A 20-ton silo of resin coated sand that clumps into hard blocks costs you more than the material itself. You lose production time breaking up agglomerates, waste sand that won't flow through your mixer, and risk mold defects from inconsistent resin distribution. Most clumping happens before the sand ever reaches your molding line — during storage, handling, or because it arrived from the supplier already compromised.
We've tested hundreds of resin sand batches at TZFoundry's sand lab, and the pattern is clear: clumping is almost always preventable if you control three variables — moisture exposure, storage temperature, and mechanical stress during handling. This guide walks through the specific checkpoints that keep your resin coated sand free-flowing from delivery through production.
Why Resin Coated Sand Clumps
Resin coated sand clumps when the thermosetting resin shell around each grain starts to cure prematurely or when moisture activates the resin's adhesive properties before you're ready to use it. The resin coating is designed to remain stable until heat triggers polymerization in your core box or mold. But three conditions break that stability:
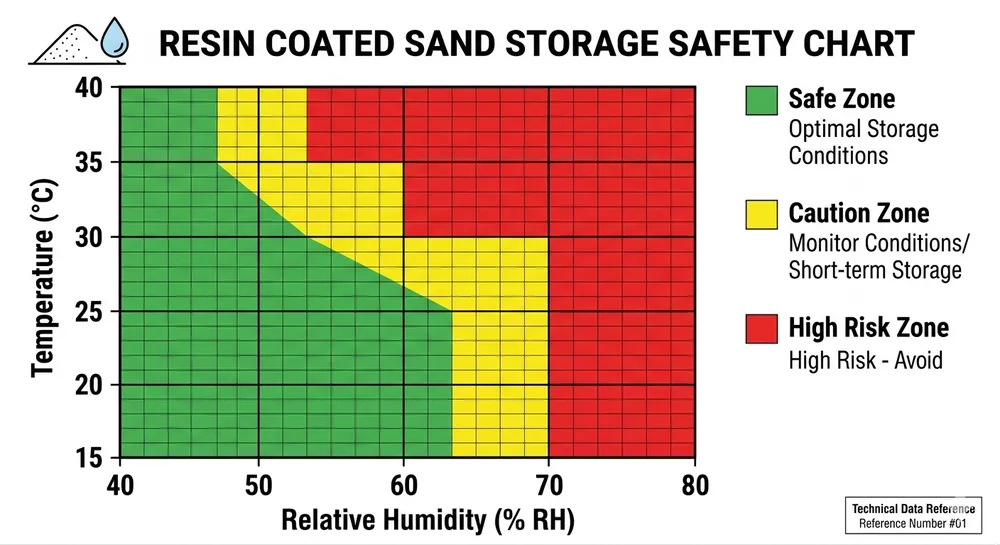
Moisture absorption — Phenolic and furan resins are hygroscopic. When coated sand absorbs moisture above 0.3-0.5% by weight, the resin softens and grains stick together. In high-humidity environments (above 70% RH), unprotected sand can hit problem moisture levels in 48-72 hours.
Heat exposure during storage — Resin coated sand stored above 30°C starts slow polymerization. The resin doesn't fully cure, but it gets tacky enough to bond grains into clumps. We've seen this in tropical markets where warehouse temperatures hit 35-40°C during summer months.
Mechanical compaction — Stacking bags too high or using pneumatic conveying at excessive velocity crushes the resin coating. Once the shell cracks, exposed resin acts as an adhesive between grains. This is why sand at the bottom of a poorly stacked pallet often clumps while the top layers stay free-flowing.
The cost shows up fast. A batch of clumped sand won't meter correctly through your dosing system, so your resin-to-sand ratio drifts. Molds made from inconsistent sand fail — you get soft spots, gas defects, or complete mold collapse during pouring.
Storage Environment Control
Your storage area needs to maintain below 25°C and below 60% relative humidity. These aren't ideal targets — they're the upper limits before clumping risk accelerates.
Temperature management — If your warehouse runs above 25°C, you need active cooling or at minimum, good ventilation to prevent heat buildup. We recommend:
- Store resin coated sand in the coolest section of your facility, away from furnaces and heat-treating equipment
- Use insulated storage rooms in tropical climates — the air conditioning cost is cheaper than replacing clumped sand
- Monitor storage temperature with data loggers, not just wall-mounted thermometers (floor-level temperature near stacked pallets runs 3-5°C hotter than ambient)
Humidity control — Dehumidification matters more than most foundries realize. A facility that feels "dry" to workers can still run 65-70% RH, which is enough to cause problems.
- Install dehumidifiers rated for your storage volume — calculate based on cubic meters, not floor area
- Seal concrete floors with epoxy coating to prevent moisture wicking up from the slab
- Keep sand at least 30 cm off the floor using pallets, even in climate-controlled rooms
- Don't store resin coated sand near water-based processes (clay sand washing, cooling towers, wet scrubbers)
(Note: we've commissioned resin sand lines in Southeast Asia and the Middle East — the buyers who invest in proper dehumidification report 90%+ reduction in clumping complaints compared to facilities relying on ventilation alone.)

Incoming Inspection Protocol
Clumping often starts before delivery. Your supplier's storage conditions, shipping method, and packaging quality all affect the sand you receive. Run these checks on every shipment:
Visual inspection — Open 3-5 bags from different pallets and different positions (top, middle, bottom of the stack). Pour a sample onto a clean surface and look for:
- Hard clumps that don't break apart with light finger pressure
- Sticky or tacky texture when you rub grains between your fingers
- Color variation (darker patches indicate moisture exposure or partial curing)
- Bag interior condensation or water staining
Moisture content test — Use a moisture analyzer or simple oven test. Weigh 100g of sand, dry at 105-110°C for 2 hours, reweigh. Moisture content above 0.5% is a red flag. Above 0.8% means reject the batch or plan to use it within 48 hours.
Flow test — Fill a standard sand flow cone (or improvise with a funnel). Free-flowing resin coated sand should pour smoothly without bridging. If sand stops flowing or requires tapping to restart, you have clumping or poor coating uniformity.
Packaging condition — Check for torn bags, damaged pallets, or signs of water exposure during shipping. Resin coated sand shipped in single-layer paper bags is vulnerable — we recommend double-layer moisture-barrier bags for export shipments or high-humidity markets.
Document your inspection results. If you accept a marginal batch, note it and use that sand first. If you reject a shipment, your inspection data backs up the claim with your supplier.
Silo and Bulk Storage Design
Bulk storage in silos is efficient but introduces new clumping risks if the silo isn't designed for resin coated sand. Standard cement or grain silos don't work — you need specific features:
Cone angle — The discharge cone must be steep enough to prevent sand from sitting stagnant. Minimum 60-degree cone angle from horizontal. Shallower cones create dead zones where sand compacts and clumps.
Aeration system — Install air pads or fluidization nozzles at the cone bottom. Low-pressure air (0.1-0.2 bar) keeps sand moving and prevents bridging. Don't use high-pressure air — it generates heat through friction and can crack resin coatings.
Vent filters — Silos need filtered vents to equalize pressure during filling and discharge. Use desiccant-style vent filters, not just dust filters. Standard dust filters let humid air in during discharge cycles.
Level monitoring — Install level sensors to prevent overfilling. When sand fills above the cylinder section into the top cone, it compacts under its own weight and clumps form at the transition point.
First-in-first-out flow — Design for mass flow, not funnel flow. In funnel flow silos, sand at the walls stays stagnant while center material discharges first. That stagnant sand ages, absorbs moisture, and clumps. Mass flow silos discharge the entire cross-section uniformly.
We've seen foundries try to save money using repurposed grain silos. It doesn't work. The shallow cone angle and lack of aeration cause chronic clumping, and you spend more on wasted sand and downtime than a proper silo would have cost.

Pneumatic Conveying Parameters
Pneumatic conveying moves sand fast, but excessive velocity damages resin coatings and creates clumping. The resin shell is only 1-3% of the grain weight — it's fragile.
Air velocity — Keep conveying velocity below 15 m/s in the pipeline. Higher velocities cause grain-to-grain collisions that crack resin coatings. Once cracked, exposed resin bonds grains together.
Pipeline design — Use smooth-bore pipe with gradual bends (minimum 5D radius). Sharp elbows create turbulence and impact zones where coating damage concentrates. Avoid 90-degree elbows entirely — use two 45-degree bends instead.
Pressure settings — Dilute-phase conveying (low pressure, high velocity) is gentler than dense-phase (high pressure, low velocity) for resin coated sand. Target 0.5-1.0 bar conveying pressure. Dense-phase systems compact sand into plugs that generate heat and mechanical stress.
Cyclone separator design — The receiving cyclone needs a tangential inlet and gradual deceleration zone. Sand hitting a flat wall at 15 m/s will clump on impact. Install a wear-resistant liner in the impact zone and inspect it monthly — liner wear indicates you're running too fast.
Moisture in compressed air — Your pneumatic system's air supply must be dry. Compressed air at 6-7 bar can carry significant moisture that condenses when pressure drops in the conveying line. Install a refrigerated air dryer and moisture separator upstream of your conveying blower.
If you're designing a new resin sand line, consider mechanical conveying (belt or screw conveyors) for short distances. It's slower but eliminates coating damage risk entirely. We use mechanical conveyors for all movements under 20 meters in our production line layouts.
Bag Storage and Handling
Bagged resin coated sand is easier to manage than bulk, but poor stacking and handling still cause clumping.
Stacking height — Limit stacks to 8-10 bags high (roughly 1.2-1.5 meters). Higher stacks compress bottom bags, and the sand inside compacts into hard blocks. Use pallet racking if you need vertical storage — it distributes weight through the rack structure instead of the bags.
Pallet configuration — Stack bags in a cross-hatch pattern, not all aligned the same direction. This distributes weight more evenly and allows air circulation between bags. Leave 5-10 cm gaps between pallets for airflow.
Rotation discipline — Mark every pallet with the delivery date. Use oldest stock first. Resin coated sand has a shelf life — typically 6 months in good storage conditions, but 3 months is safer in marginal environments. Sand older than 6 months should be tested before use.
Handling equipment — Use pallet jacks or forklifts, not manual stacking. Dropping bags or rough handling cracks resin coatings. Train your material handlers that resin coated sand is fragile — it's not cement or clay sand that can tolerate abuse.
Bag material — If you're sourcing resin coated sand for export or long-term storage, specify moisture-barrier bags (polyethylene inner liner + woven polypropylene outer layer). Single-layer paper bags are cheaper but offer almost no moisture protection. The cost difference is 10-15% per bag; the clumping risk reduction is 80%+.
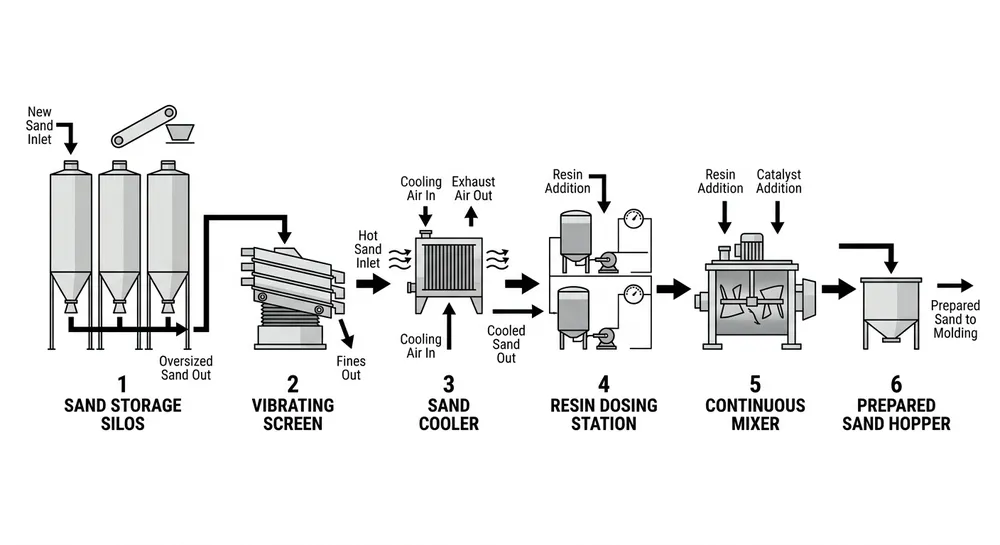
Upstream Prevention: Production Line Design
If you're buying a resin sand production line, the coating and cooling stages directly affect downstream clumping risk. A well-designed line delivers sand that's more stable in storage.
Coating uniformity — Inconsistent resin coating creates weak spots. Grains with thin coating are more vulnerable to moisture, while grains with excess resin are more likely to stick together. Look for production lines with:
- Continuous mixing systems (not batch mixers) for consistent resin distribution
- Heated mixing chambers that maintain resin viscosity during coating
- Variable-speed controls so you can adjust residence time based on resin type
Cooling stage design — Resin coated sand exits the coating drum at 40-60°C. If you bag or silo it hot, residual heat accelerates polymerization and moisture absorption. The cooling stage should bring sand down to below 30°C before storage.
We integrate fluid-bed coolers in our resin sand lines specifically to prevent this. The cooler uses ambient air (or chilled air in hot climates) to drop sand temperature in 3-5 minutes. Buyers who skip the cooling stage to save cost end up with clumping problems within weeks.
Dehumidification integration — Some production lines include dehumidified air in the cooling stage. This is worth the extra cost if you're in a high-humidity market. The sand enters storage already conditioned to low moisture content, giving you a wider safety margin.
(We've shipped resin sand lines to buyers in Indonesia, Thailand, and coastal India — the ones who invested in integrated cooling and dehumidification report almost zero clumping issues. The ones who skipped it to hit a lower price point call us back within 6 months asking about retrofits.)
Troubleshooting Existing Clumping Problems
If you already have clumped sand, here's how to assess whether it's salvageable:
Severity classification — Break apart a clump by hand:
- Light clumping — Clumps break apart with light finger pressure, grains separate cleanly. This sand is usable. Screen it through a 20-mesh sieve to remove any remaining clumps, then use it within 48 hours.
- Moderate clumping — Clumps require firm pressure to break, grains have visible resin bridges between them. This sand is marginal. You can use it for non-critical cores or low-stress molds, but don't use it for complex castings or thin-wall sections.
- Severe clumping — Clumps are rock-hard, grains won't separate without crushing. This sand is unusable for molding. Send it to reclamation if you have thermal reclamation capability, or dispose of it.
Root cause diagnosis — Check your storage records:
- If clumping appeared within 2-4 weeks of delivery, suspect moisture exposure during shipping or poor supplier storage
- If clumping developed after 2-3 months in your facility, check your storage temperature and humidity logs
- If clumping is concentrated at the bottom of bags or silos, you have a compaction problem from stacking height or silo design
Corrective actions — Once you identify the cause:
- Moisture problem → install dehumidifiers, switch to moisture-barrier bags, improve incoming inspection
- Temperature problem → relocate storage area, add ventilation or cooling, reduce storage duration
- Compaction problem → reduce stacking height, redesign silo cone angle, lower pneumatic conveying velocity
Don't try to "recondition" clumped sand by heating, screening, or adding fresh resin. It doesn't work reliably, and you risk mold defects that cost far more than replacement sand.

Quick Reference Checklist
Use this checklist for daily storage management:
Storage environment:
- [ ] Temperature below 25°C
- [ ] Relative humidity below 60%
- [ ] Sand stored minimum 30 cm off floor
- [ ] No water-based processes nearby
Incoming inspection:
- [ ] Visual check for clumps, moisture, color variation
- [ ] Moisture content test (target below 0.5%)
- [ ] Flow test confirms free-flowing sand
- [ ] Packaging intact, no water damage
Handling:
- [ ] Bag stacks limited to 8-10 bags high
- [ ] Oldest stock used first (FIFO rotation)
- [ ] Gentle handling, no dropping or rough treatment
- [ ] Moisture-barrier bags for long-term storage
Bulk storage (if applicable):
- [ ] Silo cone angle minimum 60 degrees
- [ ] Aeration system operational
- [ ] Desiccant vent filters clean and functional
- [ ] Level sensors prevent overfilling
Pneumatic conveying (if applicable):
- [ ] Air velocity below 15 m/s
- [ ] Conveying pressure 0.5-1.0 bar
- [ ] Compressed air supply dry (refrigerated dryer installed)
- [ ] Pipeline bends minimum 5D radius, no sharp elbows
What to Do Next
Clumping prevention starts with your storage setup and incoming inspection discipline. If you're experiencing chronic clumping problems, the root cause is almost always one of three things: moisture exposure, heat, or mechanical damage during handling. Fix the environment first, then audit your handling procedures.
If you're designing a new facility or upgrading your resin sand system, the storage and handling infrastructure deserves the same attention as your molding equipment. A production line that delivers perfectly coated sand won't help if your storage conditions ruin it before use.
Need help diagnosing a clumping problem or designing storage infrastructure for a new resin sand line? Send us your current storage conditions (temperature, humidity, bag stacking method, silo specs if applicable) and a description of when and where clumping appears. Our technical team can identify the likely cause and recommend specific corrective actions. Contact us at sales@tzfoundry.com or WhatsApp +86 13335029477.

Liu Haoran is the Resin Sand Production Line Technical Manager at TZFoundry. Over 11 years of hands-on work with furan, phenolic, and coated sand systems, he has commissioned 40+ resin sand lines for export buyers and developed binder dosing protocols...