Pattern deformation costs you twice. First in the scrap rate when the casting comes out dimensionally wrong. Second in the time lost remaking patterns and rerunning the pour. We've traced casting dimensional failures back to foam patterns that sat in the wrong storage conditions for three days — the pattern looked fine to the operator, but it had already compressed 2mm on one side. By the time the metal filled the mold, that 2mm became a 3mm deviation in the final part, and the batch got rejected.
The problem is that EPS foam patterns are fragile in ways that aren't obvious. They don't crack or break visibly. They compress, warp, and drift dimensionally under conditions that wouldn't affect a wooden pattern or a metal core. Most foundries treat pattern storage as an afterthought until they start seeing recurring dimensional issues in castings that should have been straightforward.
Why EPS Patterns Deform
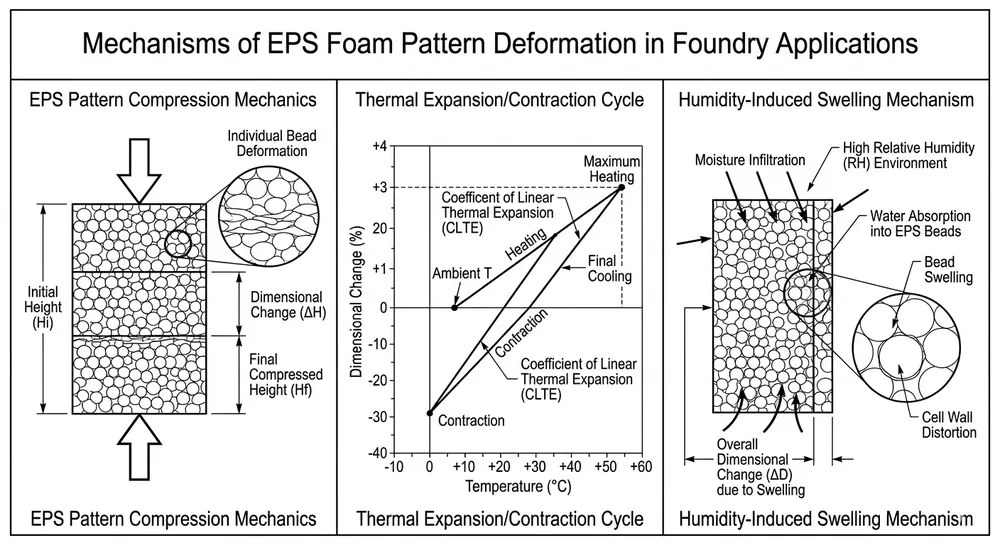
Expandable polystyrene foam is a cellular structure held together by fused beads. The material has almost no structural rigidity compared to the metal it will eventually become. When you stack patterns, lean them against a wall, or store them in fluctuating temperature, three things happen:
Compression under self-weight. A pattern for a large casting can weigh 5-8 kg. If you stack three of them, the bottom pattern is supporting 15-20 kg on a foam structure that was never designed to carry load. The beads compress where contact pressure is highest — usually at edges and thin sections. This happens slowly, over 24-48 hours, so operators don't notice until the pattern goes to coating.
Thermal expansion and contraction. EPS has a coefficient of thermal expansion around 60-80 × 10⁻⁶/°C. A 1-meter pattern exposed to a 15°C temperature swing will expand or contract by roughly 1mm. If the pattern is constrained (leaning against a wall, wedged in a rack), that expansion creates internal stress. When the temperature drops again, the pattern doesn't fully return to its original shape — you get permanent set.
Moisture absorption and bead swelling. EPS is hydrophobic, but it's not sealed. In high-humidity environments (above 70% RH), moisture condenses on the bead surfaces and migrates into the cellular structure. The beads swell slightly, and the pattern dimensions drift. We've measured 0.5-1.5mm growth on large patterns stored at 80% RH for a week. When you coat the pattern, the coating locks in that swollen state, and the casting comes out oversize.
The defect you see in the casting — a wall that's 2mm too thick, a flange that's out of square, a bore that's 3mm off-center — started when someone stacked the patterns wrong or left them in a hot storage area.

Storage Environment Control
Your pattern storage area needs three things: stable temperature, controlled humidity, and protection from direct airflow. These aren't nice-to-haves — they're the difference between 95% casting yield and 75% yield with recurring dimensional problems.
Temperature: 18-24°C, ±2°C maximum swing. This range keeps EPS dimensionally stable without requiring expensive climate control. The critical part is the swing limit. A storage area that cycles between 16°C at night and 28°C during the day will cause cumulative dimensional drift even if the average temperature is acceptable. Patterns stored near overhead doors, exterior walls, or uninsulated roofs see the worst temperature swings. We recommend interior storage rooms with insulated walls and no direct sun exposure.
Humidity: 40-60% RH. Below 40%, you get static buildup and dust attraction, which creates coating adhesion problems later. Above 60%, you risk moisture absorption and bead swelling. If your facility is in a humid climate (coastal, tropical), you need active dehumidification. A 200 m² pattern storage room typically needs a 50-liter/day dehumidifier running continuously to hold 50% RH in a high-humidity region.
Airflow: minimize direct drafts. HVAC vents blowing directly on stored patterns create localized temperature gradients. One side of the pattern cools or heats faster than the other, and you get differential expansion. If you must have ventilation in the storage area, use diffusers and keep air velocity below 0.5 m/s at pattern height.
We run our pattern storage at 20°C ± 1°C and 50% RH year-round. The climate control cost is about $800/month for a 300 m² room, but it eliminated the 8-12% scrap rate we were seeing from dimensionally drifted patterns. That scrap was costing us $15,000/month in remakes and delayed shipments, so the ROI was immediate.
Density-Specific Handling Procedures
EPS density determines how much abuse a pattern can take before it deforms. Lower-density patterns (18-22 kg/m³) are easier to machine and coat, but they're structurally weaker. Higher-density patterns (24-28 kg/m³) hold dimensions better under handling stress, but they're harder to cut and require more coating material. Your handling procedures need to match the density you're working with.
18-20 kg/m³ (low density): These patterns compress easily under point loads. Never stack them. Store horizontally on padded racks with full-length support. When moving patterns, use two-hand carries with support under the entire length — don't grab by one end. Maximum storage time before coating: 48 hours. After that, dimensional drift from self-weight becomes measurable (0.3-0.5mm on a 500mm pattern).
22-24 kg/m³ (standard density): This is the most common range for general cast iron and ductile iron work. Patterns can be stacked two-high if you use foam separator sheets between layers and keep stack time under 72 hours. Use flat storage racks, not vertical hanging. Vertical storage puts all the weight on the bottom edge, and you get compression at the mounting points. For complex geometries (patterns with thin walls, deep pockets, long unsupported spans), treat them like low-density patterns even if the bulk density is 22-24 kg/m³.
26-28 kg/m³ (high density): These patterns are rigid enough for limited vertical storage if the mounting points are reinforced. You can stack three-high with separators for up to one week without measurable deformation. High-density patterns are worth the extra material cost when you're running high-volume production and need to store patterns for multiple days between coating batches. The density upgrade costs about 15-20% more in raw material, but it cuts pattern remakes by half in our experience.
The table below shows recommended handling limits by density:
| EPS Density (kg/m³) | Max Stack Height | Max Storage Time Before Coating | Vertical Storage | Handling Notes |
|---|---|---|---|---|
| 18-20 | No stacking | 48 hours | Not recommended | Full-length support required, two-person carry for patterns >1m |
| 22-24 | 2-high with separators | 72 hours | Avoid | Flat rack storage, foam separators between layers |
| 26-28 | 3-high with separators | 7 days | Acceptable with reinforced mounts | Suitable for high-volume production with batch coating |

Pattern Aging and Pre-Coating Stabilization
Fresh EPS patterns continue to off-gas and dimensionally stabilize for 24-48 hours after cutting. If you coat a pattern immediately after machining, you trap residual stresses and volatile compounds under the coating layer. When the pattern heats up during metal pouring, those trapped gases expand and create coating defects — bubbling, delamination, and gas porosity in the casting.
Aging time by pattern size:
- Small patterns (<200mm): 24 hours minimum
- Medium patterns (200-600mm): 36-48 hours
- Large patterns (>600mm): 48-72 hours
During aging, store patterns in the controlled environment described earlier. Don't age patterns in the machining area or near the coating station — temperature and humidity swings during aging defeat the purpose.
Some foundries try to speed up aging by heating patterns to 40-50°C for a few hours. This works for off-gassing, but it introduces new dimensional drift from thermal expansion. Unless you have a temperature-controlled aging oven that can heat and cool slowly (2-3°C per hour ramp rates), stick with room-temperature aging.
We age all patterns for 48 hours minimum, regardless of size. It adds two days to the production schedule, but it cut our coating defect rate from 18% to under 5%. The scrap reduction paid for the extra storage space in four months.
Handling During Transport and Coating Prep
Most pattern damage happens during the 10 meters between storage and the coating station. Operators carry patterns by hand, set them down on hard surfaces, and bump them against doorframes. Each impact creates localized compression that shows up as a surface defect or dimensional error in the final casting.
Use dedicated pattern carts with padded surfaces. A simple rolling cart with 50mm foam padding costs $200 to build in-house and prevents 90% of handling damage. The cart should have raised edges to prevent patterns from sliding off during transport.
Never drag patterns across surfaces. Dragging creates abrasion on the contact surface, which roughens the bead structure and causes uneven coating adhesion. Lift and place, don't slide.
Inspect patterns immediately before coating. Run a visual check for compression marks, surface damage, and dimensional drift. Use a simple go/no-go gauge for critical dimensions — if the pattern is outside tolerance, don't coat it. Coating a bad pattern wastes coating material and guarantees a scrap casting.
Mark patterns with storage date and density. Use a permanent marker to write the cutting date and EPS density on a non-critical surface. This helps operators track aging time and apply the correct handling procedures. We use a simple code: "2024-04-08 / 24" means the pattern was cut on April 8, 2024, and uses 24 kg/m³ EPS.
Red Flags That Indicate Storage Problems
If you're seeing these issues in your castings, your pattern storage and handling procedures are the likely cause:
- Recurring dimensional errors in the same casting features — usually means patterns are compressing in the same spots during storage
- Coating delamination or bubbling on large flat surfaces — trapped moisture or incomplete aging
- Castings that are consistently oversize by 1-3mm — humidity-induced bead swelling during storage
- Dimensional variation between castings from the same pattern batch — temperature swings causing differential expansion
- Surface roughness or texture changes in specific casting areas — pattern surface damage during handling
When we see dimensional problems in castings, the first thing we check is pattern storage conditions. About 60% of the time, the root cause is either temperature swings, humidity exposure, or improper stacking during the 24-72 hours between cutting and coating.
Integration with Lost Foam Production Line Design
If you're specifying a lost foam casting production line, pattern storage and handling should be part of the system design, not an afterthought. The production line layout should minimize pattern transport distance, provide climate-controlled storage adjacent to the coating station, and include dedicated pattern racks sized for your typical pattern dimensions.
We design our lost foam lines with integrated pattern storage modules that maintain 20°C ± 2°C and 50% RH automatically. The storage capacity is sized for 3-5 days of production volume, which gives you buffer time for batch coating without forcing operators to rush patterns through aging. The climate control adds about 8-10% to the total line cost, but it's the difference between a 90% yield system and a 75% yield system.
For buyers evaluating lost foam equipment, ask the supplier how pattern storage is integrated into the line design. If the answer is "you handle storage separately," you're going to build that capability yourself after the first few months of dimensional problems. Better to spec it upfront.
Practical Recommendations for Immediate Implementation
Start with these three changes if you're currently seeing pattern-related casting defects:
- Measure and log your pattern storage environment for one week. Use a basic temperature/humidity datalogger ($150-200) to track conditions in your current storage area. If you're seeing swings greater than ±5°C or humidity outside 40-60% RH, that's your first problem to fix.
- Implement density-matched handling procedures. Mark all patterns with their EPS density and train operators on the stacking and storage limits for each density range. This costs nothing except training time and eliminates the most common handling mistakes.
- Add a 48-hour aging hold before coating. Even if you don't have perfect climate control yet, giving patterns time to stabilize before coating will reduce coating defects and trapped-gas porosity. Track your coating defect rate before and after implementing the aging hold — you should see a 30-50% reduction within the first month.
If you're sourcing a new lost foam production line or upgrading your existing system, send us your typical pattern sizes, production volume, and current scrap rate. We'll recommend the pattern handling and storage configuration that fits your facility layout and gets your yield above 90%. Contact our engineering team with your production specs, and we'll provide equipment recommendations with factory pricing.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...