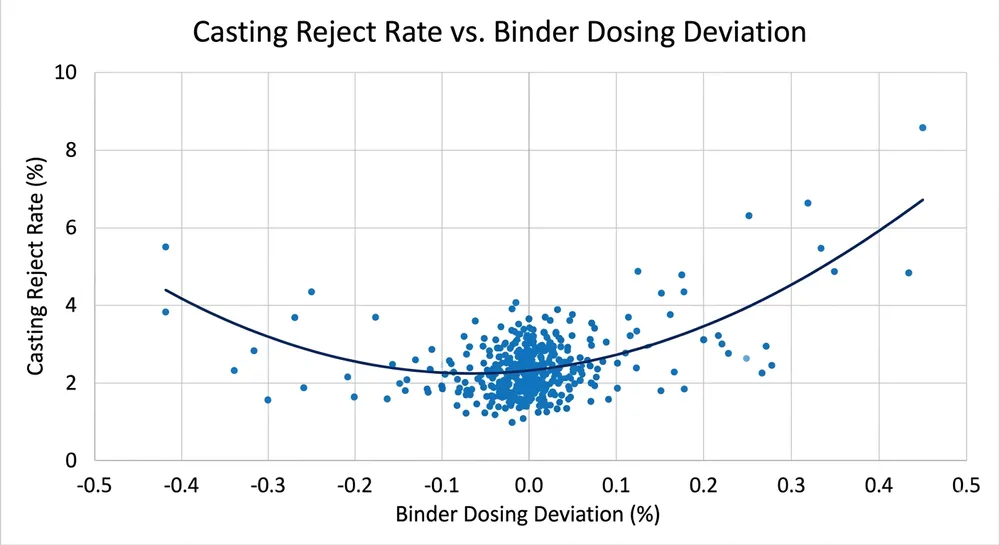
A 2% over-dose on furan resin across a 50-ton daily sand batch costs you $180 in wasted binder per day — $65,000 annually. A 2% under-dose gives you molds that crack during pouring, hot tears in your castings, and a reject rate that climbs from 3% to 8%. We've seen both scenarios dozens of times during commissioning visits, and the root cause is almost always the same: the mixer was never properly calibrated after installation, or the calibration drifted and nobody caught it.
Binder dosing accuracy isn't a nice-to-have. It's the difference between a resin sand line that runs at 1.2% addition rate with zero strength complaints and one that burns through 1.5% resin while still generating scrap. This guide walks through the calibration procedure we use at TZFoundry when commissioning Resin Sand Mixers — the same steps that cut binder consumption by 12% across our customer base without weakening mold strength.
Why Dosing Calibration Fails (and What It Costs You)
Most resin sand mixers ship with factory-set dosing parameters based on standard conditions: 20°C sand temperature, 4-6% moisture content, furan resin at 1.2% addition rate. Your actual production floor runs at 28°C in summer, your reclaimed sand comes in at 8% moisture after washing, and you're mixing phenolic urethane at 1.5% for high-temperature iron castings. The factory settings don't apply.
When dosing drifts out of spec, you see it in three places:
Binder waste: Over-dosing by 0.2-0.3% sounds minor until you calculate annual consumption. A foundry mixing 50 tons of sand daily at 1.5% target rate uses 750 kg of resin per day. A 0.2% over-dose adds 100 kg daily — 36 tons of wasted resin per year. At $2,500/ton for furan resin, that's $90,000 in unnecessary binder cost.
Casting rejects: Under-dosing shows up as low tensile strength in sand specimens (you're targeting 0.35 MPa but measuring 0.22 MPa), which translates to mold cracking during metal pouring, hot tears in castings, and poor shakeout. We tracked one customer's reject rate over six months after calibration — it dropped from 7.2% to 2.8% once their actual binder addition matched their target spec.
Inconsistent batch quality: The worst scenario is dosing that varies batch-to-batch because the pump flow rate isn't verified or the weigh-scale tolerance is too loose. You get molds that pass strength testing in the morning and fail in the afternoon, and your QC team can't figure out why.

Pre-Calibration Checks: Verify Your Baseline Before Adjusting Ratios
You can't calibrate dosing until you know your equipment is measuring accurately. We run these four checks before touching any binder ratio settings.
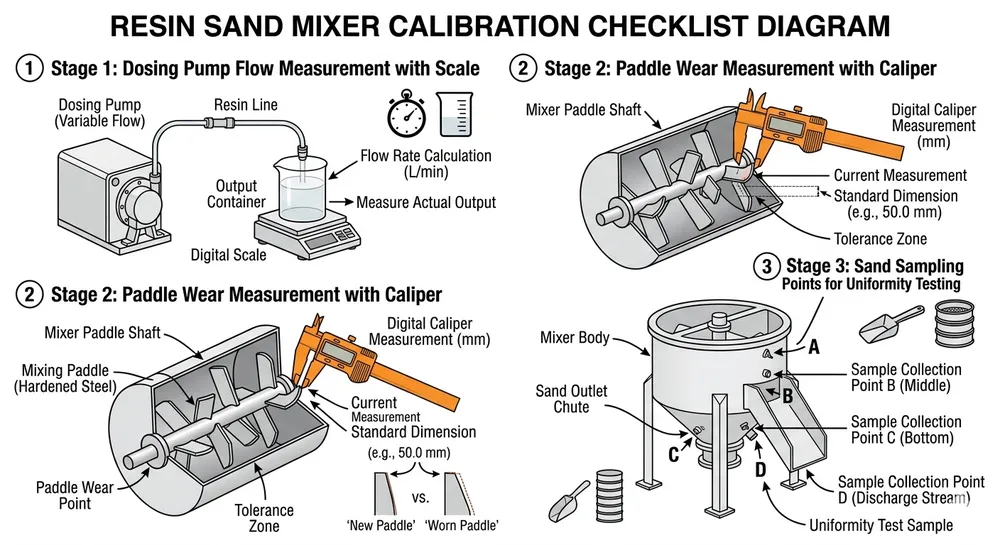
1. Pump flow rate verification
Disconnect the binder feed line from the mixer and run the pump into a graduated container for 60 seconds. Weigh the output. Your pump datasheet lists the rated flow (typically 8-15 L/min for continuous mixers, 2-5 L/min for batch mixers). If measured flow is more than 5% off the rated spec, the pump diaphragm is worn or the pressure regulator needs adjustment.
We replaced a customer's binder pump last year because flow had dropped from 12 L/min to 9.2 L/min over 18 months of operation. Their PLC was commanding 1.2% addition, but actual delivery was 0.92% — they'd been compensating by cranking the setpoint to 1.55% without realizing the pump was the problem.
2. Weigh-scale accuracy check
Place calibrated test weights on the sand weigh hopper (use weights that span your typical batch size — 50 kg, 100 kg, 200 kg). The scale should read within ±0.5% of the known weight. If your scale drifts beyond ±1%, recalibrate it before proceeding. A 2% scale error on a 500 kg sand batch means your binder calculation is off by 10 kg of sand — enough to throw your resin percentage from 1.2% to 1.32%.
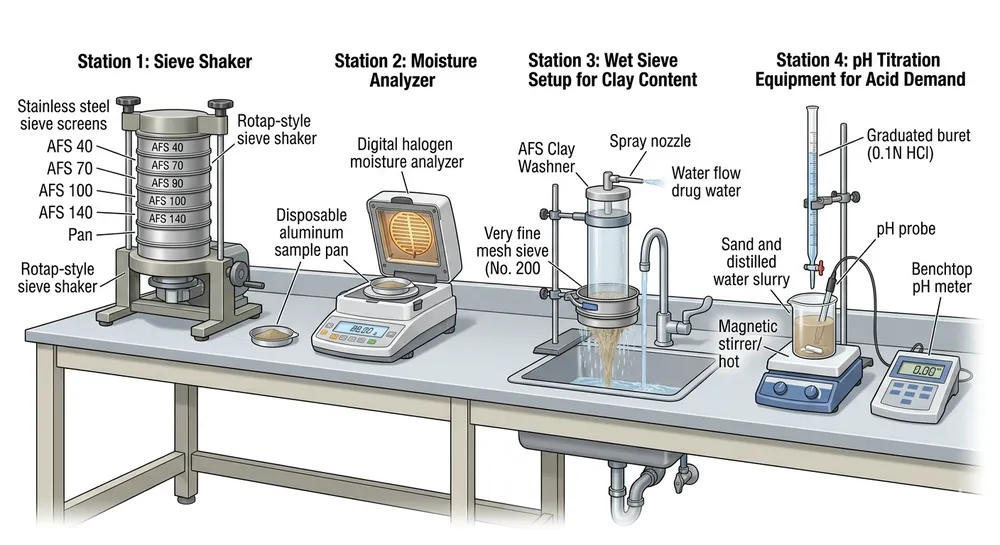
3. Sand moisture content measurement
Take three sand samples from your reclaimed or new sand supply. Weigh 100g of each sample, dry in an oven at 105°C for 2 hours, then reweigh. Moisture content = (wet weight – dry weight) / wet weight × 100%. Record the average. High moisture (above 6%) affects binder reactivity and can require catalyst ratio adjustment. We've seen foundries running 8-9% moisture on washed reclaimed sand without realizing it — their molds were setting too slowly because the excess water was diluting the catalyst.
4. Sand temperature monitoring
Install a temperature probe in your sand storage hopper or measure sand temperature at the mixer inlet. Furan and phenolic resin cure rates are highly temperature-dependent. Sand at 15°C needs more catalyst than sand at 30°C to achieve the same 8-12 minute strip time. If your sand temperature swings more than 10°C between winter and summer, you need seasonal calibration adjustments (or a PLC with automatic temperature compensation, which we'll cover later).

Step-by-Step Calibration Procedure
This procedure applies to both continuous and batch resin sand mixers. The difference: continuous mixers adjust dosing on the fly based on sand feed rate, while batch mixers dose a fixed quantity per batch cycle. The calibration logic is the same.
Step 1: Set your target binder addition rate
Start with your resin supplier's recommended addition rate for your sand type and casting application. Typical ranges:
- Furan resin (furfuryl alcohol): 1.0-1.5% by sand weight
- Phenolic urethane: 1.2-1.8% by sand weight
- Alkaline phenolic (sodium silicate): 2.5-4.0% by sand weight
For this example, we'll use furan resin at 1.2% target rate.
Step 2: Calculate binder mass per batch
For a 500 kg sand batch at 1.2% addition rate: Binder mass = 500 kg × 0.012 = 6.0 kg
Your mixer PLC should have a parameter screen where you enter this value (or it calculates automatically from sand weight × percentage). On Siemens PLCs, this is typically under "Recipe Parameters" → "Binder A Setpoint." On Mitsubishi systems, look for "Dosing Control" → "Resin Addition."
Step 3: Set catalyst ratio relative to binder
Catalyst (typically PTSA for furan, or proprietary hardeners for phenolic systems) is dosed as a percentage of binder mass, not sand mass. Standard starting ratios:
- Furan + PTSA: 40-60% catalyst by binder weight (higher ratio = faster cure)
- Phenolic urethane: 8-15% hardener by binder weight
- Alkaline phenolic + CO₂: gas flow rate, not liquid catalyst (separate calibration)
For furan at 50% catalyst ratio: Catalyst mass = 6.0 kg binder × 0.50 = 3.0 kg
Enter this in the PLC catalyst parameter. The system will dose binder and catalyst sequentially or simultaneously depending on your mixer configuration.
Step 4: Run test batches and measure tensile strength
Mix three test batches using your calibrated settings. From each batch, prepare three standard AFS (American Foundry Society) tensile test specimens:
- Compact sand into a standard dog-bone mold (50mm × 50mm cross-section)
- Allow specimens to cure for the specified strip time (typically 8-12 minutes for furan)
- Test tensile strength on a universal testing machine
Target tensile strength for furan resin sand: 0.30-0.40 MPa at 10 minutes cure time. If you're consistently below 0.25 MPa, you're under-dosed. Above 0.45 MPa, you're over-dosed (and wasting binder).
Step 5: Adjust and iterate
If tensile strength is low:
- Increase binder addition by 0.1% increments (1.2% → 1.3%)
- OR increase catalyst ratio by 5% (50% → 55%) if strip time is too long
If tensile strength is excessive:
- Decrease binder addition by 0.1% increments
- OR decrease catalyst ratio if strip time is too short (molds setting before you can close the flask)
Run another test batch after each adjustment. Lock in your settings once you hit target strength consistently across three batches.
Step 6: Document your calibration
Record the final parameters in your production log:
- Sand type and supplier
- Binder type, supplier, and lot number
- Binder addition rate (%)
- Catalyst type and ratio (%)
- Sand temperature during calibration
- Sand moisture content
- Tensile strength results (average of 9 specimens)
- Date and operator name
This becomes your baseline. If you change sand suppliers, switch binder lots, or see strength drift over time, you have a reference point to compare against.
Binder-to-Catalyst Ratio Reference Table
These ratios are starting points based on typical foundry conditions. Adjust based on your actual sand temperature and target strip time.
| Resin System | Binder Addition (% by sand weight) | Catalyst Ratio (% by binder weight) | Typical Strip Time | Sand Temp Range |
|---|---|---|---|---|
| Furan (furfuryl alcohol) + PTSA | 1.0-1.5% | 40-60% | 8-12 min | 15-30°C |
| Phenolic urethane + hardener | 1.2-1.8% | 8-15% | 10-15 min | 18-28°C |
| Alkaline phenolic (sodium silicate) + CO₂ | 2.5-4.0% | CO₂ gassing: 2-4% by sand weight | 5-8 min | 20-30°C |
| Cold-box (phenolic + polyisocyanate) + amine gas | 0.8-1.2% (Part A + Part B combined) | Amine gas: 3-6 seconds per mold | Instant cure | 15-35°C |
Temperature compensation rules:
- For every 5°C increase in sand temperature, reduce catalyst ratio by 5% OR reduce strip time expectation by 1-2 minutes
- For every 5°C decrease, increase catalyst ratio by 5% OR extend strip time by 1-2 minutes
Cold sand in winter is the most common cause of "slow-setting" complaints. We've had customers call saying their resin "stopped working" — sand temperature had dropped from 25°C to 12°C overnight and nobody adjusted the catalyst ratio.

Troubleshooting: Mapping Casting Defects Back to Dosing Errors
When casting quality drops, dosing calibration is one of the first things to check. Here's how specific defects connect to binder problems.
| Casting Defect | Likely Dosing Issue | Verification Test | Corrective Action |
|---|---|---|---|
| Hot tears (cracks during solidification) | Under-dosed binder → low mold strength, can't resist thermal stress | Tensile strength < 0.25 MPa | Increase binder by 0.1-0.2% |
| Poor shakeout (sand won't break away from casting) | Over-dosed binder → excessive strength, sand fuses to metal | Tensile strength > 0.50 MPa, sand specimens difficult to break | Reduce binder by 0.1-0.2% |
| Mold cracking before pour | Under-dosed OR catalyst ratio too low → incomplete cure | Strip time > 15 min, low green strength | Increase catalyst ratio by 5-10% |
| Excessive smoke during pour | Over-dosed binder → excess organic decomposition | Binder addition > 1.8% for furan/phenolic | Reduce binder to minimum spec for required strength |
| Inconsistent defects batch-to-batch | Dosing variation → pump wear, scale drift, or temperature swings | Check pump flow rate, scale calibration, sand temp logs | Re-verify pre-calibration checks (Step 1-4 above) |
| Veining (metal penetration into sand) | Under-dosed OR poor sand distribution → weak spots in mold | Uneven tensile strength across specimens from same batch | Check mixer blade wear, mixing time, sand gradation |
The most expensive mistake: assuming the defect is a metallurgical problem (alloy composition, pouring temperature) when it's actually a sand problem. We've seen foundries spend weeks adjusting furnace parameters when the real issue was binder dosing that drifted 0.3% low after a pump diaphragm wore out.
How PLC-Controlled Dosing Automates Calibration (and Prevents Drift)
Manual dosing systems require constant operator attention. You adjust a valve, watch a flow meter, and hope the batch comes out consistent. PLC-controlled systems on TZFoundry mixers eliminate most of that variability.
Automatic temperature compensation: A temperature sensor in the sand hopper feeds real-time data to the PLC. When sand temperature drops from 25°C to 18°C, the PLC automatically increases catalyst ratio by 10% to maintain the same 10-minute strip time. You set the target strip time once during commissioning; the system adjusts catalyst dosing every batch based on current temperature.
Closed-loop flow control: Instead of setting a pump speed and hoping it delivers the right volume, the PLC monitors actual binder mass delivered via a load cell on the binder tank. If the pump is wearing out and flow drops, the PLC extends dosing time to hit the target mass. You see a warning on the HMI screen: "Binder pump flow below spec — schedule maintenance."
Recipe storage and recall: You can store 10-20 different binder recipes in the PLC (furan at 1.2%, phenolic at 1.5%, alkaline phenolic at 3.0%, etc.) and switch between them with a single button press. Each recipe includes binder type, addition rate, catalyst ratio, mixing time, and temperature compensation curve. When you switch from iron castings to aluminum (different resin system), you're not recalibrating from scratch — you're recalling a proven recipe.
Remote diagnostics via 4G module: TZFoundry mixers ship with an optional 4G telemetry module that logs dosing data and sends alerts when parameters drift. We can pull your last 500 batches remotely, see that binder addition has crept from 1.20% to 1.35% over three months, and tell you to check the weigh scale calibration before you waste another ton of resin. (This saved a customer in Mexico $40,000 last year — they didn't realize their scale had drifted until we flagged it from the data logs.)
The ROI on PLC automation is straightforward: if you're mixing 50 tons of sand daily and automation cuts binder waste by 0.2%, you save 100 kg of resin per day. At $2.50/kg for furan, that's $250 daily savings — $91,000 annually. The PLC upgrade pays for itself in 4-6 months.
Maintenance Schedule for Dosing Components
Calibration isn't a one-time event. Dosing accuracy drifts as components wear. Here's the maintenance schedule we recommend to customers.
Weekly checks:
- Visual inspection of binder and catalyst feed lines for leaks
- Verify PLC dosing logs match expected batch count
- Spot-check one tensile strength specimen per shift
Monthly checks:
- Pump flow rate verification (60-second timed test into graduated container)
- Weigh scale accuracy check with calibrated test weights
- Clean binder and catalyst filters (clogged filters reduce flow rate)
Quarterly maintenance:
- Replace pump diaphragms (or inspect and replace if worn)
- Recalibrate weigh scales with certified weights
- Verify temperature sensor accuracy (compare against calibrated thermometer)
- Run full calibration procedure (Steps 1-6 above) and compare results to baseline
Annual overhaul:
- Replace all pump seals and diaphragms regardless of condition
- Professional weigh scale calibration by certified technician
- Replace binder and catalyst flow sensors if drift is detected
- Update PLC firmware if remote diagnostics show communication errors
The most common failure mode we see: pump diaphragms that wear gradually over 12-18 months. Flow drops from 12 L/min to 9 L/min so slowly that operators don't notice — they just keep increasing the dosing setpoint to compensate. By the time someone checks the pump, they're running 1.6% binder addition to achieve 1.2% actual delivery, and they've burned through an extra $50,000 in resin.
Quarterly pump inspection catches this before it becomes expensive.
What to Do Next
If your current resin sand line is running above 1.4% binder addition for furan or phenolic systems, or if your casting reject rate sits above 5%, dosing calibration should be your first diagnostic step. The procedure above takes 4-6 hours to complete (including test batch mixing and tensile strength testing), and it typically cuts binder consumption by 10-15% while improving mold consistency.
For foundries running multiple mixer lines or switching between resin systems frequently, PLC automation with recipe storage and temperature compensation eliminates most of the manual calibration work. We've commissioned Resin Sand Production Lines across North America and Europe where the mixer runs three different binder systems in a single shift — the operator selects the recipe on the HMI screen, and the PLC handles all dosing adjustments automatically.
If you're evaluating new mixer equipment or upgrading an existing line, send us your current sand type, resin system, and target production rate. TZFoundry's engineering team will recommend the right mixer configuration (continuous vs batch, PLC automation level, dosing accuracy spec) and provide calibration support during commissioning. Request a quote with your specifications, or read our guide on continuous vs batch resin sand mixers to understand which configuration fits your foundry's workflow.
Binder cost is the number everyone watches — but it's the mixing accuracy that decides whether you're wasting resin or wasting castings.

Liu Haoran is the Resin Sand Production Line Technical Manager at TZFoundry. Over 11 years of hands-on work with furan, phenolic, and coated sand systems, he has commissioned 40+ resin sand lines for export buyers and developed binder dosing protocols...