A mold that cracks 20 minutes into pouring costs you the casting, the metal, and the production slot. The usual suspect? Inconsistent resin distribution during sand preparation. Most buyers focus on mixer capacity when evaluating a Resin Sand Preparation Production Line, but the real cost control happens upstream — in how raw sand moves through screening, temperature conditioning, and dosing before it ever reaches the mixer bowl.
A resin sand preparation production line is an integrated system that converts raw silica sand (or reclaimed sand) into mold-ready resin-coated sand through controlled material handling, precise binder dosing, and continuous mixing. The process flow determines your binder consumption rate, mold strength consistency, and how much reclaimed sand you can reintroduce without quality loss. Get the sequence wrong and you'll see it in your scrap rate within the first week.
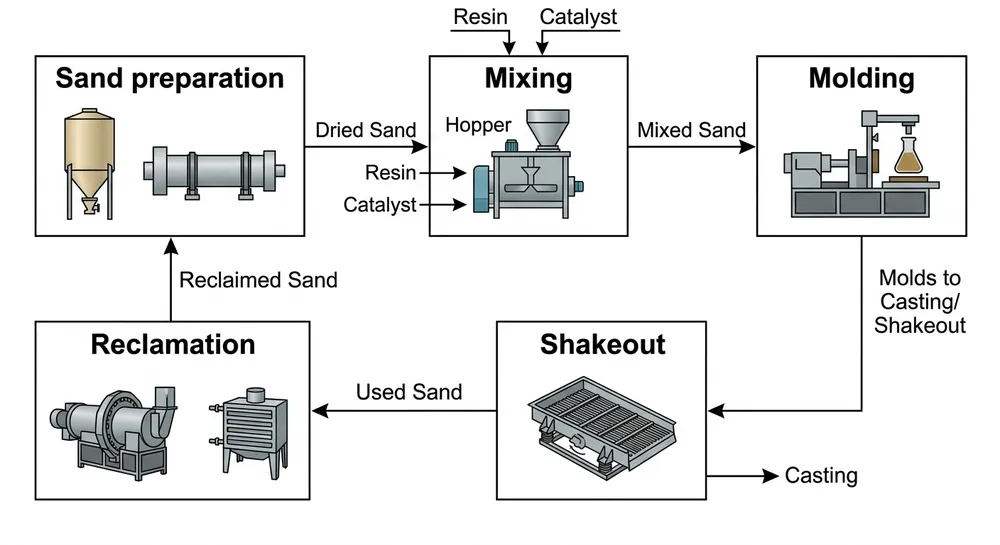
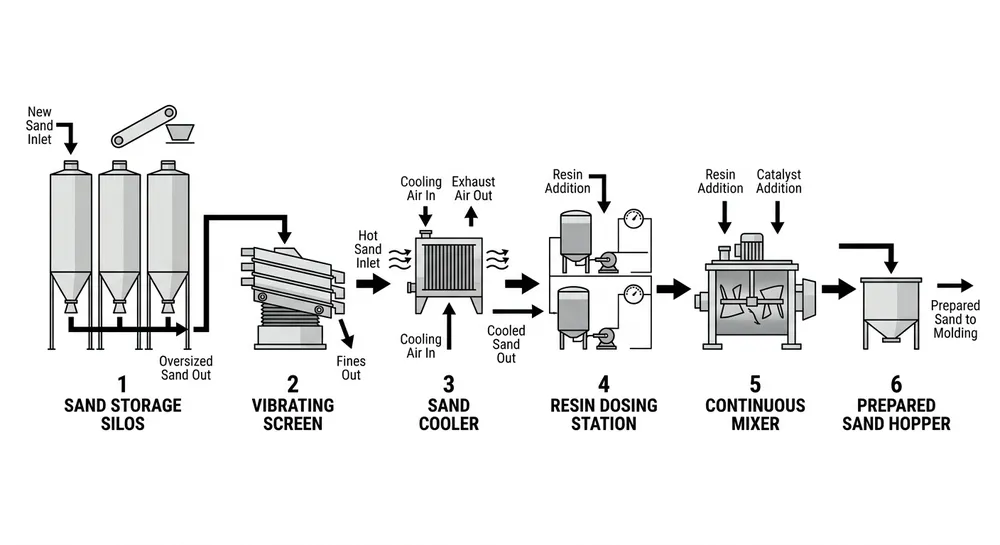
The Six-Stage Resin Sand Preparation Process Flow
The preparation line runs as a continuous system. Each stage feeds the next, and any bottleneck upstream shows up as inconsistency downstream. Here's the full sequence from raw material intake to molding station delivery.
Stage 1: Raw Sand Storage and Reclaim Integration
Raw silica sand arrives in bulk and goes into storage silos (typically 20-50 ton capacity depending on your daily throughput). If you're running a reclamation system, this is where reclaimed sand re-enters the loop. Most foundries target 70-85% reclaimed sand mixed with 15-30% fresh sand to maintain grain size distribution and minimize LOI (loss on ignition) buildup.
The storage system uses vibrating feeders or screw conveyors to meter sand flow into the preparation line. Flow rate control at this stage matters — if sand enters the line in surges instead of steady flow, your downstream dosing accuracy suffers. We set feeder speed based on your target hourly throughput (5 t/h, 10 t/h, 20 t/h) and calibrate it during commissioning so the belt scale or load cell sees consistent material flow.
Reclaimed sand quality determines how much you can reuse. Sand that's been through mechanical reclamation (crushing, screening, magnetic separation) typically comes back at 95%+ purity, meaning you can run higher reclaim ratios. Thermally reclaimed sand is cleaner but costs more to process. Your reclaim ratio directly impacts binder cost per ton of prepared sand — every 10% increase in reclaim ratio saves roughly 8-12% on fresh sand purchasing.
Stage 2: Screening and Grain Size Control
Sand moves by bucket elevator or pneumatic conveying to vibrating screens (usually dual-deck or triple-deck depending on your grain fineness spec). Screening removes oversized particles, agglomerates from storage, and any foreign material that made it through reclamation.
Target grain fineness for resin sand molding typically runs AFS 40-70 (average grain size 0.30-0.15 mm). Finer sand gives better surface finish but requires more resin to coat. Coarser sand uses less binder but increases penetration risk on thin-wall castings. The screen mesh size gets selected based on your casting type — if you're doing aluminum or brass with fine detail, you'll spec toward AFS 50-60. For heavy steel castings, AFS 40-50 works.
Screening capacity needs to match your mixer throughput plus about 15% overhead. If your Resin Sand Mixer runs at 10 t/h, your screen should handle 11-12 t/h to prevent upstream queuing. Undersize material (fines below spec) gets rejected and either sent back to reclamation or discarded depending on your process. Oversize material goes to a crusher or gets removed entirely.

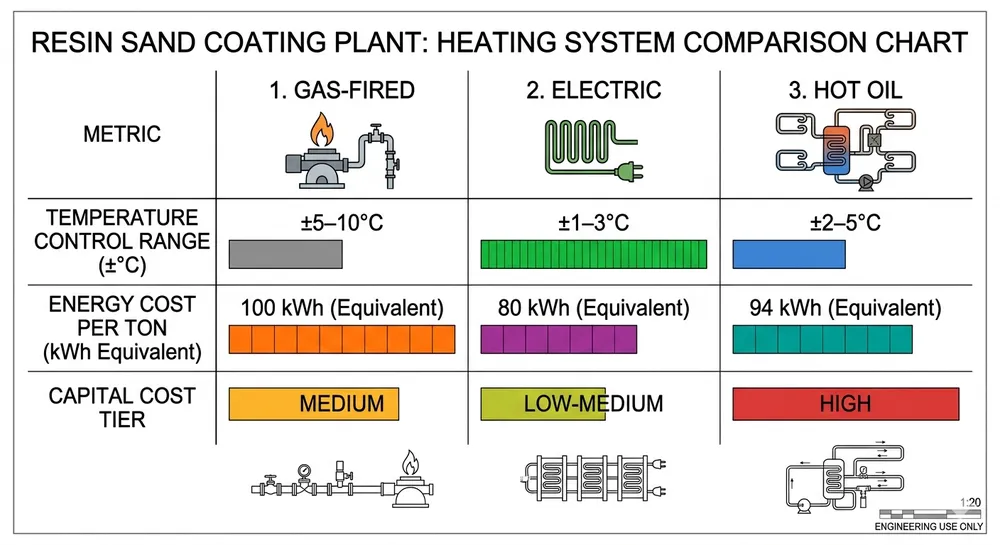
Stage 3: Sand Temperature Conditioning
Resin cure time is temperature-dependent. If sand enters the mixer at 35°C instead of 25°C, your working time drops from 8 minutes to 5 minutes, and molds start hardening before the operator finishes ramming. Sand temperature control happens in a fluidized bed cooler or a rotary drum cooler, depending on your climate and throughput.
Target sand temperature before mixing: 20-30°C for furan resin systems, 25-35°C for phenolic systems. In hot climates (Middle East, Southeast Asia), raw sand coming out of outdoor storage can hit 45-50°C in summer. The cooler brings it down using ambient air or chilled air depending on how much temperature drop you need.
Cooler capacity is rated in tons per hour at a specific temperature differential. A 10 t/h cooler rated for ΔT=20°C can handle 10 tons per hour when cooling sand from 45°C to 25°C. If your temperature differential is smaller (say 35°C to 25°C), the same cooler can handle higher throughput. We size coolers based on your worst-case ambient conditions, not average conditions, because summer production can't stop for temperature issues.
Some buyers skip the cooler to save cost. That works if you're in a temperate climate and your sand storage is indoors. But if you're casting ductile iron or steel where mold strength consistency matters, the cooler pays for itself in reduced scrap within six months.
Stage 4: Resin and Catalyst Dosing
This is where binder cost gets controlled or wasted. Resin addition ratio for furan systems typically runs 1.2-2.0% by weight of sand (12-20 kg resin per ton of sand). Catalyst addition runs 20-50% of resin weight. A 0.1% dosing error on a 10 t/h line means you're either wasting 10 kg of resin per hour (€150-200 per day) or producing weak molds that crack during pouring.
Modern preparation lines use PLC-controlled dosing pumps with flow meters and closed-loop feedback. The system weighs the sand flow on a belt scale, calculates the required resin volume in real time, and adjusts pump speed to maintain the target ratio. Dosing accuracy on a properly calibrated system: ±2% of setpoint. Manual dosing or older gear-pump systems without feedback: ±5-8%, which is where your binder cost variance comes from.
Resin and catalyst get stored in separate tanks (typically 1-2 ton capacity each) with level sensors and low-level alarms. Furan resin is moisture-sensitive, so tanks need sealed lids and desiccant breathers. Catalyst (usually an acid like PTSA or TSA) is corrosive, so pump seals and piping need to be acid-resistant (PTFE or stainless steel).
The dosing station injects resin and catalyst into the sand stream just before it enters the mixer. Injection points are usually at the mixer inlet chute or directly into the mixer bowl depending on mixer design. Timing matters — if resin hits the sand too early, it starts curing before mixing completes. If it hits too late, you get uneven distribution.

Stage 5: Continuous Mixing
The Resin Sand Mixer blends sand, resin, and catalyst into a homogeneous coated mixture. Mixing time: 60-120 seconds depending on mixer type and resin system. Furan resin needs shorter mixing (60-90 seconds) because it starts curing faster. Phenolic resin can handle longer mixing (90-120 seconds) and actually benefits from the extra blending time.
Mixer types: continuous paddle mixers (most common for production lines), batch mixers (used for small foundries or lab testing), and high-intensity mixers (for coated sand production). Continuous mixers feed sand in at one end and discharge prepared sand at the other in a steady stream. Batch mixers load a fixed quantity, mix it, dump it, then reload — slower but easier to control for recipe testing.
Mixer capacity needs to match your molding line consumption rate. If your molding machines use 8 t/h of prepared sand, your mixer should be rated for 10 t/h to give you buffer capacity during peak demand or when you're running multiple molds simultaneously. Undersized mixers create bottlenecks — the molding line sits idle waiting for sand, which kills your effective capacity.
Mixing quality shows up in tensile strength testing. Properly mixed resin sand should give you 2.5-4.0 MPa tensile strength (depending on resin type and addition ratio) with less than 10% variation across samples taken from different points in the batch. If you're seeing 20-30% strength variation, the problem is usually incomplete mixing or inconsistent resin dosing.
Stage 6: Prepared Sand Storage and Delivery
Mixed sand discharges into a prepared sand hopper (typically 2-5 ton capacity) that feeds your molding stations. The hopper acts as a buffer between the continuous preparation line and the batch-mode molding process. Working time starts the moment resin and catalyst mix, so the hopper needs to turn over fast enough that sand doesn't start hardening before it gets used.
For furan resin systems, working time is 8-15 minutes at 25°C sand temperature. That means your hopper should empty and refill every 10-12 minutes maximum. If your molding line is slow and sand sits in the hopper for 20+ minutes, you'll see progressive hardening — the sand becomes difficult to ram, mold surfaces get rough, and eventually the sand turns into unusable lumps.
Hopper design matters. Conical hoppers with steep walls (60-70° angle) prevent bridging and ensure first-in-first-out flow. Flat-bottom hoppers or shallow angles cause sand to stagnate in corners, and that stagnant sand hardens and contaminates fresh batches. Vibrators on the hopper walls help maintain flow, but they're a band-aid — proper hopper geometry solves the problem at the design stage.
Delivery from hopper to molding station: belt conveyors for short distances (under 10 meters), pneumatic conveying for longer distances or multi-floor layouts. Pneumatic systems are faster but add air into the sand, which can cause porosity in molds if not properly vented. Belt conveyors are gentler and don't introduce air, but they take up more floor space.
Critical Process Parameters and Quality Checkpoints
Running a preparation line isn't just about moving sand through equipment. You need to monitor and control specific parameters at each stage to maintain consistent output quality.
Sand grain fineness (AFS number): Check daily using sieve analysis. Target range depends on your casting type, but variation should stay within ±3 AFS points. If fineness drifts, your resin consumption changes and mold strength becomes unpredictable.
Moisture content: Raw sand should be under 0.3% moisture before mixing. Excess moisture interferes with resin curing and causes mold defects (gas holes, surface roughness). Check with a moisture analyzer or by oven-drying a sample and weighing before/after.
Sand temperature: Monitor continuously with thermocouples at the cooler outlet and mixer inlet. If temperature rises above your target range, adjust cooler airflow or reduce line speed to give sand more residence time in the cooler.
Resin addition ratio: Verify weekly by collecting a timed sample of prepared sand, burning off the resin in a furnace, and calculating LOI (loss on ignition). Target LOI should match your resin addition ratio — if you're dosing 1.5% resin, LOI should be 1.4-1.6% accounting for catalyst and moisture loss.
Tensile strength: Pull test samples every 2-4 hours and cure them for the standard time (usually 24 hours at room temperature). Test on a universal testing machine. Furan resin sand: 2.5-3.5 MPa typical. Phenolic resin sand: 3.0-4.0 MPa typical. Strength below target means insufficient resin, poor mixing, or contaminated sand. Strength above target means you're over-dosing resin and wasting money.
Compressive strength: Less commonly tested than tensile, but useful for heavy castings where mold crush resistance matters. Target: 8-12 MPa for furan systems, 10-15 MPa for phenolic systems.

How Reclaimed Sand Re-Enters the Preparation Loop
Sand reclamation is what makes resin sand molding economically viable for high-volume production. After casting shakeout, used sand goes through a Resin Sand Reclamation Plant that removes binder residue and returns clean sand to the preparation line.
Reclamation methods: mechanical (crushing, attrition, screening) or thermal (burning off resin in a rotary kiln at 600-800°C). Mechanical reclamation is cheaper to operate but leaves 3-5% residual binder on the sand. Thermal reclamation is more expensive (fuel cost, equipment cost) but returns sand at 98-99% purity.
Reclaimed sand quality affects how much you can reuse. With mechanical reclamation, most foundries run 70-80% reclaimed sand mixed with 20-30% fresh sand. With thermal reclamation, you can push 85-90% reclaimed sand. Higher reclaim ratios save on raw material cost but require tighter process control — residual binder from reclaimed sand changes your effective resin addition ratio, so you need to adjust dosing to compensate.
The reclaimed sand re-enters at Stage 1 (storage and integration). It gets blended with fresh sand in the storage hopper before feeding into the preparation line. Blending ratio is controlled by adjusting the feed rates from the reclaimed sand silo and the fresh sand silo. Some lines use separate feeders with individual speed controls. Others use a single feeder with a pre-mixed blend ratio set at the silo discharge gates.
Reclaim ratio monitoring: track your daily sand consumption (fresh + reclaimed) and compare it to your casting output. If you're producing 50 tons of castings per day and consuming 60 tons of sand (fresh + reclaimed), your sand-to-metal ratio is 1.2:1. Industry typical: 1.0-1.5:1 for resin sand molding. If your ratio is higher, you're either losing sand during handling or your reclamation efficiency is low.
Layout and Utility Planning for a 5-20 t/h Preparation Line
Floor space, power supply, compressed air, and dust collection are the four constraints that determine whether a preparation line fits your facility. Most buyers underestimate space requirements and end up with equipment that doesn't fit or requires expensive building modifications.
Floor space: A complete 10 t/h preparation line (storage, screening, cooling, dosing, mixing, prepared sand hopper) occupies roughly 150-200 m² of floor area in a linear layout. Vertical layouts (using bucket elevators and multi-level platforms) can reduce footprint to 100-120 m² but add structural cost for elevated platforms. If you're retrofitting into an existing building, measure your available length, width, and ceiling height before requesting quotes — equipment height with bucket elevators can reach 8-10 meters.
Power supply: Total connected load for a 10 t/h line: 80-120 kW depending on equipment configuration. Major consumers: mixer motor (15-30 kW), bucket elevator motors (7.5-15 kW each), vibrating screen (5-10 kW), sand cooler fan (10-20 kW), dust collector fan (15-25 kW), resin dosing pumps (1-2 kW). You need 3-phase 380V or 400V supply (or 220V 3-phase in some regions). Single-phase power won't work for motors above 5 kW.
Compressed air: Resin and catalyst dosing pumps, pneumatic valves, and control instruments need compressed air at 6-8 bar pressure. Consumption: 0.5-1.0 m³/min for a 10 t/h line. If you don't have an existing air compressor, budget for a 1.5-2.0 m³/min screw compressor with air dryer and filters. Moisture in compressed air causes control valve problems and dosing inaccuracy.
Dust collection: Screening, mixing, and material transfer points generate silica dust. You need a centralized dust collection system with fabric filter bags or cartridge filters. Airflow requirement: 3,000-5,000 m³/h for a 10 t/h line depending on how many dust pickup points you have. Dust collector discharge needs to go outside or into a sealed collection bin — don't vent silica dust back into the work area.
Utility cost estimation: For a 10 t/h line running 16 hours per day, 300 days per year:
- Electrical power: 80 kW × 16 h × 300 days = 384,000 kWh/year. At €0.10/kWh: €38,400/year.
- Compressed air: negligible if you already have a compressor. If dedicated: add €5,000-8,000/year for compressor power and maintenance.
- Resin and catalyst: 1.5% resin addition on 48,000 tons/year sand = 720 tons resin. At €1,200/ton: €864,000/year. This is your biggest operating cost by far.
Furan vs Phenolic Resin Preparation Requirements
The preparation line layout is the same for both resin types, but process parameters and equipment sizing differ.
Furan resin systems:
- Faster curing (working time 8-15 minutes)
- Lower resin addition ratio (1.2-1.8% typical)
- More sensitive to sand temperature (target 20-28°C)
- Shorter mixing time (60-90 seconds)
- Stronger odor during mixing and pouring (furfuryl alcohol smell)
- Better for thin-wall castings and fine detail (lower gas generation)
Phenolic resin systems:
- Slower curing (working time 15-25 minutes)
- Higher resin addition ratio (1.5-2.2% typical)
- Less temperature-sensitive (target 25-35°C)
- Longer mixing time (90-120 seconds)
- Lower odor (phenol smell is less intense than furan)
- Better for heavy-section castings (higher hot strength)
If you're running both resin types on the same line, you need separate resin and catalyst tanks with dedicated dosing pumps. Switching between resin types requires flushing the dosing lines and mixer bowl to prevent cross-contamination. Most foundries that run both types install two separate preparation lines rather than trying to share equipment — the downtime and contamination risk aren't worth the equipment savings.
For buyers evaluating which resin system to specify: furan is more common in North America and Europe for aluminum and brass casting. Phenolic is more common in Asia and for steel casting. If you're exporting castings to Europe, check whether your customer has odor restrictions — some automotive and appliance buyers won't accept furan-molded castings due to residual smell in machined parts.
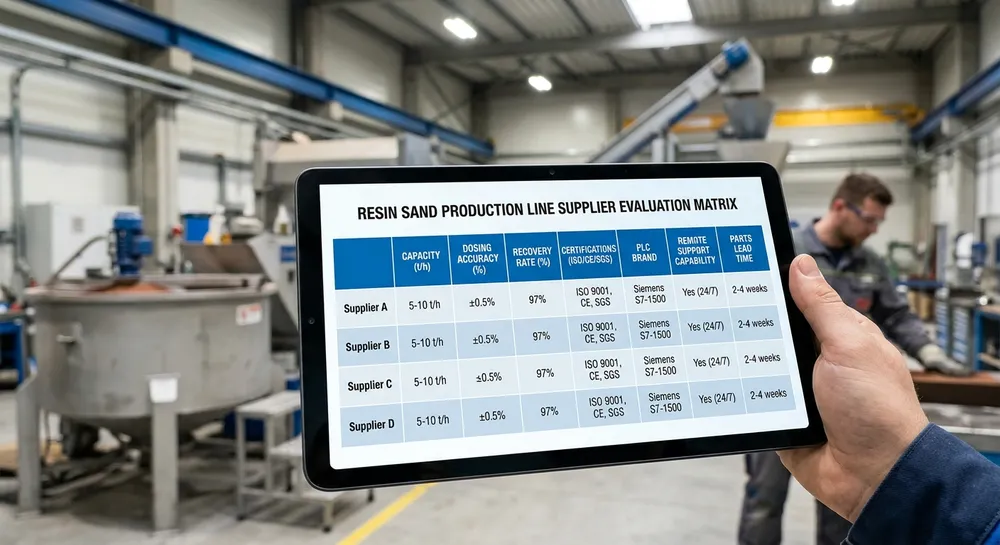
Evaluating Supplier Capability Before You Request a Quote
Most preparation line suppliers can provide equipment. Fewer can provide a system that actually works at your target capacity with your specific sand type and resin system. Here's what to verify before you commit to a purchase order.
Ask for process flow drawings with equipment specifications. Not just a block diagram — you need equipment model numbers, motor sizes, conveyor speeds, hopper capacities, and material flow rates at each stage. If the supplier can't provide this level of detail at the quotation stage, they're guessing at system design and you'll discover the gaps during commissioning.
Request reference installations with similar capacity and resin type. A supplier who has installed 50 clay sand lines but only 2 resin sand lines doesn't have the process knowledge you need. Resin sand preparation is more sensitive to dosing accuracy and mixing quality than clay sand. Ask for customer contacts and verify that the reference lines are actually running at rated capacity.
Verify PLC programming capability for resin dosing control. The PLC needs to read the belt scale, calculate resin flow rate in real time, adjust pump speed, and log dosing data for quality traceability. If the supplier outsources PLC programming or uses generic ladder logic without closed-loop feedback, your dosing accuracy will suffer. We program our own PLCs and can show you the control logic during factory acceptance testing.
Check whether the line ships as a modular system or requires field fabrication. Modular systems (pre-assembled on skid frames) reduce installation time and eliminate field welding errors. Our preparation lines ship in 1-2 × 40HQ containers with all piping, wiring, and controls pre-installed. You bolt the modules together, connect utilities, and commission. Field-fabricated systems take 3-4 weeks longer to install and introduce more variables that affect final performance.
Confirm spare parts availability and lead time. Resin dosing pumps, proximity sensors, solenoid valves, and PLC I/O modules are the most common wear items. If the supplier uses proprietary components with 8-week lead times, you're looking at extended downtime when something fails. We use Siemens or Mitsubishi PLCs, standard industrial pumps, and off-the-shelf sensors that you can source locally or from us with 1-2 week delivery.
Ask about commissioning support and training. Remote commissioning (video call guidance) works if your installation team can read hydraulic schematics and use a multimeter. On-site commissioning (supplier engineer travels to your facility) costs more but reduces startup time and ensures the line hits rated capacity before the engineer leaves. Training should cover operation, routine maintenance, dosing calibration, and basic troubleshooting — not just "here's the start button."
Planning Your Resin Sand Preparation Line Specification
When you're ready to request a quote, provide these details so suppliers can give you accurate pricing and lead time:
Target capacity: Specify in tons per hour of prepared sand output. Match this to your molding line consumption rate plus 20-30% buffer. If you're planning future expansion, mention it — oversizing the preparation line now is cheaper than replacing it later.
Sand type and grain fineness: Silica sand AFS number (40-70 typical), or specify if you're using chromite sand, zircon sand, or other specialty sands. Different sands have different bulk densities and flow characteristics that affect conveyor sizing and mixer design.
Resin system: Furan, phenolic, or both. Include resin supplier name and product code if you've already selected a binder — different resins have different viscosities that affect pump sizing.
Reclaimed sand integration: Specify your target reclaim ratio (70%, 80%, 90%) and reclamation method (mechanical or thermal). This affects how we size the fresh sand and reclaimed sand feed systems.
Available floor space: Length × width × ceiling height in meters. Include any obstructions (columns, existing equipment, overhead cranes) that affect layout. If you have a building drawing, send it.
Utility availability: Electrical supply voltage and frequency (380V 50Hz, 400V 50Hz, 220V 60Hz, etc.), compressed air pressure and flow rate if existing, dust collection system if existing.
Casting alloy and production volume: Aluminum, brass, iron, steel — this helps us recommend appropriate resin addition ratios and mixing parameters. Annual casting tonnage gives us a sense of whether you need heavy-duty industrial equipment or lighter-duty systems.
Send your requirements to TZFoundry and we'll provide a process flow layout with equipment specifications and factory pricing. Our engineering team will review your floor space and recommend either a linear layout or a vertical layout depending on your building constraints. If you're unsure about any of the specifications above, we can guide you through the selection process based on your casting type and production goals.

Liu Haoran is the Resin Sand Production Line Technical Manager at TZFoundry. Over 11 years of hands-on work with furan, phenolic, and coated sand systems, he has commissioned 40+ resin sand lines for export buyers and developed binder dosing protocols...