Manual sand molding works until it doesn't. You hit 80 molds per shift and can't scale further without adding another crew. Dimensional consistency drifts across batches because hand ramming pressure varies by operator and fatigue level. Scrap rates sit at 8-12% and you can't trace which molding station caused the defect. These are the signals that manual operations have reached their ceiling.
A sand casting production line upgrade replaces hand-operated molding, mixing, and reclamation with PLC-controlled automated equipment. The scope typically includes a hydraulic molding machine (flaskless or flask-based), continuous sand mixer with automated resin dosing, mechanical shakeout system, sand reclamation unit with magnetic separation, conveyor networks, and a centralized control system. The goal is repeatable cycle times, traceable process parameters, and output rates that manual crews can't sustain.
When Manual Operations Become the Bottleneck
Three production problems tell you it's time to evaluate automation: inconsistent quality that you can't fix with training, labor dependency that limits your capacity, and inability to meet tolerance specs that buyers now require.
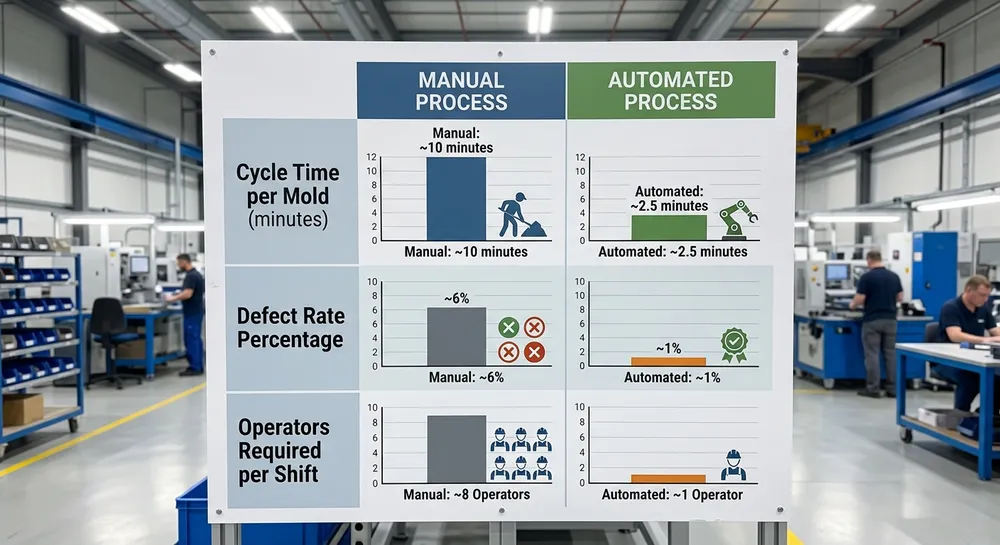
Inconsistent mold density is the most common manual molding failure. Hand ramming produces 1.45-1.65 g/cm³ density variation across a single mold, and that variation changes throughout the shift as operators tire. Automated hydraulic squeeze molding holds ±0.03 g/cm³ across 200 molds per hour for 12-hour runs. The density control eliminates the porosity and misrun defects that show up when sand compaction is uneven.
Labor availability becomes a hard constraint when you need to run two or three shifts. Finding experienced molders who can maintain quality on night shifts is difficult in most regions. We've commissioned lines for foundries that were turning down orders because they couldn't staff a second shift reliably. An automated line runs with one operator per shift instead of a four-person molding crew, so your capacity stops being limited by local labor supply.
Dimensional tolerance requirements have tightened across most casting markets. If your buyers are specifying ±0.5mm on critical dimensions and your manual molding delivers ±1.2mm, you're either losing orders or spending too much on post-casting machining. Automated molding with precision guide rails and hydraulic pressure control brings you into the tolerance range that export markets expect (we typically see ±0.3-0.5mm on automated lines, depending on flask size and alloy type).

Equipment Components in an Automated Sand Casting Line
An automated sand casting production line integrates five core subsystems. Each subsystem replaces a manual operation with controlled, repeatable mechanical processes.
Molding machine — The hydraulic molding press forms molds at consistent pressure and cycle time. Flaskless vertical molding machines produce 60-120 molds per hour depending on flask size (we typically spec 80-100 molds/hour for 500x400mm flasks). Flask-based horizontal molding lines run slower (40-60 molds/hour) but handle larger flasks up to 1200x800mm. The hydraulic system operates at 150-180 bar pressure with servo-controlled squeeze timing, so every mold gets identical compaction force regardless of sand moisture content or operator experience.
Sand mixing system — Continuous mixers feed the molding machine with temperature-controlled, homogeneous sand. For resin sand systems, automated dosing pumps meter resin and catalyst at 1.2-1.8% by weight with ±0.1% accuracy. Clay sand mixers integrate moisture sensors and automatic water injection to hold 3.5-4.5% moisture content. The mixing chamber uses counter-rotating paddles with 90-120 second retention time, which is long enough to coat every sand grain but short enough to prevent premature resin curing.
Shakeout and cooling — Mechanical shakeout separates castings from molds using vibration or inertial impact. Vibratory shakeout tables run at 15-25 Hz frequency and handle 2-8 ton/hour throughput depending on casting size. The system includes a cooling conveyor (typically 8-12 meters long) that brings castings down from 400-600°C to below 100°C before manual handling. Cooling time matters for sand reclamation — if castings enter the reclamation crusher while still above 200°C, you'll get thermal breakdown of clay binder and higher dust generation.
Sand reclamation — Reclamation systems crush used molds, screen out oversized lumps, remove metal fines with magnetic separators, and return cleaned sand to the mixer. A properly configured reclamation line recovers 92-96% of sand for reuse. The three-stage process (crushing, screening, magnetic separation) runs continuously and feeds directly back to the sand silo, so you're not stockpiling contaminated sand or buying fresh sand every week. We run sample batches through our in-house reclamation lab before shipment to verify your specific sand type hits the target recovery rate.
PLC control system — The control system coordinates all equipment timing, monitors process parameters, logs production data, and triggers alarms when parameters drift out of spec. Siemens S7-1200 or Mitsubishi FX5U PLCs are the standard options (buyer's choice — both are reliable, Siemens has better third-party integration, Mitsubishi is easier to program if you have in-house PLC staff). The HMI touchscreen displays real-time cycle counts, hydraulic pressure, sand temperature, mixer resin dosage, and fault codes. Remote diagnostics run through a 4G module, so your maintenance team can pull error logs and adjust parameters without waiting for an engineer to fly in.
Specifications You Must Define Before Procurement
Send an RFQ without these seven specifications and you'll get a quote that doesn't fit your facility or your casting requirements. Define these parameters before contacting suppliers.
Target production rate — Specify molds per hour, not castings per hour. A 60-mold/hour line might produce 120 castings/hour if you're running two cavities per mold, or 30 castings/hour if you're running large single-cavity molds. The molding machine, mixer capacity, and conveyor speeds are all sized based on mold throughput. If you tell a supplier "I need 100 castings per hour" without specifying mold configuration, you'll get equipment that's either undersized or oversized for your actual requirement.
Flask dimensions and weight — Provide flask outer dimensions (length x width x height), cope and drag depth, and total weight when filled with sand. A 600x500x200/200mm flask weighs roughly 180-220 kg when filled, and that weight determines the hydraulic cylinder size, conveyor load rating, and structural frame design. If your flasks are non-standard sizes, mention it — we can build custom mold carriers, but it adds 2-3 weeks to delivery time.
Alloy type and pouring temperature — Gray iron, ductile iron, and aluminum have different shakeout timing and cooling requirements. Ductile iron at 1380°C needs 15-20 minutes on the cooling conveyor before shakeout. Aluminum at 720°C can go to shakeout in 8-10 minutes. The conveyor length and shakeout equipment are sized based on your alloy's cooling curve, so specify what you're casting.
Sand type and binder system — Clay-bonded green sand, resin-coated sand, and sodium silicate sand require different mixing equipment. Resin sand mixers need jacketed mixing chambers with temperature control to prevent premature curing. Clay sand mixers need higher-intensity paddles and longer retention time. If you're running a furan resin system, specify the resin supplier and catalyst type — dosing pump calibration depends on resin viscosity.
Available floor space and ceiling height — Measure your actual clear floor space and overhead clearance. A typical 80-mold/hour line occupies 25-30 meters length x 8-10 meters width and requires 6-8 meters ceiling height for the sand silo and bucket elevator. If your facility has a 5-meter ceiling, we can design a horizontal silo layout, but it increases the floor footprint to 35-40 meters length. Send a floor plan with column locations, overhead cranes, and existing equipment — we'll generate a layout drawing that shows exactly where each component sits.
Electrical power supply — Specify voltage, phase, and frequency (380V/3-phase/50Hz is standard in most export markets, but confirm your local supply). A complete 80-mold/hour line draws 120-150 kW total connected load. If your facility has limited transformer capacity, we can stagger equipment startup sequences to reduce peak demand, but you need to tell us the constraint upfront.
Existing equipment integration — If you're keeping your current core-making machines, pouring stations, or finishing equipment, provide model numbers and interface requirements. We'll program the PLC to send start/stop signals and receive status feedback from your existing equipment so the entire line runs as one coordinated system.

Control System Options: Siemens vs Mitsubishi PLC
Both Siemens and Mitsubishi PLCs run sand casting lines reliably. The choice comes down to your maintenance team's existing skills, your need for third-party equipment integration, and your preference for programming complexity versus hardware cost.
Siemens S7-1200 series — Better choice if you're integrating with European-made auxiliary equipment (German core shooters, Italian pouring furnaces, etc.) because most of that equipment already speaks Profinet or Profibus protocols. Siemens TIA Portal programming software has a steeper learning curve, but once your team learns it, they can program any Siemens PLC across your facility using the same environment. The hardware costs 15-20% more than equivalent Mitsubishi components. We use Siemens when buyers specify it or when the line needs to interface with existing Siemens-controlled equipment.
Mitsubishi FX5U series — Easier to program if your maintenance staff has basic PLC experience but hasn't worked with Siemens before. GX Works3 programming software is more intuitive for simple ladder logic. The hardware is less expensive and Mitsubishi has better availability in Southeast Asian markets (shorter lead times for spare I/O modules and HMI screens). We default to Mitsubishi for standalone lines that don't need complex third-party integration.
Both systems support the same remote diagnostics capability — 4G module connects to the PLC Ethernet port, your maintenance team logs in via VPN, and they can view real-time I/O status, modify timer values, and download error logs. We've commissioned lines in 14 countries using remote support, and it works equally well with either PLC brand as long as your facility has stable internet.
HMI interface languages — The touchscreen interface can display in English, Spanish, Arabic, Russian, or Chinese. Specify your preferred language during ordering. The PLC program comments and variable names stay in English (industry standard for maintenance documentation), but all operator-facing screens show in your chosen language.
Factory Acceptance Testing and Commissioning Expectations
Factory acceptance testing (FAT) happens at our facility before shipment. You should either attend in person or require video documentation of the test results. Here's what we test and what data you should receive.
Hydraulic system pressure test — Every hydraulic cylinder, valve block, and hose assembly gets pressure-tested at 1.5x rated working pressure (typically 225-270 bar for a 150-180 bar system). We hold test pressure for 10 minutes and check for leaks at every connection. The test report documents actual measured pressure and lists any components that were replaced or re-torqued during testing.
Molding cycle time verification — We run 50 consecutive molding cycles using test sand (not your actual sand — we use standard silica sand for FAT). The commissioning report shows the actual measured cycle time for each of the 50 cycles. If the line is rated for 80 molds/hour (45-second cycle), the FAT data should show 50 cycles all completing in 43-47 seconds. Cycle time consistency matters more than average cycle time — if you see 38 seconds, 52 seconds, 41 seconds, 49 seconds across the test run, there's a control timing problem that needs to be fixed before shipment.
Sand mixer output verification — We measure mixer throughput by running the mixer for 10 minutes and weighing the output sand. An 80-mold/hour line with 180 kg flasks needs a mixer that delivers 24-26 ton/hour (80 molds x 180 kg x 1.1 safety factor / 60 minutes). The FAT report shows actual measured output in kg/minute. For resin sand systems, we also verify dosing accuracy by collecting mixed sand samples and measuring resin content in our lab — should be within ±0.1% of target dosage.
Control system functional test — We simulate every sensor input and verify the PLC responds correctly. Simulate a low sand level in the silo — the mixer should stop and the HMI should display a "low sand level" alarm. Simulate a hydraulic pressure drop — the molding machine should stop mid-cycle and trigger a fault. The FAT checklist covers 30-40 different fault scenarios, and you should receive documentation showing that each fault was detected and handled correctly.
Electrical safety and grounding test — We measure ground resistance at every equipment frame and verify it's below 4 ohms (CE requirement). Insulation resistance testing on all motor windings and control circuits should show >10 megohms to ground. The test report includes actual measured values, not just pass/fail checkmarks.
If you can't attend FAT in person, we record video of the full test sequence and send you the commissioning report with all measured data. You should review the report before we crate the equipment — if something is out of spec, it's easier to fix it at our facility than after it's been shipped and installed at your site.
Shipping and Installation Logistics for Imported Equipment
Container optimization directly affects your landed cost. A poorly designed line that requires oversized freight or multiple 40HQ containers can add $15,000-25,000 to your total cost compared to a modular design that fits standard container dimensions.
Modular frame design for 40HQ containers — We design equipment frames to break down into sections that fit 40HQ internal dimensions (12.03m length x 2.35m width x 2.69m height). A complete 80-mold/hour sand casting line typically ships in 2-3 containers: one container for the molding machine frame and hydraulic power unit, one container for the mixer and reclamation equipment, one container for conveyors and electrical cabinets. The alternative is oversized freight (flat rack or open-top containers), which costs 2-3x standard container rates and requires special handling at the destination port.
Knock-down packaging — Hydraulic cylinders, motors, and control panels ship separately from structural frames. The frame sections bolt together on-site using pre-drilled holes and alignment pins. Your installation team needs basic rigging equipment (forklift or overhead crane rated for 3-5 tons), socket wrenches, and a torque wrench. We provide assembly drawings that show bolt torque specs and hydraulic hose routing.
Remote commissioning process — After your team completes mechanical assembly and electrical wiring, we commission the line via video call. Your electrician connects a laptop to the PLC Ethernet port, we log in remotely, verify I/O wiring, and run the first test cycles while watching via your phone camera. This eliminates the need to fly an engineer to your site for initial startup (saves you $8,000-12,000 in travel costs and 2-3 weeks of scheduling delays). We've commissioned equipment in Mexico, Saudi Arabia, Vietnam, and Poland this way. It works as long as your team can follow wiring diagrams and use a multimeter to verify 24VDC sensor signals.
Spare parts kit — Every line ships with a first-year spare parts kit: hydraulic seals for all cylinders, proximity sensors (2x spares for each sensor type), solenoid valve coils, PLC I/O modules (one spare input module, one spare output module), and HMI screen protective film. The kit covers the consumables you'll need during the first 12 months of operation. After that, you order parts based on actual wear patterns — some foundries replace hydraulic seals every 18 months, others go 36 months depending on sand abrasiveness and maintenance practices.

Total Cost of Ownership: Beyond the Equipment Price
The equipment purchase price is 60-70% of your total landed cost. The remaining 30-40% covers ocean freight, installation labor, operator training, and first-year consumables. Budget for all five cost components before you commit to a supplier.
Equipment price — An 80-mold/hour automated sand casting line (molding machine, mixer, shakeout, reclamation, conveyors, PLC controls) typically runs $180,000-240,000 FOB Qingdao, depending on flask size and automation level. Flaskless vertical molding adds 15-20% to the base price compared to flask-based horizontal molding. Resin sand systems with automated dosing cost 10-15% more than clay sand systems because of the jacketed mixer and dosing pumps.
Ocean freight — 2-3 containers from Qingdao to major ports: $8,000-12,000 to Los Angeles, $12,000-18,000 to Hamburg, $6,000-9,000 to Dubai (rates fluctuate based on season and fuel surcharges). Add $2,000-3,000 for destination port handling, customs clearance, and inland trucking to your facility. If your facility is more than 500 km from the port, trucking costs increase significantly — get quotes from local freight forwarders before you finalize the order.
Installation labor — Budget 3-4 weeks for mechanical assembly, electrical wiring, and commissioning. If you're using your own maintenance team, figure 2-3 people full-time for the installation period. If you're hiring a local contractor, expect $15,000-25,000 for installation labor depending on local wage rates. Remote commissioning via video call is included in our equipment price, but if you want an engineer on-site for the full installation, add $12,000-15,000 for travel, accommodation, and daily rate.
Operator training — Plan for 3-5 days of hands-on training after commissioning. We train your operators on startup/shutdown procedures, parameter adjustment (hydraulic pressure, mixer speed, conveyor timing), routine maintenance (daily greasing points, weekly hydraulic oil level checks), and basic troubleshooting (how to clear jammed sand, how to reset fault codes). Training happens via video call or in-person depending on your preference. The goal is to get your team comfortable running the line without calling us for every minor issue.
First-year consumables — Hydraulic oil (200-300 liters initial fill, $800-1,200), hydraulic seals (included in spare parts kit), sand (if you're not recycling 100% — most foundries buy 2-3 tons/month of fresh sand to replace losses), resin and catalyst for resin sand systems ($3,000-5,000/month depending on production volume). These costs are ongoing, not one-time, but you should budget for them when calculating ROI.
The payback calculation is straightforward: compare your current labor cost per mold (4-person crew producing 80 molds/shift = $X per mold) against the automated line's operating cost (1 operator + electricity + consumables = $Y per mold). Most foundries we've worked with hit payback in 18-30 months, faster if you're running two or three shifts.
Procurement Checklist: What to Prepare Before RFQ
Before you contact suppliers, gather this information. An RFQ with complete specifications gets you accurate quotes and avoids back-and-forth clarification emails that delay the process by 2-3 weeks.
| Specification Category | Information to Provide |
|---|---|
| Production target | Molds per hour (not castings per hour), shift schedule (1/2/3 shifts), annual production days |
| Flask specifications | Outer dimensions (L x W x H), cope depth, drag depth, total weight when filled with sand |
| Casting details | Alloy type (gray iron, ductile iron, aluminum, etc.), pouring temperature, typical casting weight range |
| Sand system | Sand type (silica, chromite, olivine), binder system (clay, furan resin, phenolic resin, sodium silicate), current sand supplier |
| Facility constraints | Available floor space (length x width), ceiling height, floor loading capacity (kg/m²), overhead crane capacity if available |
| Electrical supply | Voltage, phase, frequency (e.g., 380V/3-phase/50Hz), available transformer capacity (kVA) |
| Integration requirements | Existing equipment to interface with (core machines, pouring systems, etc.), preferred PLC brand if you have a standard |
| Documentation needs | Language for operator manuals and HMI screens, electrical drawings standard (IEC or NEMA), certification requirements (CE, UL, etc.) |
| Budget and timeline | Target equipment budget, required delivery date, installation timeline constraints |
Send this checklist to 2-3 suppliers and compare the quotes based on total landed cost, not just equipment price. The cheapest FOB price often becomes the most expensive option after you add freight, installation, and commissioning costs.
What Happens After You Place the Order
The timeline from order to production typically runs 16-20 weeks: 10-12 weeks manufacturing, 1-2 weeks FAT and crating, 4-6 weeks ocean transit, 3-4 weeks installation and commissioning. Here's what to expect at each stage.
Weeks 1-2: Engineering and layout — We generate detailed layout drawings showing equipment placement, foundation requirements, electrical conduit routing, and compressed air piping. You review and approve the layout before we start fabrication. If you need to pour concrete foundations or install electrical conduits, this is when you do it.
Weeks 3-12: Manufacturing — Equipment fabrication, hydraulic assembly, electrical panel wiring, and PLC programming happen in parallel. We send progress photos every 2 weeks so you can see the equipment taking shape. If you specified custom features (non-standard flask size, special conveyor height, etc.), we'll send photos of those components for your approval before final assembly.
Weeks 13-14: FAT and crating — Factory acceptance testing, commissioning report generation, and container loading. If you're attending FAT in person, schedule your visit for week 13. After FAT approval, we crate the equipment and arrange container pickup.
Weeks 15-20: Shipping — Ocean transit time varies by destination (3-4 weeks to North America, 4-5 weeks to Europe, 2-3 weeks to Middle East). We provide the commercial invoice, packing list, and bill of lading for customs clearance. Your freight forwarder handles destination port clearance and inland delivery.
Weeks 21-24: Installation and commissioning — Your team uncrates equipment, assembles frames, connects hydraulic lines, wires electrical panels, and fills the sand system. We commission remotely via video call, run test cycles, train your operators, and hand over the system for production.
The critical path item is usually the electrical work — if your facility's electrical contractor is slow or unfamiliar with industrial PLC systems, installation can stretch to 5-6 weeks instead of 3-4. Plan ahead and make sure your electrician has the wiring diagrams at least 2 weeks before the equipment arrives.
Making the Upgrade Decision
Upgrading from manual to automated sand casting is a capital investment that changes how your foundry operates. The equipment cost is significant, but the operational benefits — consistent quality, reduced labor dependency, higher throughput, traceable process data — compound over years.
The foundries that get the most value from automation are the ones that define their requirements clearly, choose equipment sized for their actual production needs (not aspirational capacity they might need someday), and commit to training their team on proper operation and maintenance. If you're turning down orders because you can't scale manual operations, or if your scrap rate is eating into margins, the upgrade pays for itself faster than you expect.
Ready to scope your sand casting line upgrade? Send us your current production rate, target output, alloy types, and available floor space. We'll provide equipment recommendations with factory pricing, container shipping plan, and installation timeline. Email sales@tzfoundry.com or reach us on WhatsApp at +86 13335029477.
For more information on related casting equipment, see our Lost Foam Casting Production Line overview or explore our complete Sand Casting Production Line specifications. If you're ready to discuss your specific requirements, request a quote with your production details.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...