A vacuum pump seal fails at 2 AM during a 48-hour production run. Your coating tank's circulation pump seizes because nobody checked the bearing temperature. A proximity sensor on the pattern conveyor drifts out of calibration, and you spend six hours troubleshooting phantom stops. By the time you isolate the problem, you've scrapped 40 castings and missed a delivery window.
Unplanned downtime on a lost foam casting production line costs more than the repair itself. You lose the production hours, the interrupted pours that become scrap, the emergency freight charges for replacement parts, and the overtime labor to catch up. For a line running 120 pours per shift, a 4-hour stop can cost $3,000-$5,000 in lost output alone — before you add the repair bill.
Most of these failures are predictable. Vacuum pump seals wear at known intervals. Coating viscosity drifts when circulation pumps lose flow. Conveyor alignment shifts under vibration stress. The question isn't whether these components will fail — it's whether you'll replace them on your schedule or theirs.
Why Lost Foam Casting Lines Fail Between Scheduled Maintenance
Lost foam equipment operates in a harsh environment. Vacuum systems run continuously at 0.04-0.06 MPa negative pressure, stressing seals and gaskets. Coating tanks circulate abrasive refractory slurries that wear pump impellers and clog filters. Pattern handling conveyors move fragile EPS foam through tight tolerances while absorbing vibration from compaction tables. Every subsystem has a failure mode, and most of them cascade.
A vacuum leak doesn't just reduce suction — it lets air into the mold cavity during the pour, creating porosity in the casting. You won't see the defect until after shakeout, and by then you've wasted the metal, the pattern, and the cycle time. A worn coating pump doesn't stop the line immediately — it just reduces flow rate by 15%, which thins your coating layer from 1.2mm to 0.9mm. Three shifts later, you're getting carbon inclusions because the coating barrier failed.
The root cause is usually wear, contamination, or calibration drift. Hydraulic seals harden after 2,000-3,000 operating hours. Proximity sensors shift position when mounting brackets vibrate loose. PLC I/O modules fail when dust gets into terminal blocks. None of these failures happen instantly — they degrade gradually until the system crosses a threshold and stops.
We've commissioned lost foam casting machinery in 14 countries, and the pattern is consistent: foundries that run calendar-based PM programs see 60-70% fewer unplanned stops than foundries that run equipment until it breaks. The difference isn't the equipment — it's the maintenance discipline.
Map Your Equipment to Maintenance Intervals
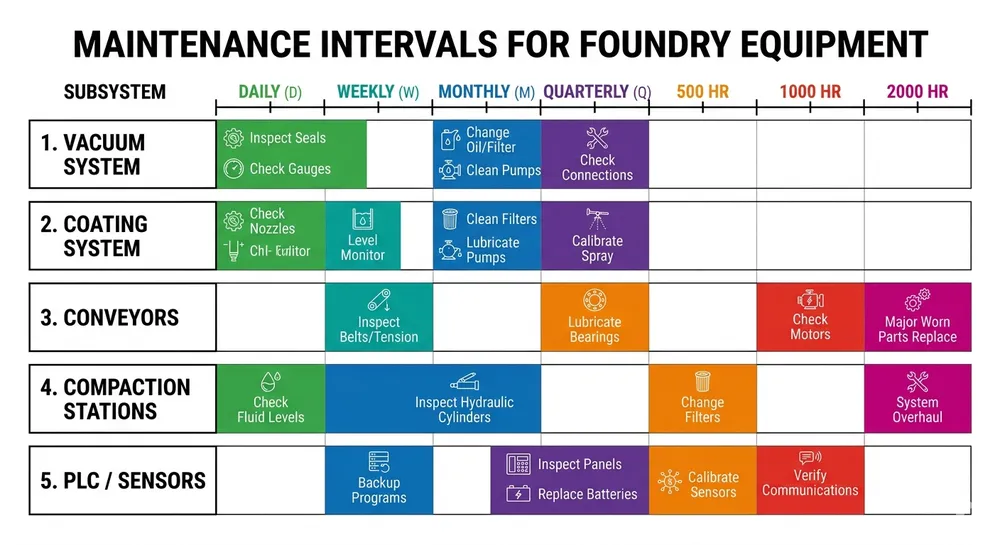
Lost foam lines have five critical subsystems, and each one needs its own PM schedule. Don't treat the entire line as a single maintenance unit — you'll either over-maintain simple components or under-maintain the ones that actually fail.
Vacuum system — This is your highest-risk subsystem. Vacuum pumps run continuously, and seal failure is the most common cause of unplanned downtime. Inspect pump seals and gaskets every 500 operating hours. Replace seals at 2,000-2,500 hours regardless of condition — waiting for visible leakage means you've already lost vacuum integrity. Check vacuum chamber door gaskets weekly for compression set and surface cracks. A gasket that's lost 30% of its original thickness won't seal properly even if it looks intact.
Vacuum pressure should hold steady at 0.04-0.06 MPa during the pour cycle. If you're seeing drift (pressure dropping below 0.04 MPa or taking longer to reach target), you have a leak somewhere in the system. Don't guess — use a leak detector or soap solution to find it. We've seen foundries waste weeks chasing phantom vacuum problems because they didn't systematically check every flange connection and door seal.
Coating system — Coating tanks need daily viscosity checks and weekly filter cleaning. Coating viscosity should stay within ±5% of your target spec (typically 18-22 seconds on a Zahn #3 cup for alcohol-based coatings). If viscosity drifts high, your circulation pump is losing flow — check for worn impellers or clogged suction screens. If it drifts low, you're either adding too much solvent or the coating is breaking down from contamination.
Circulation pump bearings fail at 3,000-4,000 hours. You'll hear it before it seizes — a grinding noise or increased vibration means the bearing is already damaged. Replace it immediately. Waiting until the pump stops means you'll also damage the shaft and possibly the impeller housing.
Coating tank agitators need monthly inspection. Check the shaft coupling for looseness and the impeller blades for refractory buildup. A coating layer that's 2mm thick on the impeller blades reduces mixing efficiency by 20-30%, which shows up as inconsistent coating thickness on your patterns.
Pattern handling conveyors — Conveyor alignment drifts under vibration stress from the compaction table. Check belt tracking weekly and adjust tension if the belt is running more than 10mm off-center. Misaligned conveyors cause pattern damage, which leads to casting defects three steps downstream.
Proximity sensors on pattern transfer stations need monthly calibration checks. These sensors trigger the PLC to start the next cycle, and if they drift out of range, you get false stops or missed patterns. We use inductive sensors with a 5mm sensing distance — if your sensor isn't triggering until the pattern is within 3mm, it's already degraded and needs replacement.
Drive motor bearings should be checked every 1,000 hours. Listen for noise, check for excessive heat (bearing housing shouldn't exceed 70°C during operation), and verify that vibration levels are below 4.5 mm/s RMS. High vibration means bearing wear, and if you ignore it, you'll eventually damage the motor shaft.
Sand filling and compaction stations — Vibration tables operate at 50-60 Hz and generate significant mechanical stress. Check mounting bolts for looseness every 500 hours — vibration will back them out over time. Inspect vibration motor bearings monthly. These motors run at high frequency and fail faster than standard drive motors.
Sand filling hoppers need weekly cleaning to prevent bridging. Dried sand buildup on hopper walls reduces flow rate and causes uneven filling, which leads to density variations in the mold. A 5% density variation across the mold can cause dimensional drift in the casting.
PLC and sensor networks — Electrical systems fail from dust, moisture, and loose connections. Inspect PLC terminal blocks quarterly — look for corrosion, loose wire terminals, and dust accumulation. Clean terminals with compressed air and check that all wire ferrules are properly crimped.
I/O module failure is usually gradual. You'll see intermittent sensor readings or relay outputs that don't trigger consistently. If a sensor input is reading erratically, swap the I/O module first before replacing the sensor — 60% of "sensor failures" are actually I/O module problems.

Build a Practical PM Schedule Template
Calendar-based maintenance works if you track operating hours, not just dates. A line running 16 hours per day reaches 2,000 operating hours in 125 days. A line running 8 hours per day takes 250 days. Don't use the same PM schedule for both — you'll either over-maintain the low-utilization line or under-maintain the high-utilization one.
Daily checks (10 minutes per shift):
- Vacuum pressure reading during pour cycle — should hold 0.04-0.06 MPa
- Coating viscosity measurement — within ±5% of target spec
- Visual inspection of conveyor belt tracking — centered within 10mm
- Check for hydraulic leaks at pump connections and cylinder seals
- Verify all proximity sensors are triggering (watch the PLC status lights)
Weekly maintenance (1 hour):
- Clean coating tank filters and check for refractory buildup
- Inspect vacuum chamber door gaskets for compression set and cracks
- Check conveyor belt tension and adjust if needed
- Verify vibration table mounting bolts are tight
- Clean sand hopper walls to prevent bridging
Monthly maintenance (3-4 hours):
- Calibrate proximity sensors on pattern transfer stations
- Inspect coating circulation pump bearings for noise and vibration
- Check conveyor drive motor bearings (temperature and vibration)
- Inspect vibration motor bearings on compaction tables
- Clean PLC terminal blocks and check for loose connections
500-hour maintenance (4-6 hours):
- Inspect vacuum pump seals and gaskets for wear
- Check vibration table mounting bolts and structural welds
- Verify hydraulic system pressure and flow rates
- Test all emergency stop circuits and safety interlocks
1,000-hour maintenance (6-8 hours):
- Replace coating circulation pump bearings
- Inspect conveyor drive motor bearings and replace if needed
- Check all hydraulic cylinder seals for leakage
- Verify PLC program backup and update documentation
2,000-2,500 hour maintenance (8-12 hours):
- Replace vacuum pump seals and gaskets (don't wait for failure)
- Replace all hydraulic seals in cylinders and pumps
- Replace proximity sensors that show calibration drift
- Inspect and replace worn conveyor belts
- Full electrical system inspection and terminal re-torquing
This schedule assumes 2-shift operation (16 hours/day, 5-6 days/week). If you're running 3 shifts, compress the intervals by 30%. If you're running 1 shift, extend them by 50% — but don't extend the vacuum pump seal replacement beyond 3,000 hours under any circumstances.
Stock the Right Spare Parts On-Site
Emergency freight charges for a $200 proximity sensor can cost $400-$600 if you need it shipped overnight from China. Stocking critical spares on-site eliminates that cost and reduces downtime from 3-5 days to 3-5 hours.
Critical spares for 12-month coverage (minimum stock):
- Vacuum pump seal kit (2 sets) — these fail predictably at 2,000-2,500 hours
- Vacuum chamber door gaskets (1 set) — keep one full gasket set per chamber
- Coating circulation pump bearing kit (1 set) — 3,000-4,000 hour replacement interval
- Proximity sensors (4 units) — stock the exact model your line uses, not "equivalent" sensors
- Solenoid valves for hydraulic circuits (2 units) — these fail from coil burnout or contamination
- PLC I/O modules (1 input module, 1 output module) — match your existing PLC model exactly
- Hydraulic seal kits for main cylinders (1 set per cylinder type)
- Conveyor drive belts (1 spare) — measure length and width precisely before ordering
Nice-to-have spares (reduce downtime but not critical):
- Coating tank agitator impeller (1 unit)
- Vibration motor bearings (1 set)
- Hydraulic pump seal kit (1 set)
- Emergency stop buttons and indicator lights (2 each)
We ship first-year spare parts kits with every lost foam casting equipment line we export. The kit covers the consumables you'll need for the first 2,000 operating hours, and it's sized based on your production volume and shift pattern. If you're buying equipment from an overseas supplier who doesn't include spares, budget 3-5% of the equipment cost for your initial spare parts inventory.
Store spare parts properly. Hydraulic seals degrade in sunlight and ozone — keep them in sealed bags in a cool, dry location. Proximity sensors are sensitive to mechanical shock — don't store them loose in a toolbox. PLC modules are static-sensitive — keep them in anti-static bags until installation.
Use Remote Diagnostics to Shift from Calendar-Based to Condition-Based Maintenance
Calendar-based PM is better than reactive maintenance, but it's still inefficient. You're replacing components based on average failure rates, which means you'll sometimes replace parts that still have 30-40% of their service life remaining.
Condition-based maintenance uses real-time data to predict failures before they happen. Modern vacuum casting production lines with PLC control systems can log operating parameters continuously — vacuum pressure, coating viscosity, motor current draw, cycle times, and sensor trigger counts. If you're not collecting this data, you're flying blind.
Our equipment ships with 4G remote diagnostics modules that upload PLC data to a cloud dashboard. You can monitor vacuum pressure trends over the last 500 hours and see when the curve starts drifting downward — that's your early warning that a seal is degrading. You can track coating pump motor current and see when it starts climbing — that means bearing friction is increasing and failure is 200-300 hours away.
The advantage isn't just early warning — it's maintenance scheduling flexibility. If your vacuum pump seal is degrading but still holding acceptable pressure, you can schedule the replacement during your next planned downtime instead of stopping the line immediately. That's the difference between a 2-hour planned maintenance window and an 8-hour emergency repair.
Error logs are diagnostic gold. When a sensor fails or a hydraulic valve doesn't actuate, the PLC logs the fault code with a timestamp. If you're seeing intermittent faults on a specific I/O point, you know exactly which component to inspect. We've helped foundries troubleshoot sensor problems via video call by pulling the error log and walking through the fault history — no on-site visit required.
If your equipment doesn't have remote diagnostics, you can retrofit it. Add a 4G modem to your PLC's Ethernet port, configure the data logging parameters, and set up alert thresholds for critical variables. The hardware cost is $500-$800, and the payback happens the first time you catch a vacuum leak before it ruins a batch of castings.

Common Failure Modes and Their Root Causes
Most lost foam equipment failures follow predictable patterns. If you understand the failure mechanism, you can prevent it instead of just reacting to it.
Vacuum leaks — Root cause is usually gasket compression set or seal hardening. Gaskets lose elasticity after 1,000-1,500 compression cycles, and they won't seal properly even if they look intact. Door alignment also matters — if the chamber door is sagging by 2-3mm, the gasket won't compress evenly and you'll get leakage at the corners. Check door hinge bolts for looseness and verify that the door closes with uniform pressure across the entire gasket surface.
Coating viscosity drift — This happens when circulation pump flow rate drops below design spec. Worn impellers reduce flow by 20-30%, which means the coating isn't mixing properly and solids settle to the bottom of the tank. You'll see viscosity increase over 2-3 shifts, and by the time you notice it, you've already applied inconsistent coating to 50-100 patterns. Check pump flow rate monthly with a flow meter — if you're below 85% of rated flow, replace the impeller.
Conveyor misalignment — Vibration from the compaction table loosens conveyor frame bolts and shifts the belt tracking. A belt running 15mm off-center will eventually damage the edge and cause premature failure. The fix is simple — check belt tracking weekly and adjust the tension screws to re-center it. If you're constantly adjusting the same conveyor, the frame is probably cracked or the mounting base has shifted. Inspect the structural welds and verify that the conveyor is still level.
Pattern handling damage — This usually traces back to proximity sensor calibration drift. If the sensor triggers too early, the transfer mechanism grabs the pattern before it's fully positioned, which causes crushing or tearing. If it triggers too late, the pattern moves past the pickup point and gets jammed. Calibrate sensors monthly and replace any sensor that won't hold calibration — a $40 sensor replacement is cheaper than scrapping 20 patterns per shift.
Hydraulic seal leakage — Seals fail from contamination, overheating, or pressure spikes. If you're seeing seal failure before 2,000 hours, you have a system problem. Check hydraulic oil filtration — contaminated oil is the #1 cause of premature seal wear. Verify that your oil cooler is working — hydraulic oil above 60°C degrades seals rapidly. Check for pressure spikes during cylinder actuation — if you're seeing transient pressures above 180 bar on a system rated for 150 bar, you need to adjust the relief valve or add a shock absorber.
PLC I/O module failure — Usually caused by dust, moisture, or electrical noise. If you're in a high-dust environment (most foundries are), install the PLC cabinet with positive pressure ventilation and a dust filter. Check that all sensor cables are shielded and grounded properly — electrical noise from VFDs and welding equipment can cause false triggering and intermittent faults. Replace I/O modules at the first sign of erratic behavior — trying to "work around" a flaky module just creates more downtime.
Evaluate Equipment Designed for Maintainability
If you're buying new equipment or replacing an aging line, maintainability should be part of your evaluation criteria. Some designs make PM easy. Others require a full production shutdown just to change a bearing.
Modular subsystem design — Equipment with bolt-together frames lets you isolate and service individual subsystems without shutting down the entire line. We build our coating systems as standalone modules that can be disconnected and serviced while the rest of the line keeps running. If your coating pump fails, you swap in a spare module and repair the failed unit offline. That's a 30-minute changeover instead of a 4-hour repair.
Accessible hydraulic components — Hydraulic pumps and cylinders should be mounted where you can reach them without disassembling structural frames. If you need to remove 12 bolts and lift a 200kg frame section just to access a cylinder seal, you'll defer the maintenance until the seal fails catastrophically. Good design puts hydraulic units on swing-out panels or quick-disconnect mounting brackets.
Standardized electrical components — Equipment that uses Siemens or Mitsubishi PLCs with standard I/O modules means you can source replacement parts locally instead of waiting for OEM-specific components. Same logic applies to sensors, relays, and contactors — if your equipment uses proprietary components, you're locked into the OEM's spare parts pricing and lead times.
Remote diagnostics integration — Equipment with built-in 4G modules and cloud data logging gives you predictive maintenance capability from day one. If you're evaluating two similar lines and one has remote diagnostics while the other doesn't, the diagnostics capability is worth 5-10% of the equipment cost in reduced downtime over the first three years.
Commissioning data as your PM baseline — When we ship a line, it includes a commissioning report with the actual performance data from factory testing — vacuum pressure curves, coating viscosity measurements, cycle times, and hydraulic pressure readings. That's your baseline for PM checks. If your vacuum pressure was 0.055 MPa during commissioning and it's now reading 0.048 MPa after 800 hours, you know the system is degrading and you can schedule seal replacement before it fails.
Calculate the Real Cost of Downtime to Justify PM Investment
Plant managers who don't run PM programs usually say they "can't afford the downtime for maintenance." The math doesn't support that logic.
A lost foam line running 120 pours per shift at $25-$40 gross margin per casting generates $3,000-$4,800 per shift in contribution margin. A 4-hour unplanned stop costs $1,500-$2,400 in lost production, plus the repair cost, plus the scrap from interrupted pours. If you're running 250 shifts per year and you have 6 unplanned stops averaging 4 hours each, you're losing $36,000-$57,600 annually just from the production loss.
A comprehensive PM program costs $15,000-$25,000 per year in labor and parts for a typical 2-shift operation. That includes scheduled maintenance windows, spare parts consumption, and condition monitoring system costs. The payback happens when you prevent 2-3 unplanned stops per year — and most well-maintained lines see 60-70% fewer stops than reactive-maintenance operations.
The hidden cost is schedule reliability. If you can't commit to delivery dates because your line stops unpredictably, you lose orders to competitors who can. That's not a cost you can calculate on a spreadsheet, but it's real.
What to Do Next
Start by mapping your current maintenance practices against the intervals in this article. If you're not inspecting vacuum pump seals every 500 hours, you're already at risk. If you don't have spare proximity sensors on-site, you're one sensor failure away from a 3-5 day shutdown.
Build your spare parts list based on your actual operating hours and failure history. If you've replaced three coating pump bearings in the last 18 months, stock two spares. If you've never had a PLC module fail, stock one of each type and call it good.
If you're running equipment without remote diagnostics, evaluate the retrofit cost. A $500 4G modem and cloud logging subscription pays for itself the first time you catch a vacuum leak before it ruins a batch of castings.
For new equipment purchases, ask suppliers about modular design, standardized components, and commissioning data. If they can't provide factory test data for your specific line, they're not doing proper QC and you'll spend the first six months troubleshooting problems that should have been caught before shipment.
Send us your current line configuration, production volume, and maintenance pain points. We'll provide a recommended spare parts list with factory pricing and a PM schedule matched to your operating conditions. Request a quote or contact our engineering team at sales@tzfoundry.com.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...