—
title: "How to Achieve Consistent Nodularity in Ductile Iron Lost Foam Casting Production | TZFoundry" description: "Practical guide to controlling nodularity in ductile iron lost foam casting. Learn how vacuum pressure, EPS decomposition gases, and magnesium treatment timing affect graphite morphology and casting yield." keywords: "ductile iron lost foam casting nodularity, ductile iron nodularity control, lost foam casting ductile iron quality, nodular graphite consistency casting, spheroidal graphite iron lost foam, ductile iron magnesium treatment lost foam" page: "lost-foam-casting-production-line/blog/ductile-iron-lost-foam-casting-nodularity" type: blog-post
Nodularity below 80% means your ductile iron casting fails inspection. The part gets scrapped, your yield drops, and you're explaining to the buyer why their order is delayed. In lost foam casting, this problem shows up more often than in green sand or shell mold processes because EPS decomposition gases interfere with magnesium nodularization if you don't control three variables: vacuum pressure, coating permeability, and treatment timing.
We've run ductile iron on lost foam lines for 12 years at TZFoundry. The defect you see in the casting — low nodularity, degenerated graphite, carbides at thin sections — started two steps earlier, at the pattern coating or the vacuum chamber. This guide walks through the process controls that keep nodularity above 85% across production runs.
Why Nodularity Drops in Lost Foam Ductile Iron Casting
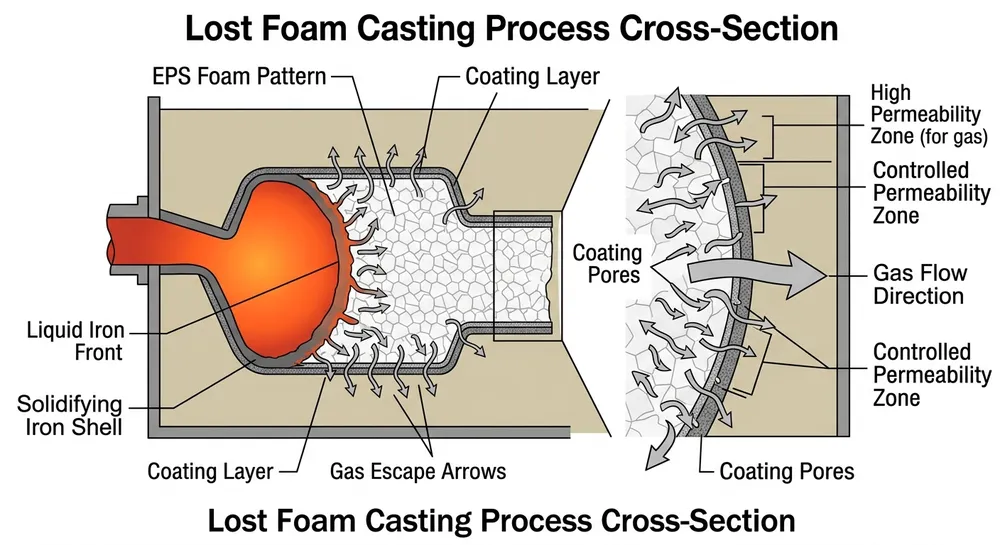
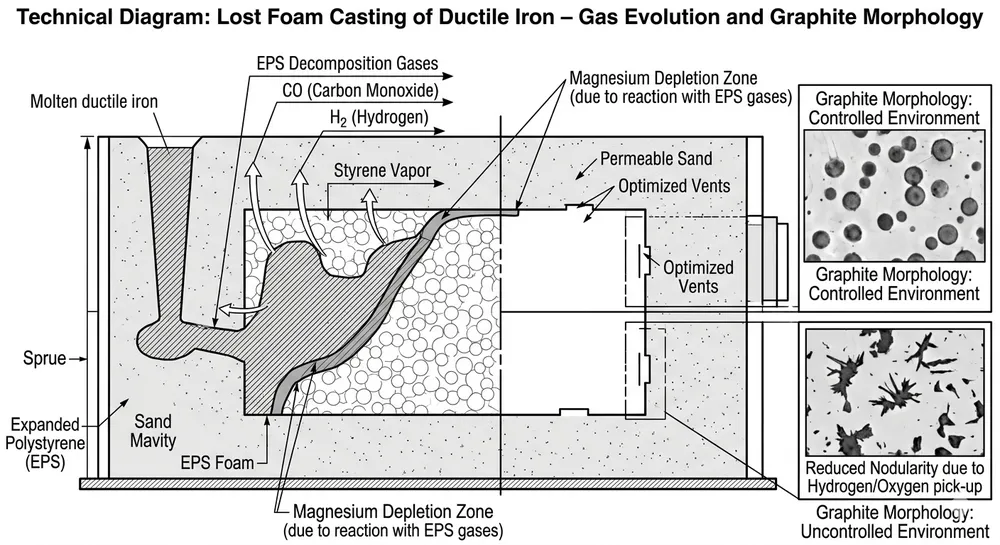
Ductile iron nodularity depends on magnesium staying active in the melt long enough to form spheroidal graphite during solidification. In lost foam casting, EPS foam decomposes into carbon monoxide, hydrogen, and styrene vapor when molten metal fills the mold cavity. These gases create a reducing atmosphere that can strip magnesium from the melt before graphite nucleation happens.
The mechanism: magnesium reacts with oxygen and sulfur to form MgO and MgS inclusions, which float out or get trapped in the casting. If decomposition gases reduce the oxygen partial pressure too aggressively, magnesium stays dissolved but doesn't nucleate graphite spheroids — you get flake graphite or compacted graphite instead. If the gases carry residual sulfur from low-grade EPS beads, they directly consume magnesium through MgS formation.
Green sand and shell mold processes don't have this problem because the mold doesn't generate reducing gases during fill. Lost foam is the only casting method where you're managing gas chemistry and magnesium activity simultaneously.

The Five Process Variables That Control Nodularity in Lost Foam Ductile Iron
You can't fix nodularity problems at the ladle. The controls happen before metal enters the mold.
1. Vacuum pressure during fill
Negative pressure pulls decomposition gases out of the mold cavity before they react with magnesium. We run ductile iron lost foam lines at -0.04 to -0.06 MPa vacuum pressure. Below -0.04 MPa, gas removal is incomplete and you see nodularity drop in thick sections where gas accumulates. Above -0.06 MPa, you risk pulling liquid metal into the vacuum system if the coating has pinholes.
Our vacuum chambers use PLC-controlled pressure regulation with ±0.005 MPa stability. Manual vacuum systems drift during long production runs, and nodularity follows the drift.
2. Coating permeability
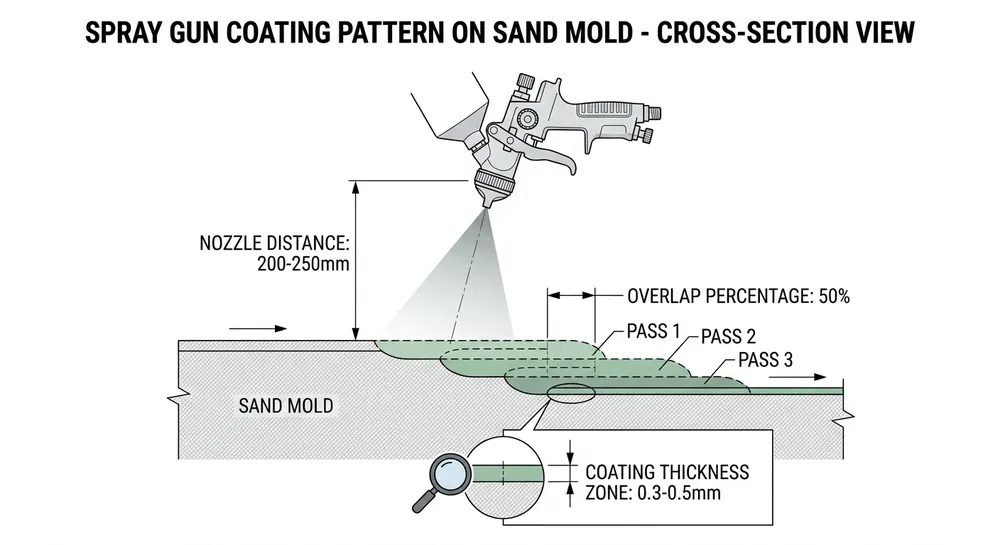
The refractory coating on the EPS pattern must let decomposition gases escape without letting metal penetrate. For ductile iron, we use coatings with 150-200 permeability units (measured by the AFS standard test). Lower permeability traps gases against the metal surface. Higher permeability risks metal penetration and surface defects.
Coating thickness matters: 0.8-1.2mm for ductile iron patterns. Thinner coatings don't provide enough gas path length. Thicker coatings crack during drying and create gas pockets.
3. EPS pattern density
Pattern density controls how much gas you generate per unit volume. We specify 18-22 kg/m³ EPS density for ductile iron castings. Lower density (below 18 kg/m³) generates excessive gas volume that overwhelms the vacuum system. Higher density (above 22 kg/m³) increases pattern cost without improving nodularity — the gas volume is already manageable at 20 kg/m³.
This is different from aluminum or gray iron lost foam, where you can run 24-28 kg/m³ patterns because those alloys tolerate higher gas loads.
4. Magnesium treatment timing and residual level
Treat the iron to 0.045-0.055% residual magnesium immediately before pouring. Ductile iron loses magnesium through oxidation and MgS formation at about 0.008-0.012% per minute after treatment. If you treat the ladle and then wait 10 minutes to pour, your residual magnesium drops from 0.050% to 0.030%, and nodularity falls below 70%.
Lost foam requires tighter timing than green sand because you're also losing magnesium to gas reactions during fill. We configure conveyor speeds on our production lines to keep ladle-to-pour time under 4 minutes.
5. Sulfur content in base iron
Start with base iron below 0.015% sulfur. Every 0.01% sulfur consumes roughly 0.008% magnesium to form MgS. If your base iron runs 0.025% sulfur, you need to add extra magnesium to compensate, which increases dross formation and inclusion risk.
We've seen buyers try to run ductile iron lost foam with 0.030% sulfur base iron. It doesn't work — you either under-treat and get low nodularity, or over-treat and get excessive MgO inclusions that cause machining problems.

Step-by-Step Process for Consistent Nodularity
Here's the execution sequence we use on TZFoundry lost foam lines running ductile iron.
Step 1: Pattern preparation and coating
- Use EPS patterns with 18-22 kg/m³ bead density, verified by weight-per-volume measurement before coating
- Apply refractory coating to 0.8-1.2mm thickness using dip or spray method
- Dry coated patterns at 40-50°C for 8-12 hours — forced drying above 60°C causes surface cracking
- Check coating permeability on sample patterns using AFS permeability tester (target: 150-200 units)
Step 2: Mold assembly and vacuum setup
- Assemble coated patterns in flask with sand compaction
- Connect vacuum system and verify chamber pressure reaches -0.06 MPa with no load
- Check for vacuum leaks using pressure decay test: pressure should not rise more than 0.005 MPa over 60 seconds with the chamber sealed
Step 3: Magnesium treatment
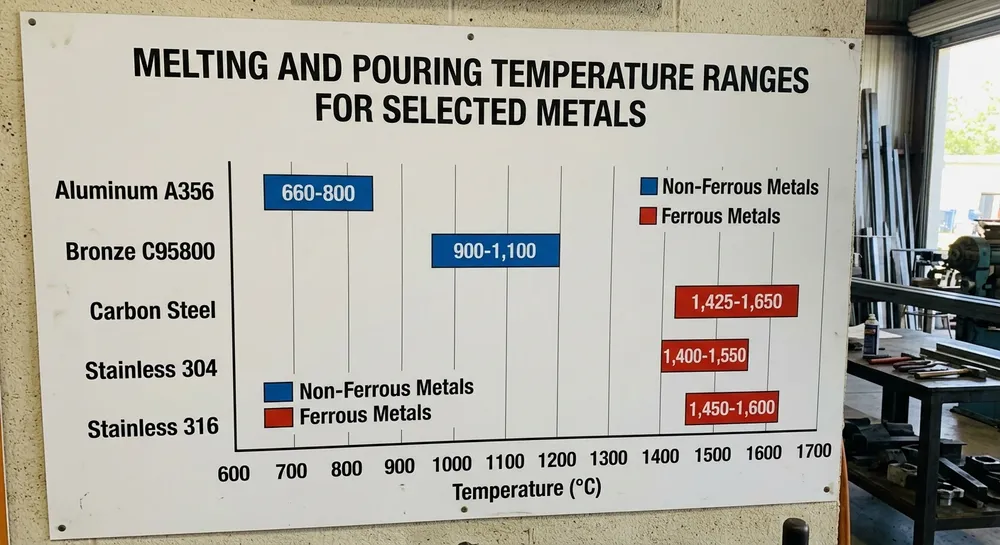
- Melt base iron to 1480-1520°C (ductile iron pouring temperature range)
- Verify base iron sulfur content below 0.015% using spectrometer
- Add magnesium using sandwich method or wire injection to achieve 0.045-0.055% residual
- Skim dross immediately after treatment — MgO dross forms within 30 seconds
Step 4: Pouring under vacuum
- Start vacuum system and stabilize at -0.04 to -0.06 MPa before pouring
- Pour within 4 minutes of magnesium treatment to minimize oxidation loss
- Maintain vacuum pressure throughout fill and for 30-60 seconds after fill completes
- Monitor vacuum gauge during pour — pressure drop indicates gas generation rate
Step 5: Shakeout timing
- Allow castings to cool to below 400°C before shakeout (ductile iron is brittle above this temperature)
- For our production lines, this means 8-12 minute conveyor cycle time depending on section thickness
- Early shakeout risks cracking. Late shakeout wastes cycle time.
We program these parameters into the PLC control system on TZFoundry lost foam lines, so your operators don't need to manually adjust vacuum pressure or conveyor speed for each batch.
How to Verify Nodularity and Diagnose Problems
Nodularity testing happens on sample coupons cast with each batch. The standard method is metallographic examination per ASTM A247 or ISO 945.
Sampling procedure:
- Cast a 25mm diameter test bar alongside production castings
- Section the bar, polish to 1μm finish, and etch with 2% nital
- Count nodules under 100x magnification in at least 5 fields
- Calculate nodularity as (spheroidal + near-spheroidal graphite) / (total graphite count) × 100%
Target: ≥85% nodularity for most ductile iron applications. Some buyers specify ≥90% for high-ductility parts.
Diagnostic patterns:
- Nodularity 60-75% with flake graphite present: Magnesium residual too low. Check treatment timing and base iron sulfur content.
- Nodularity 70-80% with compacted graphite: Decomposition gases interfering with nucleation. Increase vacuum pressure or reduce EPS density.
- Nodularity varies by section thickness: Coating permeability too low. Thick sections trap more gas and show worse nodularity.
- Nodularity drops across production shift: Vacuum system leak or pressure drift. Check seals and recalibrate pressure controller.
We include remote diagnostics on TZFoundry vacuum systems — your maintenance team can pull vacuum pressure logs and correlate them with nodularity test results to find the exact point where process drift started.
Equipment Configuration That Supports Nodularity Control
Lost foam production line design directly affects your ability to hold nodularity targets. Three equipment features matter:
Vacuum system with closed-loop pressure control
Manual vacuum valves can't maintain ±0.005 MPa stability. We use PLC-controlled vacuum pumps with pressure feedback sensors that adjust pump speed in real time. This keeps vacuum pressure in the -0.04 to -0.06 MPa window even when gas generation rate changes between castings.
Conveyor speed adjustment for cooling time
Ductile iron needs 8-12 minutes from pour to shakeout depending on section thickness. Our conveyor systems let you program cooling zone length and speed to match your casting geometry. If you're running thin-wall ductile iron (5-8mm sections), you can speed up the line. If you're running heavy sections (30-50mm), you extend the cooling time.
Fixed-speed conveyors force you to either shake out too early (cracking risk) or too late (wasted capacity).
Coating system for controlled permeability
We modified our coating dip tanks to handle the 150-200 permeability range ductile iron requires. Standard lost foam coating systems are designed for aluminum (250-350 permeability), and the coating formulation doesn't work for ductile iron — you get either metal penetration or gas entrapment.
Our coating system includes viscosity control and drying chambers calibrated for refractory coatings, not just graphite-based aluminum coatings.

When Nodularity Problems Start Before the Casting Line
Low nodularity isn't always a casting process problem. Sometimes the issue starts with pattern material or base iron quality.
EPS bead contamination
Low-grade EPS beads contain residual styrene monomer and flame retardants that increase sulfur content in decomposition gases. We've tested EPS from three suppliers — sulfur content in decomposition gases ranged from 0.008% to 0.035% depending on bead grade. The high-sulfur beads consumed an extra 0.015% magnesium during fill, dropping nodularity from 88% to 72%.
Specify virgin EPS beads with <0.01% residual monomer for ductile iron patterns. Recycled EPS often contains contaminants that affect nodularity.
Base iron chemistry drift
If your melting operation uses variable scrap sources, sulfur content can drift from 0.012% to 0.025% between heats. This changes your magnesium treatment requirement by 0.010%, which is enough to move nodularity from 90% to 75%.
We recommend spectrometer testing on every heat before treatment, not just daily spot checks. The test takes 30 seconds and prevents an entire batch from failing nodularity inspection.
Magnesium alloy storage
FeSiMg alloy absorbs moisture during storage, which reduces magnesium yield during treatment. Alloy stored in open containers for more than 3 months can lose 15-20% of its magnesium content to oxidation. You add the calculated amount, but actual residual magnesium comes in low.
Store FeSiMg in sealed containers with desiccant. We've seen buyers fix nodularity problems just by switching to fresh alloy.
Practical Recommendations for Ductile Iron Lost Foam Production
If you're setting up ductile iron lost foam casting or troubleshooting nodularity problems, start here:
For new production lines:
Specify vacuum systems with PLC pressure control and data logging. Manual systems can't hold the ±0.005 MPa stability ductile iron requires. The cost difference is about 8% of total line cost, but it's the difference between 85% nodularity and 75% nodularity across shifts.
Configure conveyor cooling zones for 8-12 minute cycle time. If your current line runs aluminum or gray iron, the cooling time is too short for ductile iron — you'll crack castings during shakeout.
For existing lines with nodularity problems:
Pull vacuum pressure logs and correlate them with nodularity test results by batch. If nodularity drops when vacuum pressure drifts below -0.04 MPa, your vacuum system needs recalibration or seal replacement.
Test EPS bead sulfur content. Send samples to a lab for combustion analysis. If sulfur is above 0.015%, switch suppliers — you can't fix this with process adjustments.
Check magnesium treatment timing. If ladle-to-pour time exceeds 5 minutes, you're losing too much magnesium to oxidation. Reconfigure your material flow to reduce handling time.
For buyers evaluating lost foam equipment:
Ask the equipment supplier how their vacuum system maintains pressure stability. If the answer is "manual valve adjustment," the system can't support ductile iron production at scale.
Ask about coating system permeability range. If the supplier only mentions aluminum coating formulations, their system isn't configured for ductile iron.
Ask about remote diagnostics and process data logging. You need vacuum pressure, conveyor speed, and cycle time data to troubleshoot nodularity problems — without data logging, you're guessing.
TZFoundry's lost foam production lines include all three features as standard configuration for ductile iron applications. We've commissioned these systems in foundries running 200-500 tons of ductile iron castings per month, and nodularity holds above 85% across production shifts.
If you're planning a ductile iron lost foam line or need to improve nodularity on an existing system, send us your casting specifications and current process parameters. Our engineering team will review your setup and recommend the equipment configuration or process adjustments that get nodularity back into spec. You can reach us at sales@tzfoundry.com or review our complete lost foam casting production line capabilities.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...