You're evaluating two precision casting processes for complex geometries — lost foam and investment casting. Both handle intricate internal passages and thin walls that green sand can't touch. The real question isn't which process makes better castings. It's which production line gives you better economics for your specific part geometry, volume, and alloy mix.
Here's the verdict from 12 years running both systems: lost foam wins on floor space efficiency and high-volume gray iron or ductile iron work. Investment casting wins on dimensional tolerance under ±0.13mm and stainless steel surface finish. The breakpoint sits around 500-1,000 units per year — below that, investment casting's per-part tooling cost kills your margin; above that, lost foam's pattern production becomes the bottleneck unless you automate the EPS cutting line.
We manufacture both production lines at TZFoundry, so this comparison comes from commissioning data across 14 countries, not from a sales preference. Let's break down where each process actually costs you money.
Process Mechanics: Where Defects Start
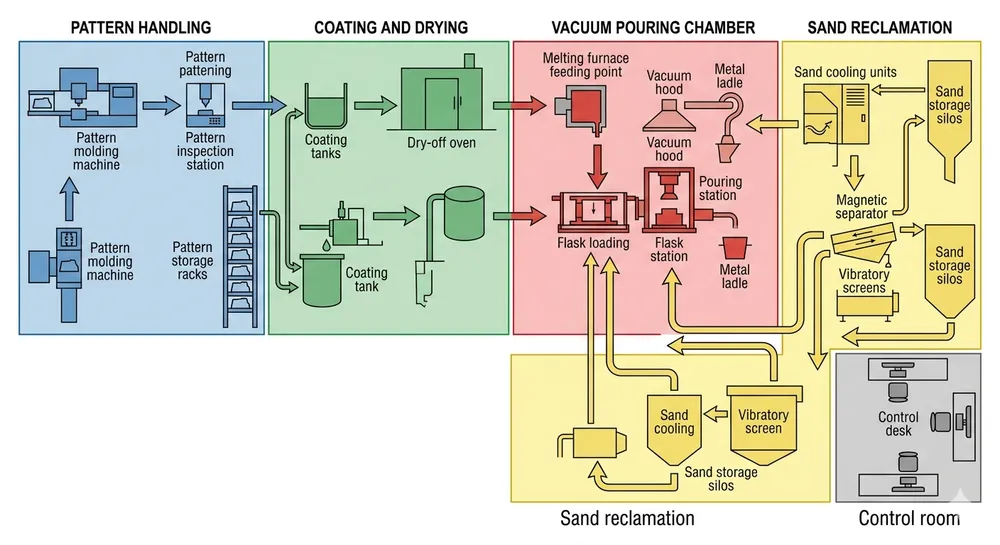
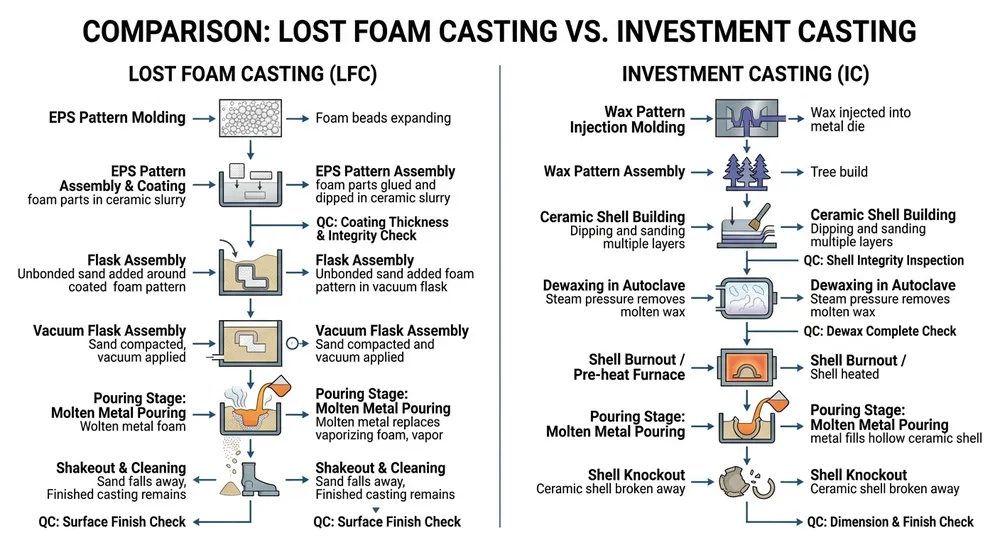
Lost foam uses an expendable polystyrene pattern coated with refractory slurry, placed in unbonded sand, then filled with molten metal that vaporizes the foam. Investment casting builds a ceramic shell around a wax pattern, melts out the wax in an autoclave, then pours into the preheated shell.
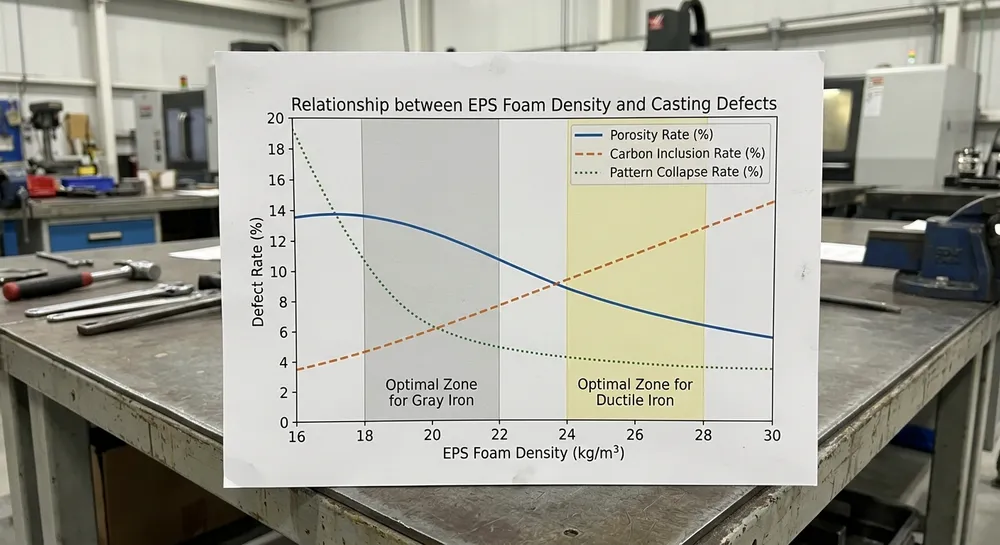
The defect modes are completely different. In lost foam, 80% of casting defects trace back to coating permeability mismatch or foam density inconsistency. If your coating is too dense (below 150 Darcy permeability), the vaporized styrene can't escape fast enough and you get carbon inclusions. If your EPS bead density varies more than ±2 kg/m³ within a pattern, you'll see localized porosity where the low-density zones gasify faster.
Investment casting defects come from shell cracking during dewax or incomplete wax removal. A 3mm wall section in the shell will crack if you ramp the autoclave above 3°C per minute. Residual wax in blind pockets shows up as surface carbon spots after pouring — we've seen buyers reject entire batches because the dewax cycle was 20 minutes too short.
The takeaway: lost foam defects happen during coating and pattern prep. Investment casting defects happen during shell building and dewax. Your QC checkpoints sit in completely different places on the production line.

Head-to-Head Production Line Comparison
| Dimension | Lost Foam Casting | Investment Casting |
|---|---|---|
| Dimensional Tolerance | ±0.25mm to ±0.50mm typical | ±0.13mm to ±0.25mm typical |
| Surface Finish (Ra) | 6.3-12.5 μm (gray iron), 3.2-6.3 μm (aluminum) | 1.6-3.2 μm across most alloys |
| Minimum Wall Thickness | 3mm (gray iron), 2mm (aluminum) | 0.8mm (stainless steel), 1.5mm (carbon steel) |
| Pattern Cost per Part | $2-$15 (EPS cutting, depends on geometry) | $50-$500 (wax injection tooling, amortized over run) |
| Tooling Lead Time | 2-4 weeks (CNC foam cutting die) | 6-12 weeks (injection die for wax patterns) |
| Floor Space (500 units/month line) | 180-250 m² (coating, drying, flask assembly, pouring) | 350-450 m² (wax injection, shell dipping, dewax autoclave, burnout furnace, pouring) |
| Alloy Suitability | Excellent for gray iron, ductile iron, aluminum; acceptable for carbon steel | Excellent for stainless steel, carbon steel, cobalt alloys; acceptable for aluminum |
| Economical Lot Size | 500+ units (pattern cost spreads thin) | 50-500 units (tooling amortized, but per-part labor stays high) |
| Vacuum System Requirement | Yes — 0.04-0.06 MPa continuous during pour | No (atmospheric shell pouring) |
| Scrap Rate (Typical) | 8-15% (carbon defects, misruns) | 5-10% (shell cracks, incomplete fill) |
The tolerance difference matters more than the numbers suggest. If your part has a machined interface that mates with another component, investment casting's tighter as-cast tolerance can eliminate a secondary machining operation. We've seen buyers switch from lost foam to investment casting on a stainless steel valve body because the ±0.13mm tolerance let them skip a boring operation — saved $8 per part in machining cost, which covered the higher casting price.
Surface finish drives the decision for visible parts or fluid-contact applications. Investment casting's 1.6-3.2 μm Ra comes straight out of the mold with minimal cleanup. Lost foam on gray iron sits at 6.3-12.5 μm Ra, which is fine for pump housings or engine blocks but needs grinding if the part shows in the final assembly.
Production Line Footprint and Infrastructure Cost
Lost foam production lines fit tighter spaces because the process consolidates around a single vacuum flask station. A 500-unit-per-month line needs:
- EPS pattern cutting area: 40-60 m² (CNC hot-wire or steam molding press)
- Coating and drying zone: 80-100 m² (dip tanks, forced-air drying racks, 24-48 hour cure time)
- Flask assembly and pouring: 60-90 m² (vacuum pump skid, sand handling, pouring ladles)
Total: 180-250 m², and the vacuum system is the only major utility load (15-22 kW for a 0.04 MPa pump on a 1.5 m³ flask).
Investment casting spreads across more stations because shell building takes 7-10 dip cycles with drying time between each layer:
- Wax injection room: 50-70 m² (climate-controlled, 20-24°C to prevent wax distortion)
- Shell building area: 120-150 m² (dip tanks, stucco application, drying racks for 7-10 cycles)
- Dewax autoclave zone: 40-60 m² (autoclave, steam boiler, wax reclaim tanks)
- Burnout furnace and pouring: 140-170 m² (shell preheat to 900-1050°C, pouring stations, cooling racks)
Total: 350-450 m², and you're running a steam boiler for dewax plus high-temperature burnout furnaces that pull 60-80 kW continuous.
The infrastructure cost difference shows up in your facility build-out. Lost foam needs a vacuum pump and standard compressed air. Investment casting needs steam generation, autoclave pressure vessels, and high-temp furnace capacity. If you're retrofitting an existing foundry building, lost foam drops into a smaller footprint with less utility work.

The Hidden Cost: Tooling Economics and Pattern Production
This is where most buyers miscalculate. The per-part pattern cost looks small until you multiply it across your annual volume.
Lost foam pattern cost: EPS cutting runs $2-$15 per pattern depending on geometry complexity. A simple pump housing with no internal cores costs $3-$5. A complex manifold with internal passages costs $10-$15 because the CNC hot-wire path takes longer and scrap rate goes up. At 5,000 units per year, you're spending $15,000-$75,000 annually on consumable patterns. The EPS material itself is cheap (18-28 kg/m³ density beads at $2-$3 per kg), but the cutting time is the real cost.
Investment casting tooling cost: Wax injection dies run $5,000-$50,000 depending on part complexity and cavity count. A single-cavity die for a 200mm valve body costs $15,000-$25,000 and takes 8-10 weeks to machine and polish. But once you have the die, wax pattern cost drops to $0.50-$3.00 per shot. At 5,000 units per year, your amortized tooling cost is $3-$5 per part in year one, then under $1 per part in subsequent years.
The breakpoint: below 500 units per year, lost foam wins on tooling economics. Above 1,000 units per year, investment casting's amortized die cost beats lost foam's recurring pattern expense. Between 500-1,000 units, the decision hinges on part geometry — if your part has complex internal cores that drive up EPS cutting time, investment casting pulls ahead earlier.
We've seen buyers start with lost foam for prototype and low-volume production (50-200 units), then switch to investment casting when the part goes into serial production above 1,000 units annually. The transition makes sense if you're confident in the design — you're trading upfront die cost for lower per-part expense over the product's 3-5 year life.
Alloy Performance and Surface Quality Trade-Offs
Lost foam handles gray iron and ductile iron better than any other precision casting process. The unbonded sand and vacuum environment give you excellent fill on thin-wall sections (down to 3mm) without the sand inclusion risk you'd see in green sand molding. We run ductile iron castings at 1,380-1,420°C pouring temperature with 0.04-0.06 MPa vacuum, and the foam gasification actually creates a reducing atmosphere that protects the nodular graphite structure.
But lost foam struggles with stainless steel surface finish. The carbon from vaporized polystyrene can carburize the surface layer, leaving a rough, discolored skin that needs grinding. If you're casting 316L stainless for food processing equipment or medical components, that surface carbon is a deal-breaker — you'll spend more on post-casting cleanup than you saved on the casting process.
Investment casting excels at stainless steel and high-alloy work. The ceramic shell is inert, the wax burns out completely in the dewax cycle, and you're pouring into a preheated mold (900-1050°C) that prevents surface chilling. The result: clean, oxide-free surface finish at 1.6-3.2 μm Ra with no carburization. This is why aerospace and medical casting buyers default to investment casting for 17-4PH, Inconel, or cobalt-chrome alloys.
Carbon steel and low-alloy steel work in both processes, but the economics flip based on volume. Lost foam gives you faster turnaround on low-volume carbon steel work (under 500 units) because you skip the wax die lead time. Investment casting gives you better dimensional control and surface finish on high-volume carbon steel work (over 1,000 units) where the die cost amortizes.
Application Showdown: Which Process Wins by Scenario
Scenario 1: High-Volume Ductile Iron Pump Housings (5,000 units/year)
Winner: Lost foam casting
A 250mm ductile iron pump housing with internal passages and mounting bosses. Dimensional tolerance requirement: ±0.40mm. Surface finish: machined interfaces only, casting surface hidden in assembly.
Lost foam pattern cost: $8 per part × 5,000 = $40,000 annual pattern expense. Investment casting wax die: $35,000 upfront + $2 per wax pattern = $35,000 + $10,000 = $45,000 first year, then $10,000 annually after.
But the real difference is floor space and production rate. Lost foam runs this part in a 200 m² line with 2-day coating cure time. Investment casting needs 400 m² and 5-7 days for shell building and dewax. Your working capital is tied up longer in investment casting, and you're paying rent on double the floor space.
Lost foam wins on total cost of ownership for this application.
Scenario 2: Precision Stainless Steel Valve Bodies (800 units/year)
Winner: Investment casting
A 316L stainless steel valve body with ±0.15mm tolerance on sealing surfaces and 3.2 μm Ra finish requirement for fluid contact areas.
Lost foam can't hit the tolerance or surface finish without secondary machining that adds $15-$20 per part. Investment casting delivers ±0.13mm as-cast and 1.6-3.2 μm Ra with no grinding. The wax die costs $28,000, but you're saving $12,000-$16,000 annually in avoided machining cost.
Investment casting wins because the tighter tolerance and cleaner surface finish eliminate downstream operations.
Scenario 3: Complex Aluminum Manifolds for Prototype and Low-Volume Production (150 units/year)
Winner: Lost foam casting
An aluminum manifold with internal coolant passages, 12-week design iteration cycle, and uncertain production volume beyond the first year.
Investment casting wax die costs $18,000-$25,000 and takes 10 weeks to cut. If the design changes after the first production run, you're scrapping the die and starting over. Lost foam uses CNC hot-wire cutting with 3-week lead time for the cutting program and foam die. Design changes cost $2,000-$4,000 for die modifications, not $18,000 for a new wax die.
Lost foam wins on flexibility and low-volume economics. You're not betting $25,000 on a design that might change.

Equipment Sourcing: What to Verify Before You Buy
We build both production lines, so here's what actually matters when you're comparing equipment quotes.
For lost foam production lines:
- Vacuum pump capacity and leak rate: Specify 0.04-0.06 MPa working pressure with leak rate under 5% per hour on a sealed flask. Cheap pumps can't hold vacuum during the 8-12 minute pour cycle, and you'll get misruns on thin sections.
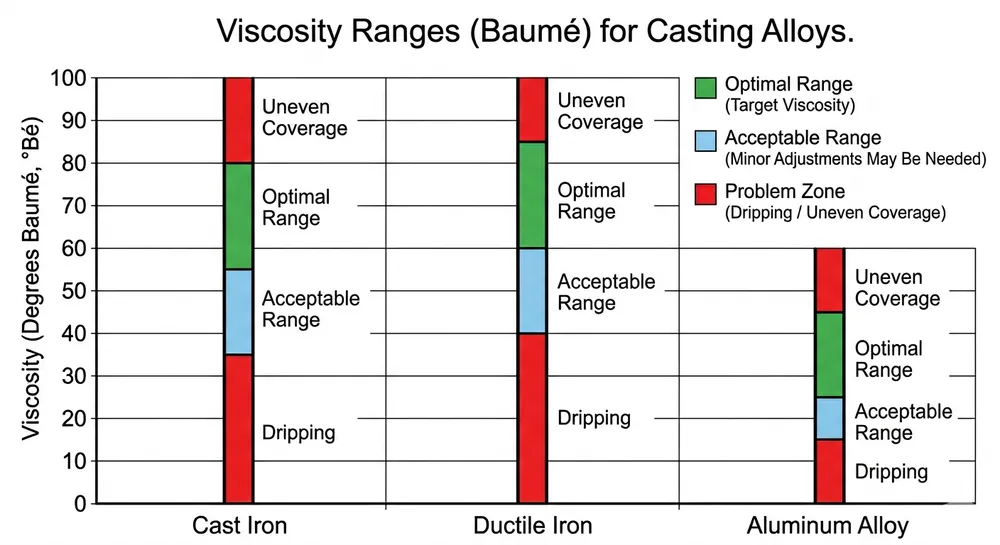
- Coating system permeability control: Ask for lab test data showing coating permeability range (target 150-250 Darcy for gray iron, 200-300 Darcy for aluminum). If the supplier can't provide permeability data, they're not testing their coating formulation.
- EPS pattern density tolerance: Verify the foam molding or cutting system holds ±2 kg/m³ density consistency within a single pattern. Density variation above ±3 kg/m³ causes localized porosity.
- Sand reclamation rate: Lost foam uses unbonded sand that's 95%+ reclaimable. Verify the sand handling system includes magnetic separation and screening to hit that recovery rate — otherwise your sand cost will kill the process economics.
For investment casting production lines:
- Autoclave ramp rate control: Dewax autoclaves must ramp at 2-3°C per minute maximum to prevent shell cracking. Verify the control system can hold that ramp rate across the full temperature range (ambient to 150-180°C).
- Shell dipping tank temperature stability: Ceramic slurry viscosity changes with temperature. Verify dipping tanks hold ±2°C stability — temperature swings cause uneven shell thickness and weak spots.
- Burnout furnace uniformity: Shell preheat furnaces must hold ±15°C uniformity across the chamber at 900-1050°C. Ask for furnace survey data showing temperature distribution — cold spots cause incomplete burnout and casting defects.
- Wax reclaim system capacity: Dewax generates 60-80% reclaimable wax. Verify the reclaim system includes filtration to remove ceramic contamination — dirty wax causes pattern defects in the next cycle.
Both processes need PLC control with remote diagnostics. Specify English/Spanish/Arabic interface options and 4G connectivity for remote troubleshooting. We've commissioned equipment in 14 countries via video call — it works if the control system is designed for remote access from day one.
Making the Decision: Volume, Tolerance, and Alloy
Here's the selection logic we use when buyers send us part drawings and production forecasts:
Choose lost foam if:
- Annual volume under 500 units, or design is still iterating
- Alloy is gray iron, ductile iron, or aluminum
- Dimensional tolerance requirement is ±0.25mm or looser
- Surface finish requirement is 6.3 μm Ra or rougher (or machined interfaces only)
- Floor space is limited (under 300 m²)
- You want faster tooling turnaround (2-4 weeks vs 8-12 weeks)
Choose investment casting if:
- Annual volume over 1,000 units with stable design
- Alloy is stainless steel, high-alloy steel, or cobalt-chrome
- Dimensional tolerance requirement is ±0.15mm or tighter
- Surface finish requirement is 3.2 μm Ra or better across the full casting
- You need thin walls under 2mm (investment casting handles 0.8mm in stainless)
- The part has complex internal cores that would drive up EPS cutting cost in lost foam
Between 500-1,000 units annually, run the tooling cost calculation both ways. If your part geometry is simple (low EPS cutting cost), lost foam stays cheaper. If your part has complex cores or tight tolerance requirements, investment casting pulls ahead.
We manufacture both production lines in modular configurations that ship in standard 40HQ containers. A complete lost foam line (coating, drying, vacuum flask, sand handling) ships in 2-3 containers. A complete investment casting line (wax injection, shell building, dewax autoclave, burnout furnace) ships in 4-5 containers. Both systems include PLC control, remote diagnostics, and first-year spare parts kits.
If you're comparing suppliers and need help translating part drawings into process selection, send us your geometry, annual volume, and alloy specification. We'll run the tooling cost calculation and recommend the production line configuration that gives you better economics over a 3-5 year horizon. Our engineering team has commissioned both process types across four continents — the recommendation comes from installation data, not from which product line we'd rather sell.
For more details on lost foam casting equipment specifications and production line configurations, see our lost foam casting production line page. If you're evaluating other precision casting processes, our comparison of sand casting vs die casting covers the trade-offs for simpler geometries at higher volumes.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...