Furan resin is the single largest consumable cost in most no-bake foundries. A gray iron shop running 40 tons of sand per day can burn through $180,000 in resin annually at typical 1.2-1.5% binder ratios. The problem: most foundries are using 10-20% more resin than they need because their mixing equipment isn't calibrated, their reclaimed sand quality drifts, or they're running safety margins that made sense five years ago but never got revisited.
I've commissioned over 40 furan resin sand lines in the last 11 years. The pattern is consistent — foundries start at 1.4% resin addition "to be safe," then never dial it back even after the line stabilizes. Meanwhile, mold strength sits 30-40% above minimum spec. That's not quality control. That's wasted margin.
This guide walks through the actual calibration sequence, ratio optimization logic, and upstream sand quality controls that let you drop resin consumption 8-15% without touching your scrap rate.
Why Overconsumption Happens
Furan resin overconsumption isn't usually an operator mistake. It's a system drift problem that compounds over time.
Mixer dosing inaccuracy is the most common cause. Peristaltic pumps and gear pumps lose calibration as seals wear and viscosity changes with temperature. A pump calibrated to deliver 1.2% resin in January might be delivering 1.35% by June because the seal clearance opened up 0.15mm. You're paying for that drift every batch.
Reclaimed sand quality variation forces you to add extra resin as insurance. If your mechanical reclamation system is letting 8-12% fines through instead of the designed 5%, those fines absorb resin without contributing to bond strength. Your actual effective binder ratio drops, so you compensate by adding more resin to the entire batch. The root problem is upstream — but the cost shows up in your resin invoices.
Temperature swings change resin viscosity and catalyst reactivity. Furan resin at 15°C flows differently than at 30°C, so your volumetric dosing pump delivers inconsistent mass. Cold sand also extends working time, which sounds helpful until you realize it's because the acid catalyst isn't activating the resin properly. Foundries in northern climates often run 0.1-0.2% higher resin ratios in winter without realizing the temperature is the variable, not the chemistry.
Safety margins that never get tested are the silent budget killer. Someone set 1.4% resin five years ago during commissioning when the line was new and the sand was perfect. Production has been stable for years, but nobody ever ran a trial at 1.2% to see if strength still holds. The margin stays because testing feels risky and resin cost increases feel gradual.
Step 1: Calibrate Your Resin Dosing System
Start here. If your mixer isn't delivering the ratio you think it is, every other optimization is pointless.
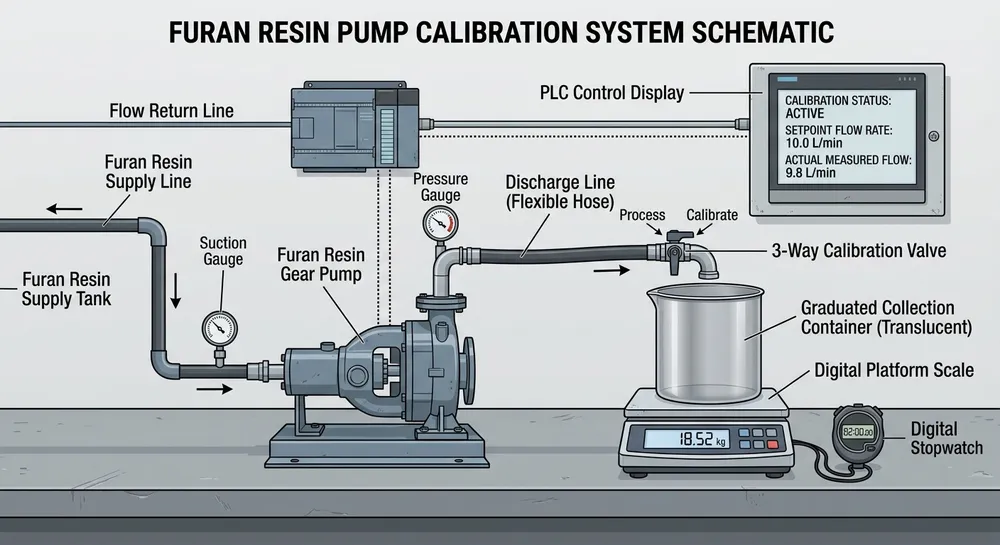
Run a gravimetric calibration check on your resin and catalyst pumps. Disconnect the pump discharge line, run the pump for exactly 60 seconds into a container on a scale, and weigh the output. Compare that to your PLC setpoint. We see 8-15% deviation on pumps that haven't been checked in 18 months.
For a peristaltic pump rated at 2.4 kg/min, you should collect 2.4 kg ±0.05 kg in 60 seconds. If you're getting 2.65 kg, your actual resin addition is 10% higher than your control system thinks. Multiply that error across 40 tons of sand per day and you're burning an extra 100 kg of resin daily — $15,000 per year at $150/drum pricing.
Check pump seals and tubing wear. Peristaltic pump tubing should be replaced every 2,000 hours of operation (roughly 4-6 months in a two-shift foundry). Gear pump seals start leaking or allowing bypass after 3,000-5,000 hours. A worn seal doesn't stop the pump — it just makes dosing inconsistent. You'll see batch-to-batch strength variation before you see a puddle on the floor.
Verify catalyst-to-resin ratio separately. Furan systems typically run 20-50% catalyst (p-toluenesulfonic acid or PTSA) by weight of resin. If your catalyst pump is off by 15%, your working time and final strength both shift. Overcatalyzed batches cure fast but brittle. Undercatalyzed batches need more resin to hit strength targets. Calibrate both pumps, not just the resin pump.
Temperature-compensate your dosing if possible. Some PLC-controlled mixers can adjust pump speed based on resin temperature sensors. If your resin storage tank swings from 12°C overnight to 28°C by afternoon, a 5-10% viscosity change is normal. Fixed-speed volumetric pumps will underdose in the morning and overdose in the afternoon. Either add temperature compensation or insulate your resin storage and maintain 20-25°C year-round.

Step 2: Optimize Your Binder Ratio by Alloy and Core Geometry
The 1.2-1.5% resin range you see in supplier datasheets is a starting point, not a specification. Your actual optimal ratio depends on what you're casting and how complex the mold is.
Gray iron and ductile iron castings with simple geometry can often run 1.0-1.2% resin and still hit 2.5-3.0 MPa tensile strength at 24 hours. We've commissioned lines in North America running 1.1% furan on automotive brake components with zero strength-related scrap. The key: consistent sand quality and accurate dosing.
Steel castings need 1.2-1.4% because pouring temperatures hit 1,500-1,600°C and the mold sees more thermal shock. Thin-wall steel castings (under 8mm section) might need 1.4-1.5% to prevent erosion, but thick-section parts (over 25mm) can drop to 1.2% because the metal solidifies slower and thermal stress is lower.
Cores with high surface-to-volume ratios need more resin than simple mold halves. A core with lots of internal passages and thin ribs might need 1.4% while the cope and drag run fine at 1.1%. Don't average them — dose separately if your mixer allows multi-recipe programming.
Run a structured ratio trial before you commit to a reduction. Pick a stable production part (something you cast 50+ times per month), drop your resin ratio by 0.1%, and run 20 molds. Pull three cores at 1 hour, 3 hours, and 24 hours for tensile strength testing. If you're still 20% above your minimum spec at 24 hours, drop another 0.1% and repeat.
We did this with a Midwest ductile iron foundry in 2019. They were running 1.4% resin on pump housings because "that's what the previous engineer set." Strength spec was 2.2 MPa minimum at 24 hours. We tested at 1.3%, 1.2%, and 1.1%. At 1.2%, they were hitting 2.6 MPa consistently. They've been running 1.2% for five years now — saving $22,000 annually on a single product line.

Step 3: Control Reclaimed Sand Quality
Your resin consumption is only as stable as your sand quality. If your reclamation system is inconsistent, you'll compensate with extra resin and never fix the real problem.
Target 95%+ sand recovery with under 5% fines. Fines (particles under 0.15mm) have high surface area and absorb resin without contributing to mechanical interlock. A batch with 8% fines needs 10-15% more resin than a batch with 3% fines to hit the same strength. Your reclamation system — whether mechanical attrition or thermal — should deliver consistent particle size distribution.
We run sand samples through our in-house testing lab before shipping reclamation equipment. If a mechanical reclamation line is rated for 95% recovery, we'll show you the sieve analysis from test batches. That's not marketing — it's the actual performance data from your specific unit.
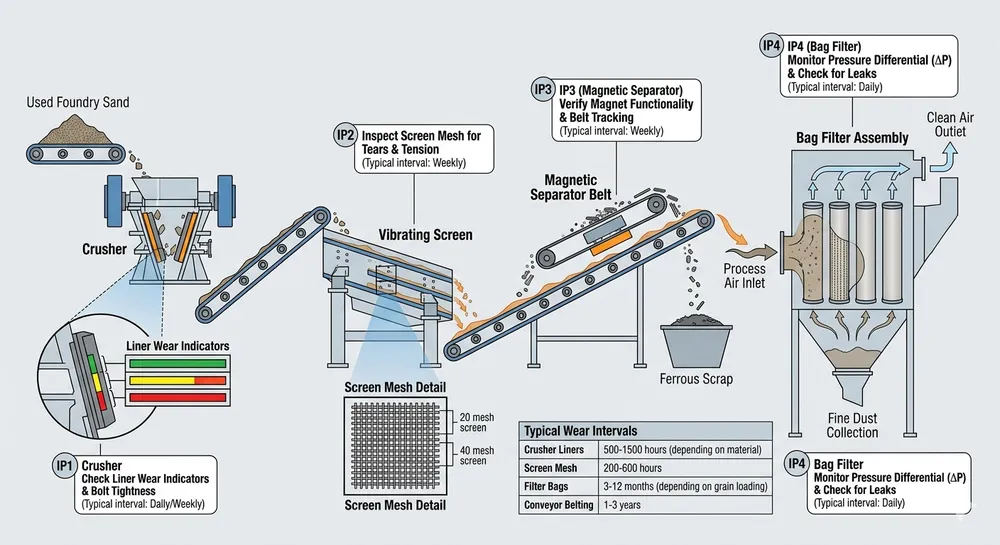
Check your screen mesh condition monthly. Vibrating screens and rotary screens wear out. A 20-mesh screen with 15% torn area is letting oversized lumps and unburned resin through. Those lumps don't mix properly, so you get strength variation and higher reject rates. Replace screens when open area drops below 85% of original spec.
Monitor LOI (loss on ignition) in your reclaimed sand. LOI measures residual resin and carbon contamination. Fresh silica sand has 0.1-0.2% LOI. Reclaimed sand should stay under 2.0% LOI for furan systems. Above 3%, you're carrying too much dead resin coating that blocks fresh resin from bonding to sand grains. Your effective binder ratio drops, so you add more resin to compensate.
Thermal reclamation systems (fluidized bed or rotary kiln) can hit 0.3-0.5% LOI if operated correctly, which is nearly virgin sand quality. Mechanical reclamation typically lands at 1.0-1.5% LOI. Both work fine for furan systems, but you need to know your baseline and track it weekly. A slow drift from 1.2% to 2.8% LOI over six months will cost you 0.2-0.3% extra resin addition without anyone noticing until you run the lab test.
Step 4: Validate Strength and Track Consumption
Cutting resin without tracking strength is gambling. Set up a simple validation routine and stick to it.
Pull test specimens every 4 hours during production. Standard dog-bone tensile specimens (50mm x 50mm x 175mm per AFS or ISO 13314) give you real data. Test at 1 hour (strip time), 3 hours (handling strength), and 24 hours (final strength). Your minimum spec should be based on what the mold actually experiences — if you're stripping at 45 minutes and pouring at 2 hours, the 24-hour strength is academic.
Most furan systems hit 60-70% of final strength in the first hour. If your 1-hour strength is 1.8 MPa and your strip/handling operations need 1.2 MPa minimum, you have 50% margin. That's where you find resin savings.
Log your resin consumption per ton of sand. Your mixer PLC should track resin pump runtime and sand batch weight. Calculate kg resin per ton of sand daily. A stable process should show ±0.05% variation day-to-day. If you see 1.15% Monday, 1.32% Wednesday, and 1.08% Friday, your dosing system is drifting or your sand quality is inconsistent.
We built remote diagnostics into our PLC systems specifically for this. Your maintenance team can log in, pull the last 30 days of resin addition data, and spot the drift before it becomes a cost problem. That's not a sales feature — it's how you actually manage consumable costs when you're running two shifts and the mixer is 8,000 km from our factory.
Run a monthly cost-per-ton calculation. Multiply your resin consumption (kg/ton sand) by your delivered resin price ($/kg), add catalyst cost, and compare month-over-month. A 40-ton-per-day foundry running 1.3% resin at $1.50/kg is spending $780/day on binder. Drop to 1.15% and you're at $690/day — $90/day savings, $27,000/year. That pays for a pump calibration service contract and a sand testing lab setup in the first quarter.
Step 5: Prevent Upstream Waste
Resin consumption problems often start before the sand hits the mixer.
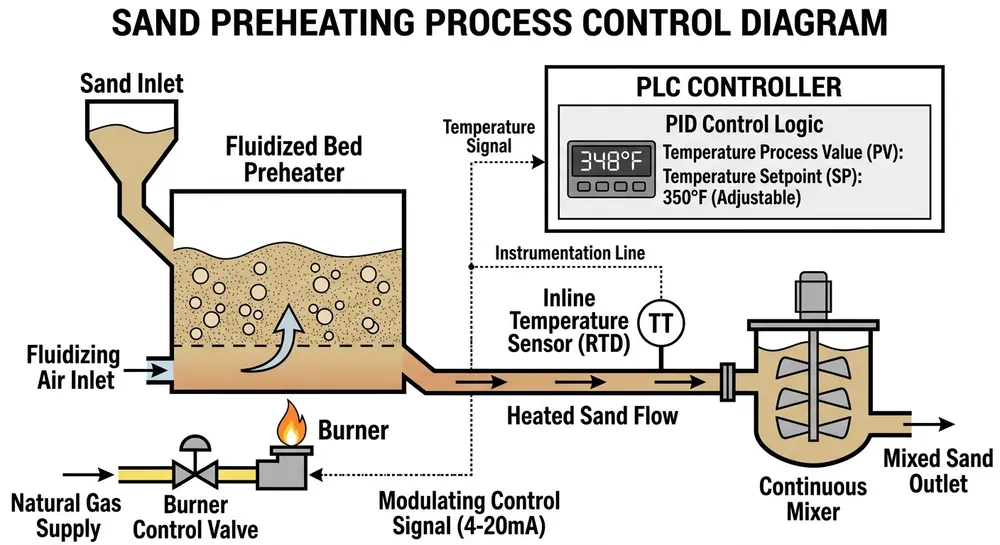
Maintain consistent sand temperature. Sand stored outdoors in winter can hit 5-10°C, while sand near your melting area might reach 35°C. Cold sand slows catalyst activation and extends working time, which sounds good until you realize you're adding extra resin to compensate for incomplete curing. Warm sand accelerates the reaction and shortens working time, so operators add extra resin "just in case" they don't finish the mold in time.
Store reclaimed sand in a covered area and let it stabilize to ambient shop temperature (18-25°C) before mixing. If your facility has extreme temperature swings, insulate your sand storage silos or add a temperature conditioning step before the mixer.
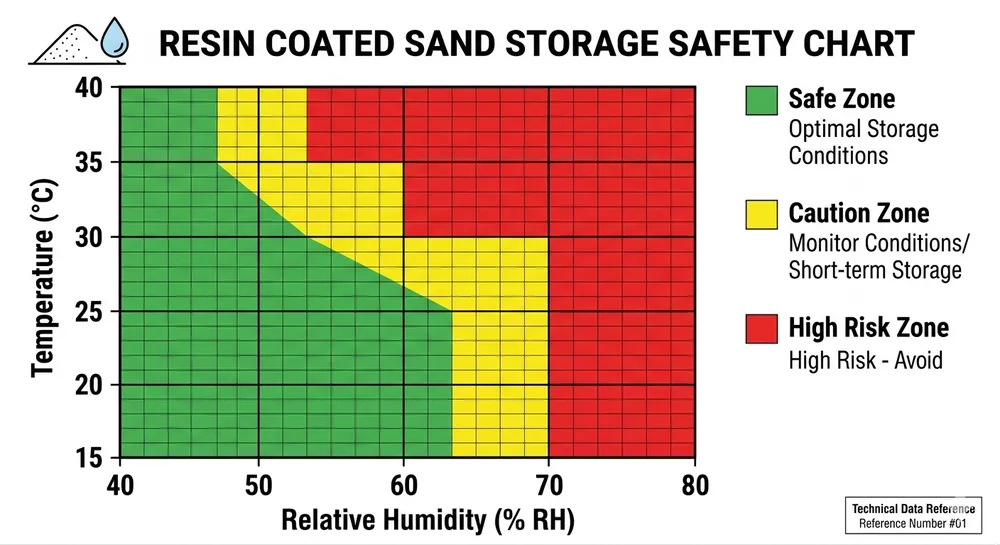
Avoid moisture contamination. Furan resin reacts with water, which kills catalyst activity and weakens the bond. Reclaimed sand should be under 0.2% moisture content. Above 0.5%, you'll see strength loss and need to add more resin to compensate. Mechanical reclamation systems usually deliver 0.1-0.3% moisture if the cooling section is working properly. Thermal reclamation systems can hit 0.05% moisture, which is bone-dry.
If you're seeing unexplained strength variation and your resin dosing is calibrated, check sand moisture. A $200 moisture analyzer pays for itself in one month if it catches a 0.4% moisture spike that would have cost you 0.15% extra resin addition.
Integrate your mixer and reclamation system controls. If you're buying a new resin sand production line, specify PLC integration between the reclamation plant and the mixer. The reclamation system should feed sand quality data (temperature, moisture, LOI) to the mixer PLC, which adjusts resin dosing automatically. We've built this into our lines since 2018 — it's not exotic technology, it's just proper system integration.
A foundry in Germany runs this setup on a 60-ton-per-day furan line. Their mixer adjusts resin addition ±0.08% based on real-time sand temperature and LOI readings from the reclamation plant. They've held 1.18% average resin consumption for three years with under ±0.03% daily variation. That's the difference between a collection of equipment and an actual production system.
What This Means for Your Resin Budget
An 8-15% reduction in furan resin consumption is realistic for most foundries that haven't calibrated their dosing systems in the last 18 months or optimized their binder ratios in the last 3 years.
For a 40-ton-per-day operation running 1.3% resin:
- Current annual resin cost: $292,000 (at $1.50/kg delivered)
- After 12% reduction to 1.14%: $256,000
- Annual savings: $36,000
That's enough to fund a mixer calibration service contract ($4,000/year), a sand testing lab setup ($8,000 one-time), and still bank $24,000 in the first year. The savings compound every year after that.
The work isn't complicated. Calibrate your pumps, test your ratios, control your sand quality, and track the data. Most foundries already have the equipment to do this — they just haven't made it a priority because resin cost increases feel gradual and strength problems feel urgent.
If you're spec'ing a new furan resin sand system or upgrading an existing line, ask your equipment supplier about integrated dosing accuracy and real-time sand quality monitoring. A mixer with ±2% dosing accuracy costs the same as one with ±8% accuracy — but the tight-tolerance version pays for itself in six months through lower resin consumption.
Need help sizing a resin sand mixing or reclamation system for your facility? Send us your production rate, casting alloy, and current resin consumption data. We'll recommend equipment configurations and show you the calibration protocols we use during commissioning. Contact our engineering team or request a detailed quotation with your specific requirements.

Liu Haoran is the Resin Sand Production Line Technical Manager at TZFoundry. Over 11 years of hands-on work with furan, phenolic, and coated sand systems, he has commissioned 40+ resin sand lines for export buyers and developed binder dosing protocols...