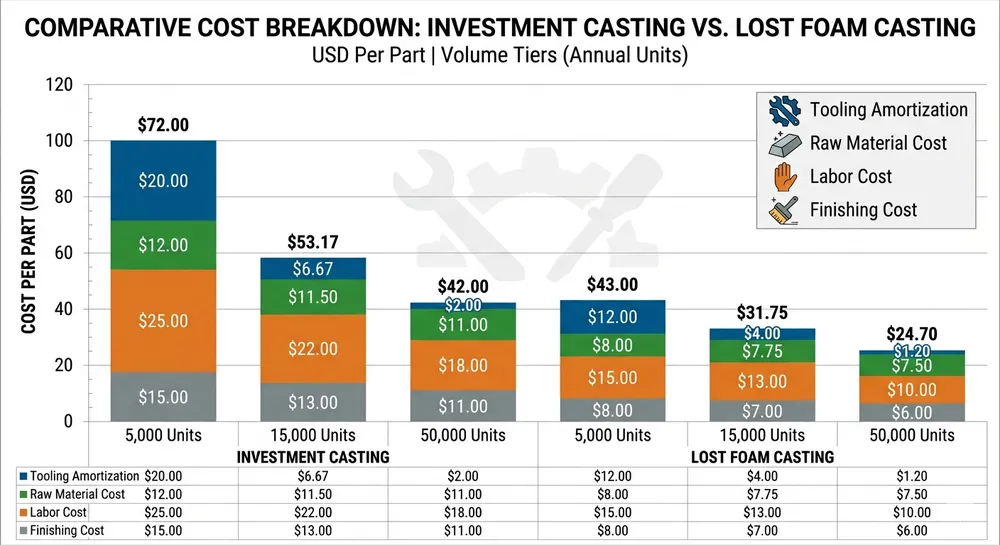
You're evaluating two precision casting processes for a new part program, and the cost-per-part question isn't straightforward. Investment casting quotes come in at $8-15 per part for your 5,000-unit annual volume, while lost foam estimates land at $12-18. But those numbers hide the real decision variables: tooling amortization, scrap rates that change with volume, machining allowances that double your finishing cost, and equipment CAPEX that shifts the breakeven point by 20,000 units.
We supply both Investment Casting Machine lines and Lost Foam Casting Production Line systems at TZFoundry, so we don't have a process to defend. Over 12 years commissioning both equipment types across 14 countries, I've seen buyers make the wrong choice by stopping at raw material cost or tooling price. The real cost structure includes five variables most RFQs ignore: pattern/tooling amortization across your actual volume, alloy-specific scrap rates, post-casting machining time, equipment CAPEX per annual part capacity, and the hidden labor cost in secondary operations.
Quick verdict: Investment casting wins on complex geometries under 10,000 units annually where tight tolerances justify the tooling cost. Lost foam wins on simple-to-moderate complexity above 15,000 units annually where material savings and lower equipment CAPEX offset the higher per-part pattern cost. Between 10,000-15,000 units, the decision hinges on part complexity and alloy type.
Process Mechanics That Drive Cost Structure
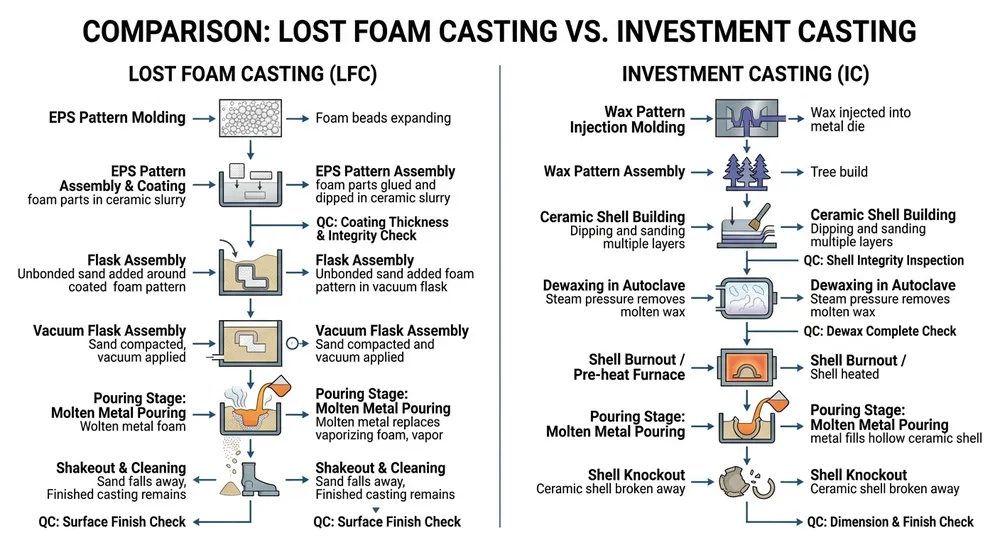
Investment casting builds a ceramic shell around a wax pattern, burns out the wax, and pours molten metal into the cavity. You're paying for multi-dip shell building (6-8 coats over 3-5 days), wax pattern injection tooling, and dewaxing/firing cycles. The process handles complex geometries with undercuts, thin walls down to 0.8mm, and tight tolerances (±0.13mm on small parts). Surface finish comes out at Ra 3.2-6.3μm, often eliminating secondary machining on non-critical surfaces.
Lost foam casting uses an expendable polystyrene (EPS) pattern that stays in the mold during pouring — the molten metal vaporizes the foam and takes its place. You're paying for EPS pattern tooling (simpler than wax injection dies), refractory coating application, and sand handling systems. The process works best for moderate complexity parts without extreme thin walls (minimum 3-4mm practical thickness), with tolerances around ±0.5-1.0mm and surface finish at Ra 12.5-25μm. Most lost foam parts need machining on functional surfaces.
The cost difference starts here: investment casting's ceramic shell costs $4-8 per part in materials and labor for small-to-medium parts, but it delivers near-net-shape accuracy. Lost foam's EPS pattern costs $0.80-2.50 per part and coating adds $0.50-1.20, but you'll spend $3-6 per part on post-casting machining to hit functional tolerances.

Tooling Cost Amortization Across Volume Tiers
Investment casting wax injection tooling runs $8,000-25,000 for a single-cavity die, depending on part complexity and size. Multi-cavity tooling (2-4 cavities) costs $18,000-45,000 but cuts your per-part pattern cost by 40-60%. Tooling life sits at 50,000-100,000 shots before rebuild, so your amortization cost depends entirely on annual volume and program duration.
Lost foam pattern tooling costs $3,000-12,000 for aluminum or epoxy dies — simpler than wax injection because you're not managing cooling channels or tight dimensional control on the pattern itself (the coating and casting process absorb some dimensional variation). Tooling life reaches 30,000-80,000 cycles depending on EPS bead density and mold complexity.
Here's the amortization math at three volume tiers:
| Annual Volume | Investment Tooling Cost/Part | Lost Foam Tooling Cost/Part | Crossover Analysis |
|---|---|---|---|
| 2,000 units | $4.00-12.50 | $1.50-6.00 | Lost foam wins by $2.50-6.50/part |
| 10,000 units | $0.80-2.50 | $0.30-1.20 | Lost foam wins by $0.50-1.30/part |
| 50,000 units | $0.16-0.50 | $0.06-0.24 | Lost foam wins by $0.10-0.26/part, but material waste becomes the dominant cost variable |
Investment casting's higher tooling cost matters most at low volumes. Below 5,000 units annually, you're carrying $2-8 per part in tooling amortization. Above 25,000 units, tooling cost drops under $0.50 per part and becomes noise in the total cost structure — material yield and labor efficiency take over as the decision variables.
(Note: these numbers assume 3-year tooling life. If your program runs 5+ years, investment casting's tooling disadvantage shrinks further. If you're doing a 1-year pilot run, the tooling penalty doubles.)
Material Waste and Scrap Rate Reality
Investment casting delivers 85-92% material yield on ferrous alloys and 88-95% on non-ferrous. You're pouring into a ceramic shell with minimal gating — most of the metal ends up in the part. Scrap rate sits at 2-5% for experienced foundries on stable part geometries, rising to 8-12% during new part ramp-up or on complex thin-wall designs.
Lost foam casting yields 75-85% material efficiency because you need heavier gating to ensure complete foam gasification and metal fill. Scrap rate runs 5-8% on simple geometries with experienced process control, but jumps to 12-18% on complex parts or when coating thickness varies. The two most common lost foam defects — carbon inclusions from incomplete foam burnout and porosity from gas entrapment — both increase with part complexity and wall thickness variation.
Material cost impact on a $4.50/kg stainless steel part (1.2 kg finished weight):
- Investment casting: 1.2 kg ÷ 0.90 yield = 1.33 kg poured × $4.50/kg = $6.00 material cost per good part
- Lost foam casting: 1.2 kg ÷ 0.80 yield = 1.50 kg poured × $4.50/kg = $6.75 material cost per good part
That $0.75 difference multiplied across 20,000 units annually is $15,000 in material waste. For high-value alloys (tool steels, nickel alloys, titanium), this gap widens to $2-5 per part.
Lost foam's material disadvantage shrinks on aluminum and low-cost cast iron where raw material runs $2-3/kg. It becomes decisive on high-alloy stainless (17-4PH, 316L) and nickel-based alloys where material cost dominates the total part cost.
Labor Cost Per Part: Where Process Complexity Shows Up
Investment casting labor breaks into pattern injection ($0.40-1.20 per part), shell building ($2.50-5.00 per part for 6-8 dip cycles), dewaxing and firing ($0.80-1.50 per part), and pouring/shakeout ($0.60-1.20 per part). Total labor: $4.30-8.90 per part for small-to-medium components. Shell building is the labor bottleneck — each dip cycle needs 4-8 hours drying time, so you're managing work-in-process inventory across 3-5 days.
Lost foam labor covers pattern molding ($0.30-0.80 per part), coating application ($0.80-1.80 per part depending on coating thickness and drying method), sand filling and compaction ($0.40-0.90 per part), and pouring/shakeout ($0.50-1.00 per part). Total labor: $2.00-4.50 per part. The process moves faster because you're not waiting for multi-day shell curing — pattern to casting in 8-24 hours is typical.
Investment casting's labor cost stays relatively flat across volume because shell building is manual or semi-automated even in high-volume foundries. Lost foam labor cost drops 30-40% when you move from manual coating (brush or dip) to automated spray coating systems at volumes above 15,000 units annually.
Labor cost advantage shifts with volume:
- Under 10,000 units/year: Lost foam wins by $2.30-4.40 per part
- 10,000-25,000 units/year: Lost foam wins by $1.50-3.00 per part (automation starts paying off)
- Above 25,000 units/year: Lost foam wins by $0.80-2.00 per part (full automation on coating and sand handling)
Post-Casting Machining: The Hidden Cost Multiplier
Investment casting delivers Ra 3.2-6.3μm surface finish and ±0.13-0.25mm dimensional tolerance on most features. For many applications, you're machining only critical surfaces (bearing bores, sealing faces, threaded holes). Machining time runs 5-15 minutes per part for typical post-casting operations.
Lost foam casting comes out at Ra 12.5-25μm surface finish and ±0.5-1.0mm tolerance. You're machining most functional surfaces to hit assembly requirements. Machining time runs 15-35 minutes per part, and you're removing 1.5-3.0mm stock per side instead of 0.5-1.0mm cleanup cuts.
Machining cost at $45/hour shop rate:
- Investment casting: 10 minutes average × $45/hour = $7.50 per part
- Lost foam casting: 25 minutes average × $45/hour = $18.75 per part
That $11.25 difference per part erases lost foam's labor and tooling advantages on many part programs. The machining penalty hits hardest on complex geometries with multiple functional surfaces — if you're machining 8-10 features per part, lost foam's rough surface finish and loose tolerance stack becomes a 30-40 minute machining operation.
Investment casting's near-net-shape advantage grows with part complexity. On simple parts with 2-3 machined features, the machining cost difference shrinks to $3-5 per part. On complex parts with 10+ features, it expands to $15-25 per part.

Equipment CAPEX and Capacity Economics
A complete Investment Casting Machine production cell (wax injection, shell building station, dewaxing autoclave, burnout furnace, pouring station) runs $180,000-450,000 depending on automation level and annual capacity. A manual/semi-automated line handles 8,000-15,000 parts annually. A fully automated line reaches 25,000-40,000 parts annually.
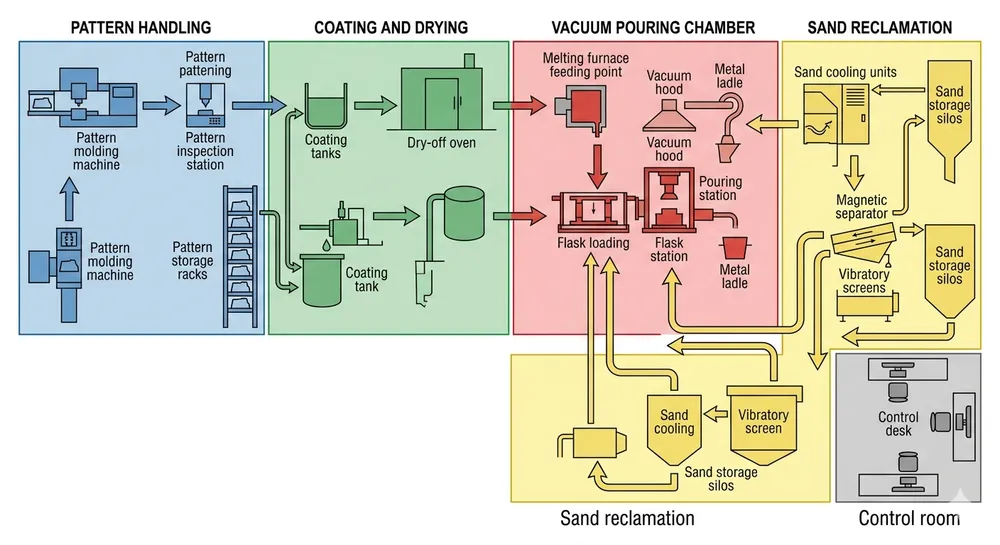
A complete Lost Foam Casting Equipment line (pattern molding machine, coating system, sand filling and compaction, vacuum pouring station, shakeout and reclamation) costs $120,000-320,000 for similar capacity ranges. Manual systems handle 12,000-20,000 parts annually. Automated lines reach 35,000-60,000 parts annually.
Equipment cost per annual part capacity:
- Investment casting: $12-18 per annual unit of capacity (e.g., $360,000 line ÷ 25,000 units/year = $14.40 per unit capacity)
- Lost foam casting: $8-13 per annual unit of capacity (e.g., $280,000 line ÷ 30,000 units/year = $9.33 per unit capacity)
Lost foam's lower equipment CAPEX matters most when you're building new capacity or entering a new part category. If you're running 30,000 units annually and need to add a second line, lost foam saves you $60,000-130,000 in equipment cost. That's 5,000-10,000 parts worth of cost advantage before you cast the first part.
Investment casting's equipment cost disadvantage comes from the shell building and firing infrastructure — you need controlled-humidity drying rooms, dewaxing autoclaves, and high-temperature burnout furnaces. Lost foam needs simpler equipment (coating spray booths, sand handling conveyors, vacuum chambers), but you're managing sand reclamation and foam pattern storage.
Alloy Compatibility and Cost Implications
Investment casting handles nearly any castable alloy: carbon steel, stainless steel (304, 316, 17-4PH, duplex grades), tool steel, aluminum, bronze, brass, nickel alloys (Inconel, Hastelloy), cobalt-chrome, and titanium. The ceramic shell withstands pouring temperatures up to 1650°C, so you're not limited by process temperature.
Lost foam casting works well for aluminum alloys, cast iron, ductile iron, and low-to-medium carbon steel. It struggles with high-temperature alloys (nickel-based, cobalt-chrome, titanium) because foam gasification at 1500°C+ creates excessive gas pressure and porosity risk. Stainless steel is possible but requires careful coating formulation and vacuum control to prevent carbon pickup from foam residue.
Alloy-specific cost guidance:
- Aluminum (A356, A380): Lost foam wins by $2-4 per part across all volumes — low material cost, good foam gasification, minimal machining on many parts
- Cast iron and ductile iron: Lost foam wins by $3-6 per part above 10,000 units annually — material cost is low, lost foam's rough surface finish matters less for many iron applications
- Carbon steel and low-alloy steel: Competitive at 10,000-20,000 units — investment casting wins on complex parts, lost foam wins on simple geometries
- Stainless steel (304, 316, 17-4PH): Investment casting wins by $4-8 per part across all volumes — material waste penalty on lost foam is too high, and stainless parts usually need tight tolerances
- Tool steel, nickel alloys, titanium: Investment casting only — lost foam can't handle the pouring temperature and alloy reactivity
If your part program includes high-value alloys, investment casting's material yield advantage (10-15% better) and tighter tolerances (less machining waste) become decisive. On aluminum and cast iron, lost foam's lower equipment and labor costs dominate the decision.
Volume Threshold Decision Matrix
Here's where each process wins based on annual volume and part complexity:
| Annual Volume | Simple Geometry (2-4 features, no undercuts) | Moderate Complexity (5-8 features, some undercuts) | High Complexity (10+ features, thin walls, tight tolerances) |
|---|---|---|---|
| Under 5,000 | Lost foam by $3-6/part (tooling advantage) | Investment casting by $1-3/part (machining savings offset tooling cost) | Investment casting by $5-10/part (near-net-shape critical) |
| 5,000-15,000 | Lost foam by $2-5/part (tooling + labor) | Competitive — depends on alloy and machining requirements | Investment casting by $4-8/part (machining cost dominates) |
| 15,000-30,000 | Lost foam by $1-4/part (automation pays off) | Lost foam by $0.50-2/part on aluminum/iron; investment casting by $2-4/part on stainless/tool steel | Investment casting by $3-7/part (complexity penalty on lost foam grows) |
| Above 30,000 | Lost foam by $0.80-3/part (material cost becomes dominant variable) | Lost foam by $0.50-2/part on low-cost alloys; investment casting by $1-3/part on high-value alloys | Investment casting by $2-6/part (near-net-shape value compounds at volume) |
Key decision variables:
- Part complexity: More features and tighter tolerances favor investment casting due to machining cost
- Alloy type: High-value alloys favor investment casting due to material yield; aluminum and iron favor lost foam
- Volume stability: Long-run programs (5+ years) favor investment casting because tooling cost amortizes further
- Machining capability: If you have in-house machining capacity with low hourly rates, lost foam's tolerance disadvantage shrinks
Real Foundry Scenarios: Which Process Wins
Scenario 1: Aluminum automotive bracket, 25,000 units/year, 4 machined holes, no critical tolerances
Lost foam wins. Material cost is low ($2.80/kg aluminum), part geometry is simple, and the rough surface finish doesn't matter for a structural bracket. Total cost: lost foam $8.50/part vs investment casting $11.20/part. The $2.70 difference × 25,000 units = $67,500 annual savings. Lost foam's lower equipment CAPEX ($280,000 vs $360,000) adds another $80,000 advantage over 3-year tooling life.
Scenario 2: 17-4PH stainless steel pump impeller, 8,000 units/year, 8 machined surfaces, ±0.15mm tolerance on blade profile
Investment casting wins. High material cost ($8.50/kg stainless), tight tolerances, and multiple machined features make near-net-shape critical. Total cost: investment casting $24.50/part vs lost foam $31.80/part (if lost foam is even feasible — many foundries won't run 17-4PH in lost foam due to carbon pickup risk). The $7.30 difference × 8,000 units = $58,400 annual savings.
Scenario 3: Ductile iron valve body, 18,000 units/year, 6 machined ports, moderate complexity
Lost foam wins. Cast iron material cost is low ($2.20/kg), and valve bodies tolerate Ra 12.5μm surface finish on non-sealing surfaces. Total cost: lost foam $12.80/part vs investment casting $15.40/part. The $2.60 difference × 18,000 units = $46,800 annual savings. Lost foam's faster cycle time (24 hours pattern-to-casting vs 5 days for shell building) also reduces working capital tied up in WIP inventory.
Scenario 4: Titanium aerospace fitting, 3,500 units/year, 12 machined features, ±0.10mm tolerance
Investment casting only. Titanium requires 1650°C pouring temperature (lost foam can't handle it), and the part complexity demands near-net-shape accuracy to avoid excessive machining cost on a $45/kg material. Total cost: investment casting $68-85/part depending on size. Lost foam isn't an option.

Supplier Validation: What to Verify Before Committing
When sourcing either process, verify these cost-critical factors that suppliers often misrepresent:
For investment casting quotes:
- Shell building method: Manual dip vs robotic dip vs rain/fluidized bed coating — affects labor cost and consistency
- Wax reclaim rate: Good foundries recover 95%+ of wax from dewaxing, reducing your pattern material cost
- Scrap rate on similar parts: Ask for actual scrap data on parts with similar complexity and alloy — 2-5% is achievable, but 8-12% is common during ramp-up
- Tooling life guarantee: 50,000 shots minimum for single-cavity dies; if they quote 30,000, you're paying for premature tooling replacement
For lost foam quotes:
- Coating thickness control: ±0.2mm variation is acceptable; ±0.5mm+ creates porosity and dimensional issues
- Sand reclamation rate: 92-96% sand recovery is standard with mechanical reclamation; below 90% means you're buying excess sand
- Vacuum system capacity: Verify vacuum chamber size matches your part envelope — undersized chambers cause incomplete fill and scrap
- EPS bead density range: Equipment should handle 18-28 kg/m³ density range; limited-range equipment restricts your alloy options
Common cost traps in both processes:
- Tooling "ownership": Clarify whether you own the tooling or the foundry retains it — affects your ability to re-source
- Minimum order quantities: Investment casting foundries often require 500-1,000 unit minimums per run due to shell building batch economics
- Secondary operations: Verify whether machining, heat treatment, and surface finishing are included in the quoted price or added later
- Scrap responsibility: Who pays for scrap parts — you or the foundry? This shifts the effective cost-per-part by 2-8%
Equipment Sourcing: CAPEX Planning for In-House Casting
If you're considering in-house casting capacity instead of outsourcing, the equipment decision changes your cost structure:
Investment casting in-house makes sense at 15,000+ units annually when you're running high-value alloys (stainless, tool steel, nickel alloys) where material control and IP protection justify the equipment investment. You'll need $250,000-450,000 for a complete line, plus 3-5 trained operators and a controlled-environment facility (humidity and temperature control for shell building).
Lost foam in-house makes sense at 20,000+ units annually on aluminum or cast iron parts where material cost is low and you can tolerate the learning curve on coating and vacuum control. Equipment cost runs $180,000-320,000, and you'll need sand reclamation infrastructure (another $40,000-80,000) to make the economics work. We've commissioned Lost Foam Casting Production Line systems in 14 countries, and the most common mistake is underestimating the sand handling and reclamation cost — budget 25-30% of total equipment cost for material handling infrastructure.
Modular approach: TZFoundry's equipment design lets you start with one process and add the other later without rebuilding your facility layout. If you're running 12,000 units annually today but expect 25,000 in two years, start with lost foam for the lower CAPEX and faster ROI, then add investment casting capacity when high-complexity or high-value alloy parts justify the equipment cost.
Remote commissioning support reduces your startup cost by $8,000-15,000 compared to on-site installation — your team follows our video-guided setup process, and we troubleshoot via real-time diagnostics. This works for both Investment Casting Machine and Vacuum Casting Production Line installations as long as your team can read hydraulic schematics and PLC ladder logic.
Next Step: Send Your Part Data for Process Recommendation
The cost-per-part decision depends on your specific part geometry, annual volume, alloy specification, and tolerance requirements. Generic cost estimates miss the variables that shift the breakeven point by 10,000 units or $5 per part.
Send us your part drawing (STEP or PDF), target alloy, annual volume forecast, and tolerance requirements. Our engineering team will run the cost model for both processes and send back a side-by-side comparison showing:
- Tooling cost amortized across your volume
- Material cost including scrap rates for your alloy
- Labor cost based on part complexity
- Post-casting machining time and cost
- Equipment CAPEX if you're considering in-house capacity
- Total landed cost per part for both processes
We supply both investment casting and lost foam equipment, so the recommendation is process-neutral — we're optimizing for your lowest total cost, not our equipment sales. Most buyers get the analysis back within 48 hours.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...