You're comparing three quotations for investment casting equipment. Each supplier lists impressive numbers — casting capacity, vacuum pressure, cycle time — but the specs don't align. One claims 150 kg/hour capacity, another rates the same-sized machine at 200 kg/hour. The vacuum system specs use different units. The control system descriptions are vague. You need to write a purchase order, but you can't tell which supplier is being honest and which is inflating numbers to win the bid.
Investment casting machine specifications define the equipment's physical capacity, process control capability, and utility requirements. When spec sheets use inconsistent rating methods or omit critical parameters, you end up ordering equipment that doesn't match your facility's power supply, can't hold the tolerances your castings require, or runs at half the claimed output rate once installed.
What Investment Casting Machine Specifications Actually Define
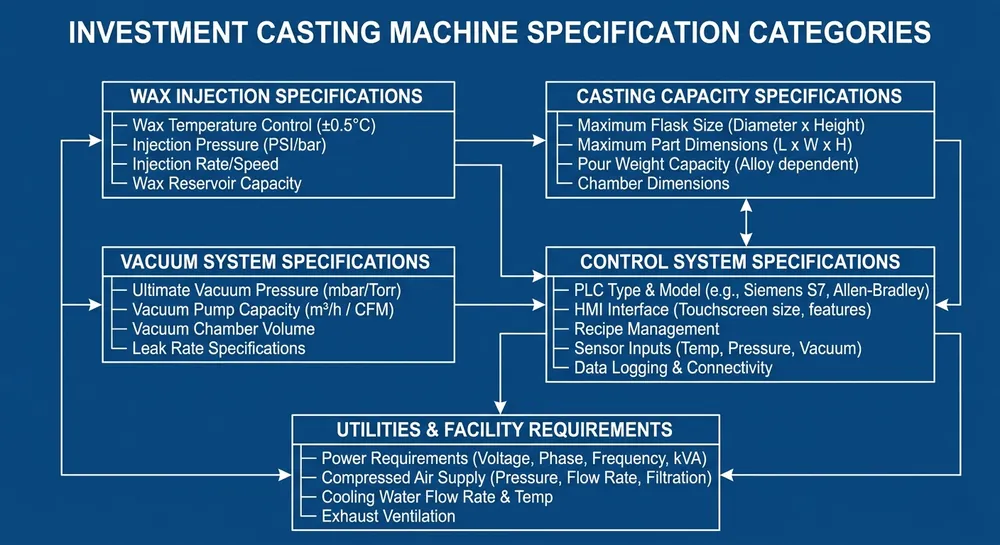
Specifications describe three things: what the machine can physically produce (casting capacity, flask dimensions, part size limits), how precisely it controls the casting process (vacuum pressure stability, temperature control, cycle repeatability), and what it needs from your facility (electrical load, compressed air volume, cooling water flow).
The confusion starts because suppliers rate the same parameters differently. "Casting capacity" might mean maximum flask weight, maximum metal pour weight, or theoretical hourly output under ideal conditions. A machine rated for "200 kg/hour capacity" could mean it handles 200 kg flasks, or that it can theoretically produce 200 kg of castings per hour if you're running small parts with 30-second cycle times and zero downtime. We've seen both interpretations on spec sheets from different suppliers.
The parameters that actually matter for your purchase decision fall into five categories: casting capacity and dimensional limits, vacuum system ratings, wax injection specifications, control system architecture, and utility requirements. Everything else on a spec sheet is either derivative (calculated from these core specs) or marketing filler.

Core Specification Categories: Capacity, Vacuum, and Process Control
Casting Capacity and Flask Dimensions
Maximum flask size determines the largest casting envelope you can produce. Suppliers typically specify this as length × width × height in millimeters, plus maximum flask weight. A machine rated for 500 × 400 × 300 mm flasks at 80 kg maximum weight can physically accommodate that flask size, but the actual usable casting volume is smaller once you account for gating systems and shell thickness.
We rate our equipment by the actual casting envelope, not the flask outer dimensions. A 500 mm flask with 20 mm shell thickness on all sides gives you 460 mm of usable casting space. Some suppliers list the flask dimension and let you figure out the casting space yourself — that's where the confusion starts.
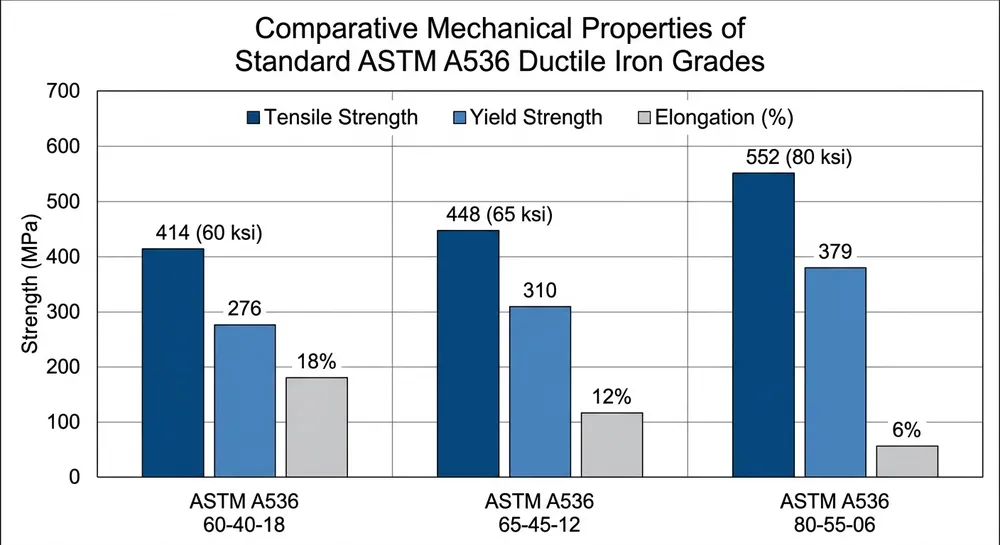
Maximum part weight capacity matters more than flask size for heavy castings. The machine's handling system (flask rotation, pouring mechanism, shakeout) must support the combined weight of flask, shell, and molten metal. If your typical casting is 30 kg and you're running ductile iron (density 7.1 g/cm³), the total flask weight during pouring could hit 60-70 kg once you add shell material and gating. Spec the machine for the loaded weight, not the finished casting weight.
Cycle time specifications need context. A supplier claiming "5-minute cycle time" should specify what that includes: wax injection, shell building time, dewaxing, preheating, pouring, and cooling? Or just the automated portion from flask loading to pouring? We measure cycle time from empty flask to finished casting ready for shakeout, because that's what determines your actual hourly output. A machine with a "fast" 5-minute automated cycle that requires 15 minutes of manual shell building isn't faster than a 10-minute fully automated system.
Vacuum System Specifications
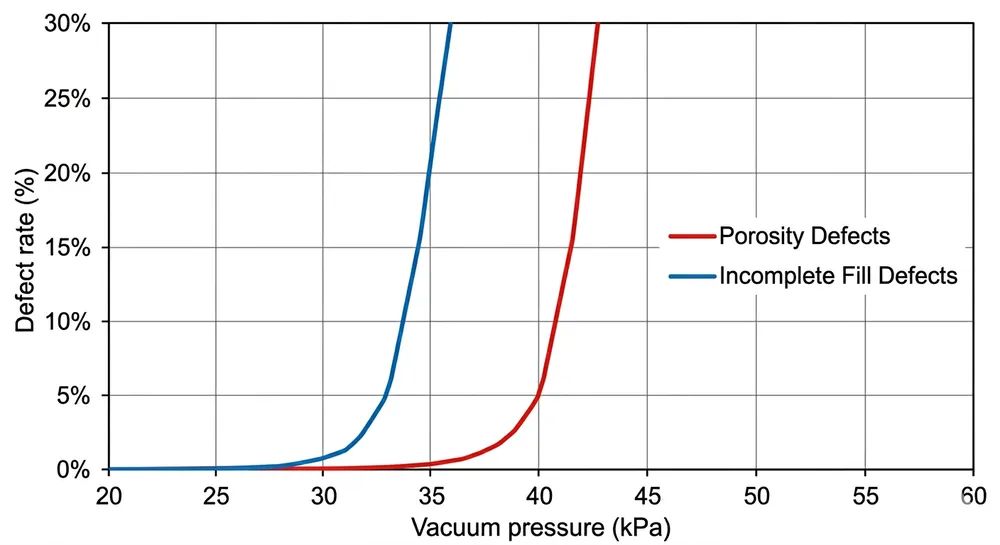
Vacuum pressure range and stability determine casting quality for thin-wall parts and complex geometries. Investment casting typically runs at 0.03-0.08 MPa vacuum (300-800 mbar below atmospheric pressure). The spec sheet should list both the maximum achievable vacuum and the control precision — a system rated for 0.05 MPa ±0.005 MPa holds tighter process control than one rated for 0.05 MPa ±0.02 MPa.
Vacuum pump capacity (measured in m³/hour or CFM) must match your flask volume and desired evacuation time. A 500-liter flask chamber needs a pump rated for at least 50 m³/hour to pull down to working vacuum in under 2 minutes. Undersized pumps work, but they slow your cycle time and struggle to maintain vacuum during the pour when gas evolution is highest.
Leak rate specifications tell you whether the vacuum system will hold pressure during production. We test every vacuum chamber at 0.05 MPa and measure pressure rise over 10 minutes. Acceptable leak rate is under 0.002 MPa rise per 10 minutes — anything higher means you're fighting leaks instead of controlling the casting process. Most suppliers don't list leak rate on spec sheets because it requires actual testing, but you should request it during factory audit.
Wax Injection Parameters
Injection pressure range (typically 0.3-0.8 MPa for investment casting wax) and temperature control precision (±2°C) determine pattern quality. Wax injection specs matter most if you're running complex geometries or thin-wall patterns where incomplete fill or dimensional variation causes downstream problems.
Temperature control zones should match your pattern complexity. Simple patterns run fine with single-zone wax temperature control. Multi-cavity molds or patterns with varying wall thickness need multi-zone control to prevent cold spots and short shots. The spec sheet should list the number of independently controlled heating zones and the temperature range for each zone.
Injection speed control (adjustable from 10-100% of maximum flow rate) lets you tune fill characteristics for different pattern geometries. Fixed-speed injection systems work for simple patterns but struggle with complex cores or thin ribs where controlled fill prevents air entrapment.
Power Requirements and Utility Specifications
Electrical load specifications determine whether your facility can run the equipment without infrastructure upgrades. Investment casting machines typically draw 15-45 kW depending on size and automation level. The spec sheet should list total connected load, operating load (actual draw during production), and voltage/phase requirements.
We've commissioned equipment in facilities where the quoted electrical spec didn't match the actual installation requirement. A machine listed as "380V 3-phase 30 kW" turned out to need 50 kW peak draw during wax injection and vacuum pump startup. The facility's 40 kW circuit breaker tripped on every cycle until they upgraded the service. Request both continuous operating load and peak inrush current — that's what your electrician needs to size the circuit correctly.
Compressed air requirements (volume in m³/min or CFM, pressure in MPa or PSI) power pneumatic actuators for flask handling, mold clamping, and automated gating. A typical automated investment casting line needs 0.6-0.8 MPa air supply at 1.5-2.0 m³/min. If your facility air system runs at 0.5 MPa, you'll need a booster compressor or the pneumatic cylinders won't develop full force.
Cooling water specifications (flow rate in liters/min, inlet temperature range, water quality requirements) matter for vacuum pump cooling and wax temperature control. Most vacuum pumps need 10-20 liters/min of cooling water below 30°C inlet temperature. If you're in a hot climate or your facility water runs warm, you'll need a chiller loop. Water quality matters too — hard water causes scale buildup in cooling jackets and reduces heat transfer efficiency over time.

Control System Architecture: PLC Platform and Diagnostics
PLC (Programmable Logic Controller) platform determines long-term supportability and integration capability. We offer Siemens or Mitsubishi PLCs because parts availability and technical support are reliable globally. A machine running an obscure Chinese PLC brand might work fine initially, but when an I/O module fails three years later, you're waiting weeks for a replacement part shipped from one supplier in Shenzhen.
The spec sheet should list the PLC model (not just "PLC-controlled"), the number of I/O points (digital inputs/outputs, analog inputs/outputs), and the HMI (Human-Machine Interface) screen size and resolution. A system with 64 I/O points and a 10-inch touchscreen HMI gives you more process monitoring and control flexibility than a basic 32-point system with a 7-inch screen.
Remote diagnostics capability matters for export installations. Our control systems include 4G modules that let your maintenance team (or our engineers) pull error logs, monitor process parameters in real-time, and adjust settings remotely. When a sensor fails at 2 AM, remote diagnostics tells you which sensor and what the failure mode is before you send a technician to the machine. Suppliers who don't offer remote diagnostics are assuming you have local PLC programming expertise — if you don't, you're calling them for support and waiting for someone to fly out.
Sensor configuration and redundancy determine process reliability. Critical parameters (vacuum pressure, wax temperature, mold temperature) should have redundant sensors so a single sensor failure doesn't shut down production. The spec sheet should list sensor types (thermocouple type, pressure transducer range and accuracy, proximity sensor specifications) and whether critical measurements use redundant sensors.
How to Compare Spec Sheets Across Suppliers
Normalize capacity ratings to the same basis. If Supplier A rates capacity as "150 kg/hour" and Supplier B rates it as "200 kg/hour," ask both suppliers to specify: kg of what (flask weight, casting weight, or metal pour weight), under what conditions (part size, cycle time, material), and with what utilization assumption (continuous operation or realistic production with setup time).
We provide capacity ratings three ways: maximum flask weight the machine can physically handle, theoretical hourly output assuming continuous operation with zero downtime, and realistic production rate assuming 85% utilization with normal setup and changeover time. The third number is what you should use for production planning.
Request test data for critical specifications. Vacuum pressure stability, temperature control precision, and cycle time repeatability should come with actual test results from a production run, not just catalog specs. We ship every machine with a commissioning report showing the measured performance of your specific unit — vacuum pressure logged over a 30-minute test run, wax injection temperature recorded across 20 cycles, actual cycle time for a representative part.
Compare control system specifications by counting actual I/O points and listing sensor types. A spec sheet that says "fully automated PLC control" without listing I/O count or sensor specifications is hiding something. Count the sensors you need (vacuum pressure, wax temperature, mold temperature, position sensors for flask handling, limit switches for safety interlocks) and verify the PLC has enough I/O points to connect them all with room for future expansion.
| Specification Category | What to Compare | Red Flags to Watch For |
|---|---|---|
| Casting Capacity | Flask dimensions (inner usable space), max part weight, realistic cycle time with setup | Capacity rated as "up to X kg/hour" without defining conditions; flask size listed without shell thickness clarification |
| Vacuum System | Achievable vacuum pressure, control precision (±MPa), pump capacity (m³/hour), leak rate spec | Vacuum pressure listed without control tolerance; no leak rate specification; pump capacity not matched to flask volume |
| Wax Injection | Injection pressure range, temperature control zones, temperature precision (±°C) | Single temperature spec without control precision; no mention of multi-zone capability for complex patterns |
| Control System | PLC brand and model, I/O point count, HMI screen size, remote diagnostics capability | Generic "PLC-controlled" without brand/model; vague "touch screen" without size/resolution; no remote access option |
| Utilities | Peak electrical load (not just connected load), compressed air volume and pressure, cooling water flow and temperature range | Only continuous load listed (missing peak inrush); air pressure listed without volume; no water quality requirements |
Spec Verification During Factory Audit
Witness vacuum system testing before shipment. Request a vacuum pull-down test where the supplier evacuates the chamber to rated pressure, closes the isolation valve, and monitors pressure rise over 10 minutes. Acceptable leak rate is under 0.002 MPa rise per 10 minutes. If they resist this test, the vacuum system has leak issues they don't want you to see.
Load test the flask handling system at maximum rated weight. Bring a test flask loaded to the maximum spec weight and watch the machine cycle through loading, rotation, pouring position, and unloading. Listen for motor strain, watch for hesitation in movement, and verify position sensors trigger correctly. We've seen machines rated for 80 kg flasks struggle with 70 kg loads because the motors were undersized.
Verify electrical load under operating conditions. Connect a power meter and measure actual draw during a complete production cycle including vacuum pump startup (highest inrush current), wax injection, and all auxiliary systems running simultaneously. Compare measured peak load to the spec sheet value — if actual draw exceeds the spec by more than 10%, your facility electrical system might be undersized.
Test control system response to simulated failures. Trigger a vacuum pressure sensor fault (disconnect the sensor) and verify the system stops safely and displays a clear error message. Test emergency stop function and verify all motion stops immediately. Check that the HMI displays real-time process data (vacuum pressure, temperatures, cycle timer) and that values update smoothly without lag or freezing.

Turning Your Casting Requirements Into Specification Language
Start with your part requirements and work backward to machine specs. If you're casting stainless steel parts up to 25 kg finished weight with ±0.5 mm dimensional tolerance, you need: flask capacity for 30-35 kg loaded weight (part + gating + shell), vacuum system capable of 0.04-0.06 MPa for thin-wall fill, and cycle time under 12 minutes to hit your production rate target.
Specify utility requirements based on your facility constraints, not just the machine's ideal operating conditions. If your facility electrical service is 220V single-phase, tell suppliers that upfront — don't wait until after the purchase order to discover the machine needs 380V three-phase and you're facing a $15,000 electrical upgrade. Same for compressed air pressure and cooling water temperature — if your facility runs 0.5 MPa air or 35°C cooling water, the machine spec must accommodate that or you need to budget for auxiliary equipment.
Request specification guarantees in the purchase contract. "Casting capacity: 150 kg/hour minimum, measured as finished casting weight over continuous 4-hour production run" is enforceable. "Casting capacity: up to 200 kg/hour" is marketing language with no accountability. We include guaranteed specifications in our contracts and back them with commissioning test data from your specific machine.
Frequently Asked Questions
What's the difference between "maximum capacity" and "rated capacity" on investment casting machine spec sheets?
Maximum capacity is the absolute physical limit — the largest flask the machine can physically accommodate or the highest vacuum pressure the pump can achieve under ideal conditions. Rated capacity is the sustainable operating point for continuous production. A vacuum pump with 0.08 MPa maximum capacity might be rated for 0.06 MPa continuous operation because running at maximum capacity continuously causes overheating and premature wear. Always design your process around rated capacity, not maximum capacity.
How do I verify that a supplier's claimed cycle time is realistic for my production?
Ask the supplier to break down the cycle time into specific steps: wax injection time, shell building time (if automated), dewaxing time, preheat time, pouring time, and cooling time to safe handling temperature. Add these up and compare to the claimed total cycle time. If the claimed cycle time is shorter than the sum of the steps, the supplier is either omitting steps or assuming unrealistic overlap. Request video of a complete production cycle during factory audit — that's the only way to verify actual cycle time.
Should I specify a particular PLC brand in my RFQ, or let suppliers propose their preferred control system?
Specify the PLC brand if you have existing equipment with that platform and want parts commonality and technician familiarity. If you're starting fresh, specify performance requirements instead: minimum I/O count, HMI screen size, remote diagnostics capability, and sensor redundancy for critical parameters. Then evaluate proposed PLC platforms based on global parts availability and local technical support. Siemens and Mitsubishi have the strongest global support networks for export installations.
What vacuum system specifications matter most for thin-wall stainless steel castings?
Vacuum pressure stability (control precision) matters more than absolute maximum pressure for thin-wall work. A system that holds 0.05 MPa ±0.003 MPa gives you better fill consistency than one that achieves 0.07 MPa but swings ±0.015 MPa during the pour. Also verify pump capacity is sized for fast evacuation — you want the flask at working vacuum within 90 seconds of closing the chamber, or you're adding dead time to every cycle.
How do I compare electrical specifications when suppliers list different voltage and phase configurations?
Convert everything to total power draw in kilowatts — that's the universal comparison basis. A machine listed as "380V 3-phase 40A" draws approximately 26 kW (380V × 40A × 1.73 × 0.9 power factor). Compare that to another supplier's "220V 3-phase 70A" which draws approximately 24 kW. Then verify your facility can supply that power at the required voltage and phase — if not, budget for a transformer or phase converter.
What's a reasonable lead time for custom-configured investment casting equipment?
Standard configurations ship in 8-12 weeks from order confirmation. Custom flask dimensions, non-standard voltage, or modified wax injection systems add 3-4 weeks for engineering and fabrication. If a supplier quotes 4-6 weeks for custom equipment, they're either building from existing inventory (which means it's not actually custom) or they're underestimating lead time to win the order. We quote realistic lead times and include milestone dates in the contract — foundation and frame completion, control system integration, factory testing, and shipment.
Making the Specification Decision
Match machine specifications to your actual production requirements, not your aspirational capacity. If you're currently producing 800 kg of castings per month and planning to grow to 1,200 kg over the next two years, spec equipment for 1,500 kg monthly capacity to give yourself headroom. Don't buy a machine rated for 3,000 kg monthly capacity because "we might need it someday" — you'll pay for capacity you won't use for years, and the equipment will sit partially idle while you're making payments on it.
Prioritize specification verification over catalog claims. A supplier who provides unit-specific commissioning test data, welcomes factory audits, and includes guaranteed specifications in the purchase contract is more trustworthy than one who sends glossy brochures with impressive numbers but resists verification requests.
Send us your casting alloy, part dimensions, target output rate, and facility utility specifications — we'll return a spec-matched equipment recommendation with factory test data from a similar configuration we've already built. Our engineering team will also flag any facility constraints (electrical service, compressed air capacity, cooling water temperature) that need attention before installation.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...