skipping the spare parts kit — Standard spare parts kits cost $3,000-5,000 and cover the consumables you'll need in the first year: mixer blades, conveyor belts, pneumatic seals, sensors. Without them, you're waiting 4-6 weeks for international shipping when a $200 proximity sensor fails and stops your entire line.
Furan vs Phenolic: The Real Decision Factors
The furan-versus-phenolic debate comes up on every resin sand line quote. Here's what actually matters:
Furan systems handle higher pouring temperatures, which is why they dominate ferrous casting. Ductile iron at 1400°C, gray iron at 1350°C — furan resin holds up through the thermal shock without gas defects. Cure time runs 20-40 seconds depending on catalyst type and ambient temperature. The fumes are strong (formaldehyde and furfuryl alcohol), so you need serious extraction — 2,000-3,000 m³/hour per ton/hour of mixing capacity, plus a scrubber if you're in a jurisdiction with strict VOC limits.
Binder addition rate: 1.2-1.8% by weight. For a 10-ton/hour line, that's 120-180 kg/hour of resin consumption. At $1,400/ton resin cost, you're spending $168-252/hour on binder. Reclamation becomes critical — without it, you're also throwing away that resin with the used sand.
Phenolic urethane systems cure faster (15-30 seconds) and produce less odor, which matters if your mixing area is near other production zones. Aluminum foundries prefer phenolic because the lower pouring temperature (700-750°C) doesn't require the thermal stability of furan, and the faster cure time means higher production rates.
Binder addition rate: 1.0-1.5% by weight. Lower consumption partially offsets the higher resin cost ($1,600-1,800/ton). The real advantage: phenolic-coated sand reclaims more easily in mechanical systems because the resin film is thinner and more brittle. Recovery rates run 94-96% vs 92-94% for furan.
The catch: phenolic is humidity-sensitive. Above 70% relative humidity, cure time becomes inconsistent. If your facility doesn't have climate control and you're in a humid region (Southeast Asia, Gulf Coast, tropical climates), you'll need to add dehumidification or accept variable cure times.
For furan resin sand production lines, we typically recommend enclosed mixing chambers with local extraction to contain fumes at the source. For phenolic systems, general ventilation is usually sufficient unless you're running very high throughput (20+ tons/hour).
When to Add a Coating Plant to Your Line
A resin sand coating plant pre-coats sand grains with resin in a separate process, then stores the coated sand for later use. This is different from continuous mixing, where resin is added immediately before molding.
Coating plants make sense when:
- You're running multiple molding machines and want to centralize resin mixing
- You need consistent sand properties across different shifts or operators
- You're doing core production where work time (time between mixing and hardening) needs to be tightly controlled
- You want to reduce resin waste from mixed sand that hardens before it's used
The economics: a coating plant adds $60,000-90,000 to your line cost for 5-10 tons/hour capacity. You save 5-10% on resin consumption through better mixing uniformity and reduced waste. Payback runs 12-18 months if you're running high volume (two shifts or more). For smaller operations or foundries just starting with resin sand, continuous mixing is more cost-effective.
Getting Your Layout Right: Lessons from 40+ Installations
We've commissioned resin sand lines in facilities ranging from 2,000 m² job shops to 50,000 m² production foundries. The layout mistakes are consistent:
Mistake: Locating the mixer too far from the molding area — Every meter of distance adds conveyor cost and introduces potential failure points. Ideal distance: 10-15 meters from mixer discharge to molding machine input. Beyond 25 meters, you're adding pneumatic transport or multiple conveyor stages, which means more maintenance and more places for sand to jam.
Mistake: Inadequate sand storage — You need buffer capacity for new sand (2-3 days of consumption) and temporary storage for reclaimed sand during reclamation plant maintenance. For a 10-ton/hour line running one shift, that's 160 tons of storage minimum. At 1.6 tons/m³ bulk density for silica sand, you need 100 m³ of silo or bin capacity. Most buyers underestimate this by half.
Mistake: Poor access for maintenance — Mixer blades wear and need replacement. Reclamation plant crushing chambers need periodic inspection. Conveyor belts need tensioning. If you can't get a forklift or overhead crane to these locations, you're doing maintenance the hard way. Leave 3-4 meters of clear space around major equipment for access.
Mistake: Ignoring future expansion — If your business plan shows 50% growth in three years, leave space for a second molding line or a larger reclamation plant. Adding capacity later is cheaper than relocating equipment because you ran out of floor space.
The layout we recommend for most buyers: mixer and reclamation plant on one side of the production floor, molding and shakeout on the other side, with conveyors running overhead or in floor trenches to keep traffic lanes clear. Sand storage silos go outside if possible (saves floor space and simplifies truck delivery), with screw conveyors feeding into the building.
What to Send When You Request a Quote
The more specific your RFQ, the more accurate the quote. Here's what helps:
Casting specifications:
- Alloy type (ductile iron, gray iron, aluminum, etc.)
- Typical casting weight range
- Target production rate (tons/hour or castings/hour)
- Required surface finish or dimensional tolerance
Facility constraints:
- Available floor space (length × width)
- Ceiling height
- Floor loading capacity (kN/m²)
- Overhead crane availability and capacity
Binder preference (if you have one):
- Furan, phenolic, sodium silicate, or open to recommendation
- Any environmental restrictions (VOC limits, odor concerns)
Reclamation requirements:
- Mechanical or thermal (or open to recommendation based on casting type)
- Target recovery rate
Utilities available:
- Electrical supply (voltage, phase, available capacity)
- Compressed air (pressure, flow rate)
- Dust extraction (existing system or needs to be included)
With this information, we can provide equipment sizing, layout drawings, and factory pricing within 3-5 business days. If you're not sure about some of these details, send what you have — we'll ask follow-up questions to fill in the gaps.
For a detailed quote on a complete resin sand production line with equipment sizing, layout recommendations, and container shipping logistics, request a quote with your casting specifications and facility constraints.

Liu Haoran is the Resin Sand Production Line Technical Manager at TZFoundry. Over 11 years of hands-on work with furan, phenolic, and coated sand systems, he has commissioned 40+ resin sand lines for export buyers and developed binder dosing protocols...