Binder cost is the number everyone watches — but it's the mixing accuracy that decides whether you're wasting resin or wasting castings. I've commissioned 40+ furan resin sand lines over 11 years, and the pattern is consistent: buyers who nail the setup parameters in the first week cut their resin consumption by 12-18% compared to those who treat commissioning as a checkbox exercise.
A furan resin sand production line setup isn't just about bolting equipment together. You're calibrating three interconnected variables — catalyst dosing accuracy, mixer rotor speed, and sand temperature feedback — that determine whether your molds strip at 8 minutes or crack at 12. Get the ratios wrong by 5%, and you're either burning through catalyst or scrapping cores that won't hold dimensional tolerance.
This guide walks through the equipment-level setup sequence, from sand hopper calibration to PLC parameter lock-in, with the temperature-based parameter tables you need for commissioning in 5°C winters or 40°C foundry floors.
What a Furan Resin Sand Production Line Setup Actually Involves
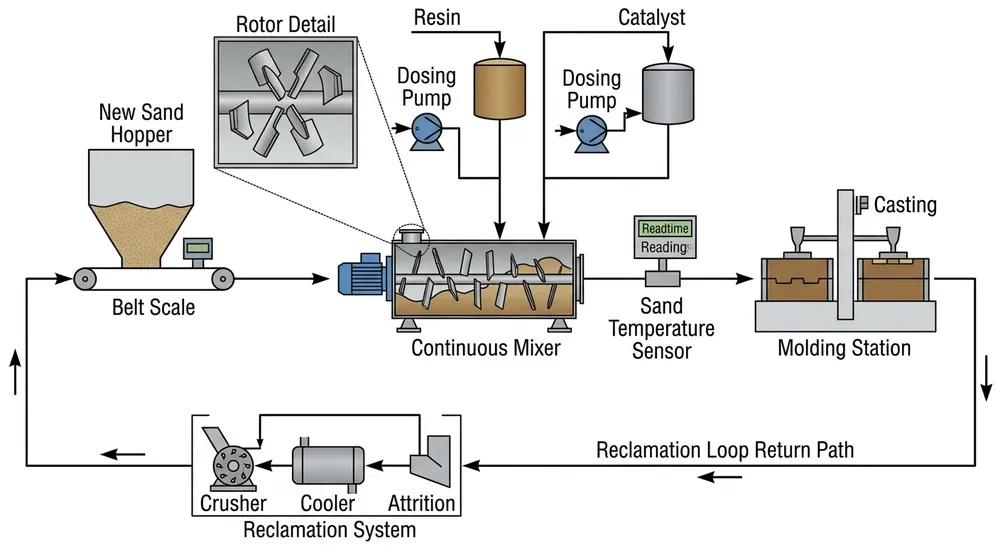
A complete Furan Resin Sand Production Line runs from raw sand storage through mixing, molding, and reclamation. Setup means configuring each station so the sand arrives at your pouring floor with consistent bench life and predictable strip time.
The core equipment chain:
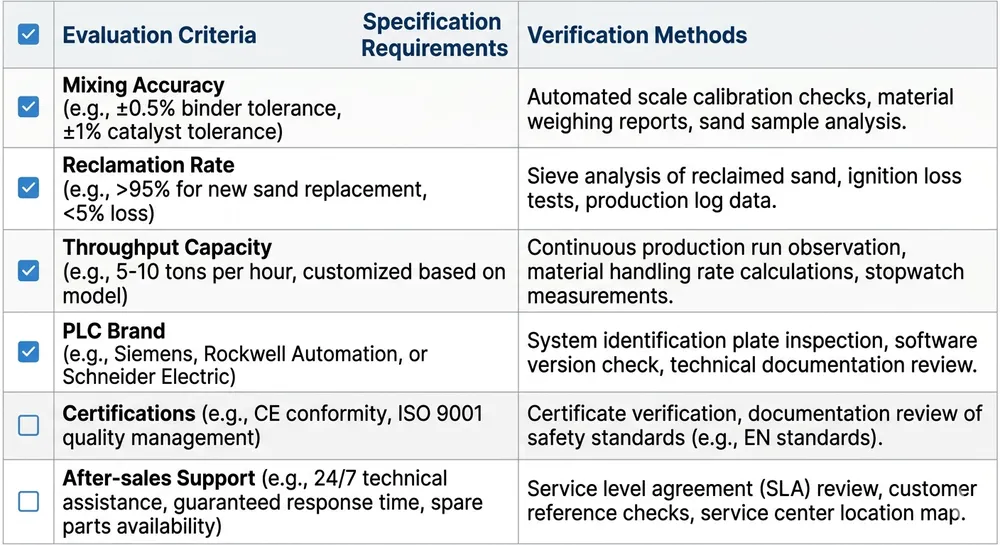
Sand hopper and metering system — Silica sand feeds through a belt scale or loss-in-weight feeder that controls sand flow rate to ±2% accuracy. Your resin-to-sand ratio depends on this number being stable, so calibration starts here.
Resin and catalyst dosing pumps — Gear pumps or piston pumps deliver furan resin (typically 0.8-1.5% by sand weight) and acid catalyst (30-60% of resin weight). These pumps need flow rate verification against actual discharge volume, not just the PLC setpoint.
Continuous or batch mixer — The Resin Sand Mixer blends sand, resin, and catalyst in 60-120 seconds. Rotor speed, mixing chamber geometry, and discharge timing all affect coating uniformity. A poorly calibrated mixer leaves resin pooling at the bottom and dry sand at the top.
Sand temperature sensors — Furan resin curing is exothermic and temperature-sensitive. PLC-controlled lines use RTD sensors in the sand stream to adjust catalyst dosing in real time. Without this feedback loop, your strip time drifts 3-5 minutes across a shift as ambient temperature changes.
Reclamation loop integration — If you're running a Resin Sand Reclamation Plant, reclaimed sand LOI (loss on ignition) affects how much fresh resin you add. Mechanical reclamation typically leaves 0.3-0.8% residual resin; thermal reclamation drops it to 0.1-0.2%. Your mixer parameters need to account for this.
Setup isn't a one-day task. Plan for 3-5 days of dry-run calibration, first-batch quality checks, and PLC parameter adjustment before you commit to production molds.

Catalyst Ratio Selection — TSA, BSA, and Temperature Windows
Furan resin curing depends on acid catalyst to initiate polymerization. The catalyst type and dosage ratio determine your working time (bench life) and strip time. Get this wrong and you're either racing to pour before the sand hardens in the hopper, or waiting 20 minutes for molds that should strip in 8.
Common Acid Catalyst Types
Toluenesulfonic acid (TSA) — The most widely used catalyst for furan no-bake systems. Available as 65% or 70% aqueous solution. TSA gives predictable curing rates and works across a wide temperature range (5-40°C). Most buyers start here.
Benzenesulfonic acid (BSA) — Slightly slower curing than TSA, which extends bench life by 2-4 minutes. Useful in hot climates (30-40°C) where TSA-catalyzed sand hardens too fast. BSA costs 10-15% more than TSA.
Copper chloride blends — Some resin suppliers offer TSA/copper chloride blends for faster strip times. These reduce strip time by 15-20% but narrow your working window. We see these in high-volume automated lines where molds go straight from mixer to pouring without storage.
Catalyst Dosage Ranges
Catalyst dosage is expressed as a percentage of resin weight, not sand weight. Typical ranges:
| Ambient Temperature | TSA Catalyst Ratio (% of resin weight) | Bench Life (minutes) | Strip Time (minutes) |
|---|---|---|---|
| 5-15°C | 50-60% | 25-35 | 12-18 |
| 15-25°C | 40-50% | 18-25 | 8-12 |
| 25-40°C | 30-40% | 12-18 | 6-10 |
These are starting points, not final settings. Your actual ratios depend on resin grade, sand AFS number, and how far the mixer sits from your pouring floor. If your molds travel 50 meters on a conveyor before pouring, you need longer bench life than a foundry where the mold station is 5 meters from the mixer discharge.
We've commissioned lines in the Middle East where summer floor temperatures hit 42°C. At that temperature, 30% TSA gives you 10 minutes of bench life — barely enough for core assembly. Those buyers either switch to BSA or add chilled water cooling to the sand hopper to drop the sand temperature to 25-28°C before mixing.
How Ambient Temperature Shifts the Working Window
Furan resin curing accelerates roughly 2x for every 10°C temperature increase. This isn't linear — the effect compounds. A line calibrated for 20°C will behave completely differently at 35°C.
The problem: most buyers commission their line in moderate weather (15-25°C) and then discover in summer that their strip time dropped from 10 minutes to 6, while bench life shrunk from 20 minutes to 12. By then, production is running and nobody wants to stop to recalibrate.
Our PLC systems include sand temperature sensors that feed back into the catalyst dosing pump. When sand temperature rises 5°C, the PLC automatically reduces catalyst dosage by 8-10% to maintain target strip time. This costs an extra $3,000-4,000 in sensors and programming, but it eliminates the seasonal recalibration cycle.
Mixer Setup Parameters — Sand-to-Resin Ratio, Mixing Time, Rotor Speed
The mixer is where setup mistakes show up as mold defects. Too little mixing time and you get resin-rich pockets that cause gas defects. Too much mixing time and you start curing the sand in the chamber, which clogs the discharge gate.
Sand-to-Resin Ratio
Furan resin addition rate typically runs 0.8-1.5% by sand weight, depending on:
- Sand AFS number — Finer sand (AFS 60-70) needs more resin to coat the higher surface area. Coarser sand (AFS 40-50) uses less.
- Casting alloy — Ductile iron and steel castings need higher resin levels (1.2-1.5%) for mold strength. Aluminum and brass can run at 0.8-1.0%.
- Reclaimed sand LOI — If your reclaimed sand carries 0.5% residual resin, you can drop fresh resin addition to 0.9-1.0% instead of 1.3-1.4%.
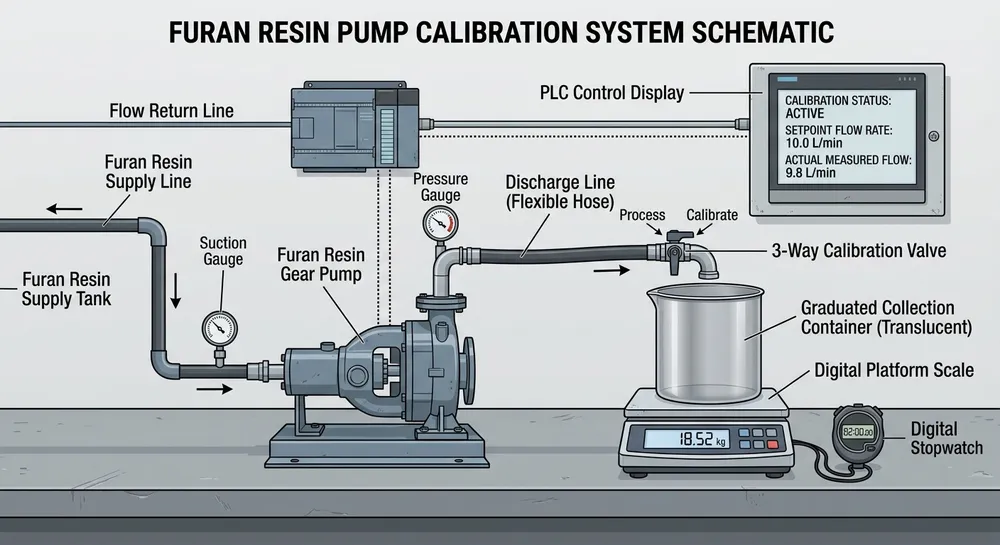
We calibrate resin dosing pumps by running a timed discharge test. Set the pump to deliver 10 kg of resin, collect the actual discharge in a container, and weigh it. If the pump delivers 9.6 kg, your dosing is 4% low — which means every batch is under-resined and your mold strength will be inconsistent.
This sounds basic, but I've seen three lines in the last two years where the buyer assumed the PLC setpoint matched actual flow. In all three cases, the gear pump was worn and delivering 6-8% less than the display showed. They were adding extra resin to compensate for weak molds, when the real problem was pump calibration.
Mixing Time and Rotor Speed
Continuous mixers run at 60-120 seconds retention time. Batch mixers run 90-150 seconds per cycle. The goal is complete resin coating without initiating cure.
Rotor speed affects coating uniformity and mixing energy. Most continuous mixers run at 40-60 RPM. Higher speeds (70-80 RPM) improve coating but generate more heat, which shortens bench life. Lower speeds (30-40 RPM) reduce heat but risk incomplete coating.
We set rotor speed based on sand temperature rise during mixing. If sand enters at 22°C and exits at 28°C, you're putting too much energy into the mix. Drop rotor speed by 10 RPM or reduce retention time by 15 seconds.
Discharge timing matters more than most buyers realize. If the mixer discharges sand in surges instead of a steady stream, your resin-to-sand ratio fluctuates batch-to-batch. The first 20% of each discharge is often resin-rich (it's been sitting at the bottom of the chamber), while the last 20% is resin-lean.
Continuous mixers with variable-speed discharge screws solve this. The screw speed adjusts to maintain constant discharge rate regardless of chamber fill level. This adds $2,000-3,000 to the mixer cost but eliminates the batch-to-batch strength variation that causes random mold cracking.

Curing Control Variables — Strip Time, Mold Hardness, PLC Feedback
Curing control is where chemistry meets production scheduling. You need molds hard enough to strip without cracking, but not so hard that you're waiting 15 minutes per cycle when your target is 8.
Strip Time Targets
Strip time is the interval between sand discharge from the mixer and when the mold reaches sufficient hardness to remove the pattern without surface damage. Target strip times:
- Hand-rammed molds — 10-15 minutes (gives you time for manual compaction and pattern removal)
- Machine-molded cores — 6-10 minutes (automated lines need faster cycles)
- Large molds (>500 kg) — 12-18 minutes (thicker sections cure slower due to heat dissipation)
Strip time depends on three variables you control during setup: catalyst ratio, sand temperature, and resin addition level. Increase any of these and strip time drops. The trick is balancing strip time against bench life — you can't optimize one without affecting the other.
Mold Hardness Progression
Furan resin molds gain strength in two phases:
Initial set (0-8 minutes) — Resin polymerization begins. Mold is soft and easily damaged. Hardness rises from 0 to 40-60 on a Shore D scale.
Working hardness (8-20 minutes) — Mold reaches 70-85 Shore D, sufficient for pattern removal and handling. This is your strip time window.
Full cure (20-60 minutes) — Mold reaches 85-95 Shore D. Strength continues increasing but the practical gain is minimal after 30 minutes.
We measure hardness progression during commissioning using a Shore D durometer at 2-minute intervals. If your mold isn't hitting 70 Shore D by 10 minutes, you're either under-catalyzed or your sand temperature is too low. If it's hitting 80 Shore D at 6 minutes, you're over-catalyzed and your bench life is probably under 15 minutes.
PLC Parameter Lock-In and Real-Time Adjustment
Modern Resin Sand Production Lines use PLC-controlled dosing pumps that adjust catalyst ratio based on sand temperature sensor input. Here's how we program the feedback loop:
- Baseline calibration — Commission the line at a known ambient temperature (e.g., 20°C) and lock in the catalyst ratio that gives your target strip time (e.g., 45% TSA for 10-minute strip).
- Temperature compensation curve — Program the PLC to reduce catalyst dosage by 1.5-2.0% for every 1°C increase in sand temperature above baseline. This keeps strip time stable as ambient conditions change.
- Upper and lower limits — Set hard limits on catalyst ratio (e.g., 30% minimum, 60% maximum) to prevent runaway adjustments if a sensor fails.
- Alarm thresholds — Configure alarms if sand temperature exceeds ±8°C from baseline, or if catalyst dosage hits the limit boundaries. This flags calibration drift before it causes production issues.
Our 4G remote diagnostics module logs all these parameters in real time. If your strip time starts drifting three months after commissioning, we can pull the sensor data remotely and tell you whether it's a catalyst pump wearing out, a temperature sensor reading low, or your reclaimed sand LOI creeping up.
(Note: The remote diagnostics module is standard on our continuous mixer lines but optional on batch systems — worth adding if you're running multiple shifts and don't want to fly a technician in for every calibration issue.)
Temperature-Based Parameter Reference Table
Use this table as your starting point during commissioning. Adjust based on your specific resin grade, sand AFS number, and production cycle requirements.
| Ambient Temp (°C) | Sand Temp at Mixer (°C) | Resin Addition (% by sand weight) | TSA Catalyst (% of resin weight) | Mixing Time (seconds) | Bench Life (minutes) | Strip Time (minutes) |
|---|---|---|---|---|---|---|
| 5-10 | 8-12 | 1.3-1.5 | 55-60 | 100-120 | 30-40 | 15-20 |
| 10-15 | 12-18 | 1.2-1.4 | 50-55 | 90-110 | 25-35 | 12-16 |
| 15-20 | 18-22 | 1.1-1.3 | 45-50 | 80-100 | 20-28 | 10-14 |
| 20-25 | 22-26 | 1.0-1.2 | 40-45 | 70-90 | 16-22 | 8-12 |
| 25-30 | 26-32 | 0.9-1.1 | 35-40 | 60-80 | 12-18 | 6-10 |
| 30-40 | 32-40 | 0.8-1.0 | 30-35 | 60-75 | 10-15 | 6-8 |
Important: These parameters assume AFS 50-55 silica sand, standard furan resin (furfuryl alcohol content 65-75%), and mechanical reclamation with 0.4-0.6% residual resin. If you're running thermal reclamation or finer sand, resin addition drops by 0.1-0.2%.
The "Sand Temp at Mixer" column accounts for heat gain from ambient air and mixer friction. If your sand storage is outdoors in direct sun, add 3-5°C to ambient temperature. If your mixer sits in an air-conditioned room, sand temp will track closer to ambient.
Sand Reclamation Loop Integration — LOI Impact on Resin Demand
If you're planning a furan line with reclamation, you need to understand how reclaimed sand quality affects your mixer parameters. This isn't optional — it directly impacts your resin cost per ton of castings.
Mechanical vs Thermal Reclamation LOI Levels
Mechanical reclamation (crushing, screening, magnetic separation) removes most of the cured resin shell but leaves a thin residual coating. Typical LOI: 0.3-0.8%. This residual resin is inert (already cured) but it reduces the surface area available for fresh resin bonding.
Thermal reclamation (fluidized bed or rotary kiln at 600-800°C) burns off all organic material. Typical LOI: 0.1-0.2%. The sand is essentially virgin, but thermal reclamation costs 3-4x more per ton than mechanical.
Most buyers run mechanical reclamation and blend 30-50% reclaimed sand with virgin sand. At 50% reclaimed sand with 0.5% LOI, your effective resin demand drops from 1.3% to 1.1% because the reclaimed portion needs less fresh resin.
We validate reclaimed sand quality in our in-house testing lab before shipping reclamation equipment. The test protocol: run 100 kg of your sand through the reclamation line, measure LOI, mix a batch with standard resin addition, and test tensile strength. If strength drops more than 10% compared to virgin sand, the reclamation settings need adjustment (usually more aggressive crushing or finer screening).
Setup Sequence for Integrated Lines
When commissioning a line with reclamation:
- Calibrate the mixer with 100% virgin sand first — Lock in your baseline resin and catalyst ratios without the complexity of reclaimed sand variables.
- Introduce reclaimed sand at 20% blend ratio — Run test batches and measure mold strength. If strength holds within 5% of virgin sand baseline, increase blend ratio to 30-40%.
- Adjust resin addition based on LOI — For every 0.1% increase in reclaimed sand LOI, reduce fresh resin addition by 0.05-0.08%. This is a starting point; verify with tensile strength testing.
- Monitor LOI weekly during production — Reclaimed sand LOI drifts over time as your reclamation equipment wears. If LOI creeps from 0.4% to 0.7%, your resin demand changes and you'll see mold strength variation.
The buyers who cut resin costs by 12-15% are the ones who treat reclaimed sand as a controlled variable, not a "close enough" input. That means weekly LOI testing and monthly recalibration of mixer parameters.
Commissioning Sequence — Dry-Run Calibration to First-Batch Lock-In
Here's the step-by-step sequence we follow when commissioning a furan line. This assumes equipment is installed, wired, and hydraulically connected.
Day 1: Dry-Run Calibration (No Resin)
Sand metering verification — Run the sand hopper and belt scale at target flow rate (e.g., 2 tons/hour). Collect discharge for 10 minutes and weigh it. Actual weight should match PLC setpoint within ±2%. If not, recalibrate the belt scale load cells.
Mixer mechanical check — Run the mixer empty at operating speed. Check for vibration, bearing noise, and discharge gate operation. Verify rotor clearance (should be 3-5mm from chamber walls).
PLC parameter entry — Input your baseline parameters from the temperature reference table. Set resin and catalyst dosing pump speeds to match target ratios.
Day 2: Resin and Catalyst Dosing Verification
Pump flow rate testing — Run each dosing pump for 5 minutes at setpoint speed. Collect discharge and weigh it. Calculate actual flow rate vs. PLC setpoint. Adjust pump speed or stroke length to match target within ±3%.
Catalyst ratio confirmation — With both pumps running, collect simultaneous samples of resin and catalyst discharge. Weigh each sample and calculate the ratio. This is your actual catalyst percentage, not the theoretical setpoint.
Sand temperature sensor check — Place the RTD sensor in a bucket of sand at known temperature (use a calibrated thermometer). Verify PLC display matches actual temperature within ±1°C.
Day 3-4: First-Batch Quality Checks
Initial mix batch — Run the mixer with sand, resin, and catalyst at baseline parameters. Collect mixed sand and mold a test specimen (standard dog-bone tensile bar or 50mm cube).
Strip time measurement — Start timer when sand discharges from mixer. Check mold hardness every 2 minutes with Shore D durometer. Record the time when hardness reaches 70-75 Shore D — this is your actual strip time.
Bench life measurement — Leave mixed sand in a container at ambient temperature. Every 5 minutes, try to compact a small sample by hand. Bench life ends when the sand no longer flows freely and starts to harden in clumps.
Tensile strength testing — After full cure (30-60 minutes), test tensile strength of your molded specimens. Target: 1.8-2.5 MPa for standard furan systems. If strength is low (<1.5 MPa), increase resin addition by 0.1-0.2%. If strength is excessive (>3.0 MPa), you're over-resined and wasting money.
Day 5: PLC Parameter Lock-In
Final parameter adjustment — Based on Days 3-4 test results, adjust catalyst ratio, resin addition, or mixing time to hit your target strip time and bench life.
Temperature compensation programming — If your line has sand temperature feedback, program the compensation curve. Test by artificially heating or cooling the sand and verifying that the PLC adjusts catalyst dosage correctly.
Commissioning report documentation — Record all final parameters, test results, and sensor calibration data. This becomes your baseline for future troubleshooting.
Our factory commissioning reports include actual mixer performance data from your specific unit — not generic spec sheets. If your line is rated for 3 tons/hour mixed sand output, the report shows the flow rate we measured during final testing, along with the resin and catalyst consumption at that rate.

When to Request Custom Line Configuration
Standard furan line configurations work for most buyers, but three situations call for custom engineering:
Facility space constraints — If your ceiling height is under 6 meters, or your floor loading limit is under 800 kg/m², we need to redesign the mixer frame and hopper layout. Our 18-engineer team has configured lines for 4.5-meter ceiling heights by splitting the sand hopper into two smaller bins.
Extreme ambient conditions — Foundries in the Gulf region (40-45°C summer temperatures) or northern Canada (below 0°C in winter) need chilled or heated sand storage to keep sand temperature in the 20-30°C range. This adds $8,000-12,000 in cooling/heating equipment but eliminates the seasonal recalibration cycle.
High reclaimed sand ratios — If you're planning to run 60-80% reclaimed sand (to minimize virgin sand cost), the mixer needs more aggressive blending and the PLC needs tighter LOI-based resin adjustment logic. We've built lines for buyers in India running 75% reclaimed sand with mechanical reclamation — it works, but the mixer retention time increases by 20-30 seconds to ensure coating uniformity.
Send your facility dimensions, target output rate (tons/hour or molds/hour), and local climate data. We'll design the line layout, calculate floor loading, and provide mixer parameters optimized for your conditions. The engineering consultation is included when you Request Quote for a complete line.
Why Setup Accuracy Matters More Than Equipment Cost
I've seen buyers spend $80,000 on a furan line and then rush through commissioning in two days because production is waiting. Three months later, they're burning 15% more resin than necessary and scrapping 8% of molds due to inconsistent strip time.
The equipment cost is fixed. The resin cost is variable and never stops. On a line producing 50 tons of castings per month, a 12% reduction in resin consumption saves $3,000-4,000 monthly. That's $36,000-48,000 per year — enough to pay for the entire line in 18-24 months.
Setup accuracy comes from three things: calibrated dosing pumps, verified mixer parameters, and PLC feedback that adjusts for temperature drift. The first two take 3-5 days of commissioning work. The third costs an extra $3,000-4,000 in sensors and programming. Both pay back in under six months through lower resin consumption and fewer scrapped molds.
If you're comparing quotes and one supplier offers commissioning support while another just ships equipment and a manual, factor in the resin waste cost. The cheaper quote often costs more over 12 months of production.
For more detail on reducing resin consumption after your line is running, see How to Reduce Furan Resin Consumption. If you're still deciding between furan and phenolic binder systems, Furan vs Phenolic Resin Sand covers the cost and performance trade-offs.

Liu Haoran is the Resin Sand Production Line Technical Manager at TZFoundry. Over 11 years of hands-on work with furan, phenolic, and coated sand systems, he has commissioned 40+ resin sand lines for export buyers and developed binder dosing protocols...