Most lost foam casting defects trace back to the pattern, not the pour. Carbon inclusions, misruns, and porosity often start with wrong EPS bead selection or poorly tuned pre-expansion parameters. Your polystyrene foam casting production line setup determines whether your patterns burn clean or leave residue that ruins the casting.
A polystyrene foam casting production line produces the EPS foam patterns that get coated, assembled into clusters, and buried in sand for lost foam casting. The line handles raw EPS beads through pre-expansion, aging, molding, and pattern finishing. The critical control point is pre-expansion — this is where you set the foam density that determines pattern rigidity, coating adhesion, and burn-out behavior during metal pouring.
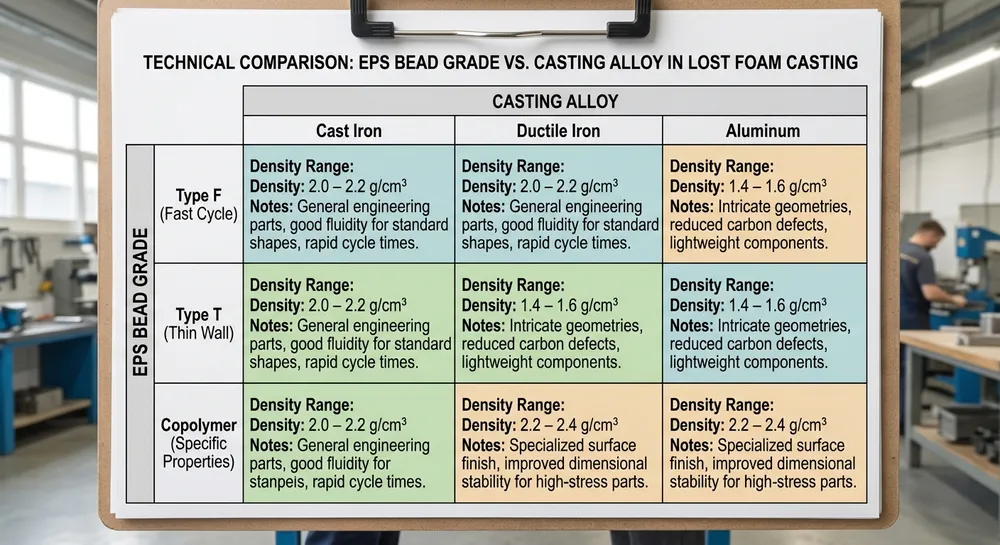
EPS Bead Grade Selection — Match the Alloy and Wall Thickness
Raw EPS beads come in three main grades, and your choice affects everything downstream. We've commissioned lines for cast iron, ductile iron, and aluminum foundries across 14 countries — the bead grade decision is the first place buyers get it wrong.
Type F (Fast-expansion) — Standard pentane-blown beads with 40-50x expansion ratio. Use this for cast iron and ductile iron patterns where you need 20-24 kg/m³ density. Fast expansion gives you consistent cell structure and clean burn-out at iron pouring temperatures (1350-1450°C). Most of our Middle East and Southeast Asian buyers run Type F because their foundries cast valve bodies, pump housings, and engine blocks in gray iron.
Type T (Thermal-stable) — Modified beads with higher softening point, designed for aluminum casting where pouring temperatures are lower (700-750°C) but pattern handling is rougher. Type T holds shape better during coating application and cluster assembly. If your buyers cast aluminum automotive parts or aerospace components, specify Type T — the extra cost (about 8% over Type F) pays back in reduced pattern breakage during handling.
Copolymer beads — Styrene-butadiene or styrene-acrylonitrile blends for thin-wall patterns (under 3mm section thickness) where standard EPS collapses during coating. We see copolymer specs from buyers casting aluminum heat exchangers, thin-wall housings, and intricate art castings. The trade-off: copolymer costs 25-30% more than Type F and requires tighter pre-expansion control because the expansion window is narrower.
Your bead supplier will ask for target pattern density and casting alloy. Give them both — the expansion ratio calculation depends on knowing where you're landing. For a Lost Foam Casting Production Line running mixed alloys, stock two bead grades and switch based on the job.

Pre-Expansion Machine Setup — Steam Pressure, Expansion Ratio, and Aging Time
Pre-expansion is where raw beads expand from 1-2mm diameter to 4-8mm foam pellets. You're injecting steam to soften the bead shell, letting the pentane blowing agent expand the cell structure, then cooling and stabilizing. Get the parameters wrong and you'll see collapsed cells (pattern too soft), incomplete expansion (pattern too dense and brittle), or moisture retention (coating adhesion failure).
Steam pressure — We set pre-expanders at 0.15-0.25 MPa steam pressure for Type F beads targeting 20-24 kg/m³ final density. Higher pressure (0.25-0.30 MPa) for Type T beads because the higher softening point needs more thermal energy to trigger expansion. Lower pressure (0.12-0.18 MPa) for copolymer beads to avoid over-expansion and cell rupture.
The steam pressure gauge on your pre-expander is the most important instrument on the line. We've seen buyers run for months with a faulty gauge, wondering why their pattern density drifts. Calibrate it every 3 months or whenever you switch bead grades.
Expansion ratio — This is the volume increase from raw bead to expanded pellet, typically 40-50x for Type F. You control expansion ratio by adjusting steam injection time (residence time in the pre-expander chamber). Longer residence = more expansion = lower final density. We tune this during commissioning by running test batches and measuring bulk density of the expanded beads.
Target bulk density after pre-expansion should be 15-20% lower than your final pattern density because the beads will compress slightly during molding. If you want 22 kg/m³ patterns, pre-expand to 18-19 kg/m³ bulk density. (Note: this compression factor varies with mold cavity geometry — deep narrow cavities compress more than shallow wide ones.)
Aging time — Expanded beads must age in a ventilated silo for 12-24 hours before molding. During aging, residual pentane off-gases and moisture content stabilizes. Skip this step and your patterns will shrink 2-3% over the next 48 hours, throwing off dimensional accuracy. We've commissioned lines where buyers tried to mold fresh beads straight from the pre-expander to save time — every pattern failed coating adhesion tests because trapped moisture prevented the refractory slurry from wetting the surface.
Aging silos should have perforated floors and gentle air circulation (not forced ventilation, which dries the beads too fast and causes surface cracking). Most of our export lines include a 3-stage silo system so you can run continuous production: one silo filling, one aging, one feeding the molding machine.

Density Control — The 18-28 kg/m³ Range and What It Means for Casting Quality
Pattern density is the single variable that affects the most downstream outcomes: pattern rigidity during handling, coating adhesion, vacuum hold during pouring, and burn-out residue in the casting. Standard lost foam lines target 20-24 kg/m³ because this range works for most cast iron applications. We engineer our Polystyrene Foam Casting Production Line to handle 18-28 kg/m³ because buyers cast everything from thin-wall aluminum (needs 18-20 kg/m³ for clean burn-out) to heavy-section ductile iron (needs 24-28 kg/m³ for pattern rigidity).
18-20 kg/m³ (low density) — Use this for aluminum casting and thin-wall patterns (under 5mm section). Lower density means less polymer mass to burn off, so you get cleaner metal with fewer carbon inclusions. The trade-off: patterns are fragile. You'll need gentler handling during coating and cluster assembly, and your coating must be thinner (0.5-0.8mm) to avoid crushing the pattern under slurry weight.
We shipped a line to a Turkish buyer casting aluminum automotive parts at 19 kg/m³ pattern density. Their defect rate dropped from 12% to 3% after switching from 22 kg/m³ patterns — the lower density eliminated the carbon film that was causing porosity in thin sections. But they had to add foam padding to their pattern transport racks because breakage during handling went up.
20-24 kg/m³ (standard density) — This is the sweet spot for cast iron and ductile iron. Patterns are rigid enough to survive coating (1.0-1.5mm refractory slurry), cluster assembly, and sand compaction. Burn-out is clean at iron pouring temperatures. Most of our buyers land here because it balances pattern durability with casting quality.
24-28 kg/m³ (high density) — Use this for heavy-section castings (over 50mm wall thickness) or when pattern geometry is complex with thin ribs and deep pockets that need structural support. Higher density means more polymer to burn off, so you'll see longer burn-out times and slightly higher risk of carbon residue if your vacuum system isn't pulling hard enough during the pour.
A buyer in Egypt runs 26 kg/m³ patterns for large pump housings (80-120mm wall sections) because the patterns must survive a 2.5mm coating layer and rough handling by the molding crew. Their vacuum system pulls 0.04 MPa during pouring to evacuate the burn-out gases — at that vacuum level, the higher density doesn't cause defects.
The density you choose sets the requirements for every other piece of equipment on your line. Low-density patterns need lighter coating formulations and gentler handling systems. High-density patterns need stronger vacuum pumps and longer burn-out cycles. Tell your equipment supplier the density range you plan to run — it affects molding machine steam pressure, coating mixer specifications, and vacuum chamber sizing.
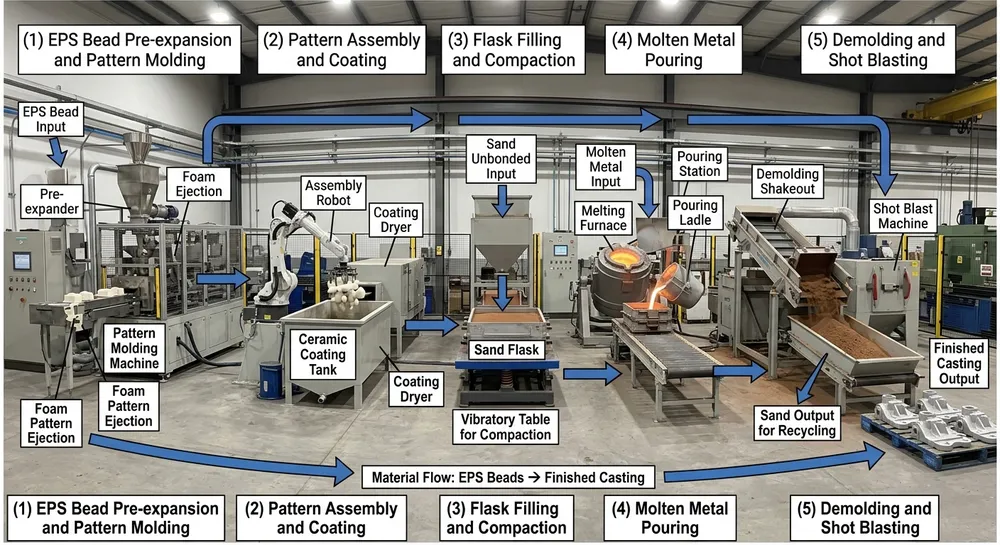
Complete Process Flow — From Raw Bead to Finished Pattern
Here's how material moves through a complete polystyrene foam casting production line. We've built this sequence into modular systems that ship in 40HQ containers and commission in 7-10 days on-site.
Stage 1: Raw bead storage and feeding — Bulk EPS beads arrive in 25kg bags or bulk sacks. You need climate-controlled storage (under 25°C) because beads exposed to heat will pre-expand in the bag. Pneumatic conveying feeds beads to the pre-expander hopper. We use low-velocity air transport (under 15 m/s) to avoid generating static that causes beads to clump.
Stage 2: Pre-expansion — Beads enter a jacketed chamber where steam injection heats them to 90-100°C (for Type F) or 100-110°C (for Type T). Residence time is 3-8 minutes depending on target density. Expanded beads discharge into a cooling conveyor where ambient air drops the temperature to 30-40°C before silo storage.
Stage 3: Aging and stabilization — Expanded beads rest in ventilated silos for 12-24 hours. Pentane off-gassing happens here — your facility needs ventilation to exhaust the hydrocarbon vapor (pentane is flammable). Moisture content stabilizes at 8-12% by weight, which is ideal for molding and coating adhesion.
Stage 4: Pattern molding — Aged beads feed into aluminum molds (CNC-machined to pattern geometry). Steam injection at 0.3-0.5 MPa fuses the beads into a solid pattern. Cooling water circulates through the mold jacket to set the foam structure. Cycle time is 30-90 seconds depending on pattern size and complexity.
Stage 5: Pattern finishing — Demolded patterns go through dimensional inspection, surface defect checks, and density verification (we use water displacement testing — weigh the pattern in air and in water, calculate volume, divide mass by volume). Patterns that pass QC move to coating application. Rejects get shredded and recycled (you can blend up to 10% recycled EPS into raw bead feed without affecting pattern quality).
The entire line from bead intake to finished pattern occupies 200-300 m² floor space for a mid-capacity system (500-1000 patterns per 8-hour shift). We design the layout to minimize material handling — beads flow by gravity and pneumatic conveying, patterns move on roller conveyors. Less handling means fewer opportunities for pattern damage.
Pre-Expansion Parameter Reference — Settings by Alloy and Density Target
Use this table as a starting point during commissioning. Your specific settings will vary based on bead supplier, local steam quality, and pattern geometry, but these ranges work for 80% of installations we've commissioned.
| Casting Alloy | Target Pattern Density | EPS Bead Grade | Steam Pressure (MPa) | Residence Time (min) | Aging Time (hrs) | Molding Steam Pressure (MPa) |
|---|---|---|---|---|---|---|
| Aluminum | 18-20 kg/m³ | Type T | 0.12-0.18 | 4-6 | 12-18 | 0.30-0.40 |
| Cast Iron | 20-22 kg/m³ | Type F | 0.15-0.22 | 3-5 | 12-24 | 0.35-0.45 |
| Ductile Iron | 22-24 kg/m³ | Type F | 0.18-0.25 | 3-5 | 12-24 | 0.40-0.50 |
| Heavy Section (>50mm) | 24-28 kg/m³ | Type F or Type T | 0.20-0.28 | 2-4 | 18-24 | 0.45-0.55 |
| Thin Wall (<3mm) | 18-20 kg/m³ | Copolymer | 0.10-0.15 | 5-7 | 18-24 | 0.28-0.38 |
These parameters assume you're using industrial-grade steam at 95-98% dryness. Wet steam (below 90% dryness) will flood your beads with condensate and ruin the batch — install a steam separator upstream of the pre-expander if your boiler produces wet steam.
How Pattern Density Affects Coating Adhesion and Vacuum Casting Performance
The density you set during pre-expansion determines how your patterns behave in the next two process steps: coating application and vacuum casting. We've analyzed defect data from 40+ foundries running our equipment — here's what the numbers show.
Coating adhesion — Refractory coating must wet the EPS surface and penetrate 0.2-0.3mm into the foam structure to create a mechanical bond. Low-density patterns (18-20 kg/m³) have larger cell openings, so coating penetrates easily but the pattern can't support thick coating layers without compression. High-density patterns (24-28 kg/m³) have smaller cell openings, so coating sits on the surface unless you reduce slurry viscosity or add surfactants.
The failure mode we see most often: buyers run 24 kg/m³ patterns with a coating formulation designed for 20 kg/m³. The coating doesn't penetrate, adhesion is weak, and the coating shell cracks during sand compaction. Then metal leaks through the cracks during pouring. Fix this by matching coating viscosity to pattern density — your coating supplier should provide viscosity specs for different density ranges.
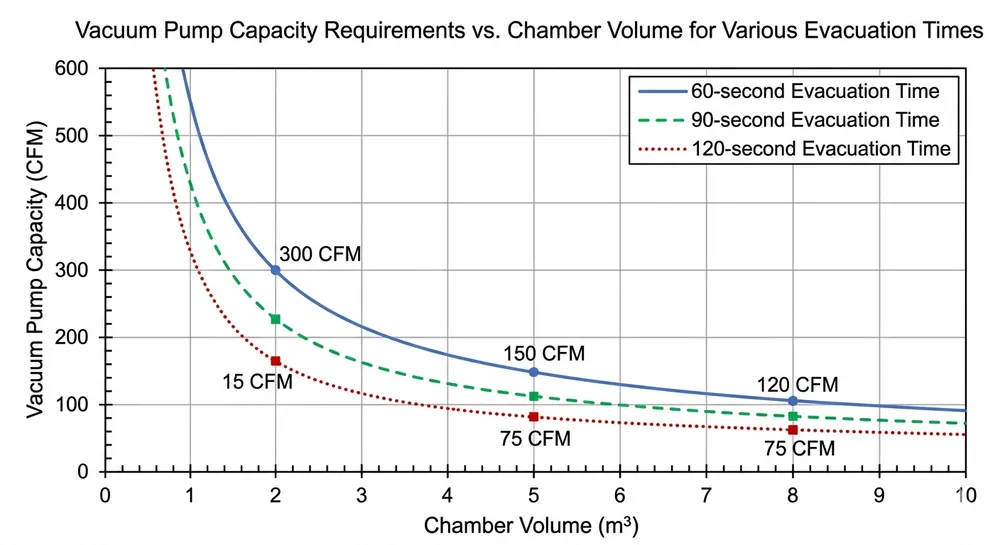
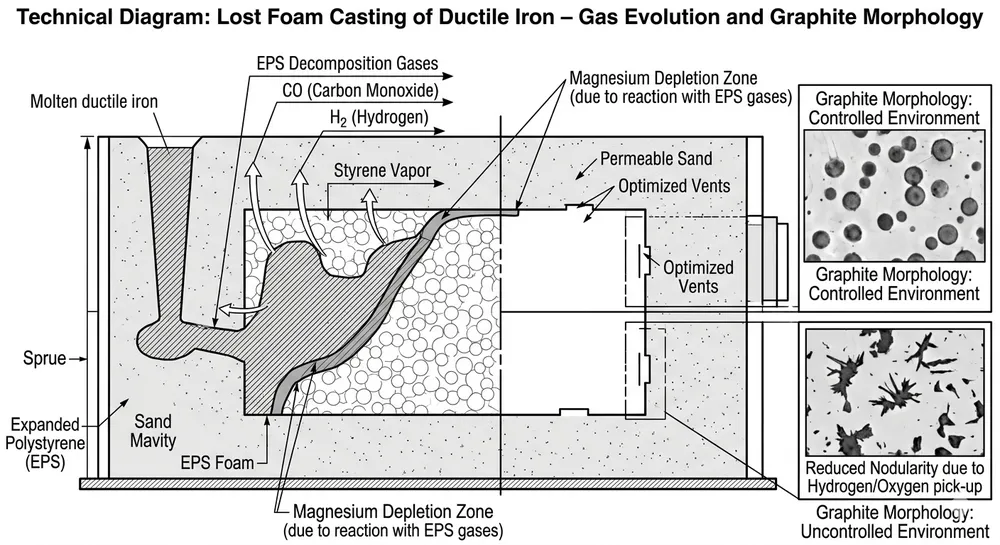
Vacuum casting performance — During metal pouring, the EPS pattern decomposes into styrene vapor and carbon residue. Your vacuum system must pull this decomposition gas out through the coating shell and sand mold before the metal front arrives. Low-density patterns decompose faster (less polymer mass) but produce more gas volume per unit time, so you need higher vacuum flow rate (CFM). High-density patterns decompose slower but leave more carbon residue, so you need higher vacuum pressure (inches Hg) to pull the residue through the coating.
A buyer in Vietnam was getting carbon inclusions in their ductile iron castings. They were running 26 kg/m³ patterns with a vacuum system sized for 22 kg/m³. We recalculated the gas generation rate and upgraded their vacuum pump from 150 CFM to 220 CFM. Defect rate dropped from 18% to 4%. The pattern density wasn't wrong — the vacuum system just wasn't matched to it.
If you're specifying a complete Lost Foam Casting Equipment package, give your supplier the pattern density range you plan to run. Vacuum pump sizing, coating mixer capacity, and pattern handling systems all scale with density.
What to Specify in Your RFQ — Density Range, Bead Type, and Production Rate
When you request a quote for a polystyrene foam casting production line, these are the parameters that determine equipment configuration and pricing. Missing any of these means your supplier will quote a generic system that might not fit your casting requirements.
Target pattern density range — Specify the low and high end (e.g., "18-24 kg/m³" or "22-28 kg/m³"). This sets pre-expander steam capacity, molding machine pressure rating, and aging silo volume. A line designed for 18-22 kg/m³ can't reliably produce 26 kg/m³ patterns without equipment modifications.
Casting alloy and pouring temperature — Tell us whether you're casting aluminum (700-750°C), cast iron (1350-1450°C), or ductile iron (1380-1480°C). This determines EPS bead grade recommendations and affects coating system specifications. Aluminum lines need different coating formulations than iron lines.
Pattern size range and complexity — Provide the smallest and largest pattern dimensions, plus typical wall thickness. A line optimized for small intricate patterns (under 500mm, thin walls) uses different molding machines than a line for large simple patterns (over 1000mm, heavy sections). If you have CAD files or photos of typical patterns, send them — we'll recommend mold configurations and handling systems based on actual geometry.
Production rate — Specify patterns per shift or patterns per day. This determines whether you need a single molding machine or multiple machines, and it sizes the pre-expander capacity and aging silo volume. A 500-pattern-per-shift line has different equipment than a 2000-pattern-per-shift line, even if the pattern size is the same.
Floor space and ceiling height — Lost foam lines need vertical space for aging silos (typically 4-6 meters tall) and horizontal space for material flow. If you're installing in an existing building, send us the floor plan with dimensions and ceiling height. We'll design the layout to fit, or tell you if the space won't work.
Utility availability — Pre-expansion and molding require steam (0.5-1.0 MPa supply pressure, 200-500 kg/hr consumption depending on line capacity). If you don't have a boiler, we can include an electric steam generator in the package, but it adds cost and power consumption. Also specify your electrical supply (voltage, phase, frequency) and compressed air availability (0.6-0.8 MPa, 50-100 CFM).
We configure every line to match your specific requirements — there's no such thing as a "standard" polystyrene foam casting production line because every foundry casts different parts. The more detail you provide in your RFQ, the more accurate our equipment recommendations and pricing will be. Send your casting specs to our engineering team and we'll send back a line configuration with capacity calculations, floor layout, and commissioning timeline.
Common Setup Mistakes and How to Avoid Them
We've commissioned 40+ polystyrene foam casting lines across four continents. These are the setup errors that cause the most production problems in the first 6 months.
Running fresh beads without aging — Buyers try to skip the 12-24 hour aging step to speed up production. The patterns look fine when demolded, but they shrink 2-3% over the next 48 hours as residual pentane off-gases. By the time the pattern reaches coating, dimensional accuracy is gone. Worse, trapped pentane interferes with coating adhesion — the refractory slurry won't wet a surface that's still off-gassing hydrocarbon vapor. Install the aging silos, use them, and plan your production schedule around the aging time.
Ignoring steam quality — Wet steam (below 90% dryness) floods EPS beads with condensate during pre-expansion. The beads expand unevenly, cell structure is inconsistent, and moisture content is too high for molding. We've seen buyers struggle with pattern quality for months before checking steam dryness and discovering their boiler was producing 75% dry steam. Install a steam separator and trap upstream of the pre-expander, and check steam dryness monthly with a calorimeter.
Mismatching coating viscosity to pattern density — Standard refractory coating formulations are designed for 20-22 kg/m³ patterns. If you run 18 kg/m³ patterns, the coating is too thick and crushes the foam. If you run 26 kg/m³ patterns, the coating doesn't penetrate and adhesion fails. Work with your coating supplier to adjust slurry viscosity, solids content, and surfactant levels for your actual pattern density. Don't assume the standard formulation will work.
Undersizing the vacuum system — Vacuum pump capacity must match your pattern density and casting alloy. Higher density patterns generate more decomposition gas during pouring, and higher pouring temperatures accelerate gas generation. A vacuum system sized for 20 kg/m³ aluminum patterns will fail when you switch to 24 kg/m³ ductile iron patterns. Calculate required vacuum flow rate (CFM) based on your actual pattern mass and pouring temperature, then add 20% safety margin.
Skipping density verification — Pattern density should be checked daily using water displacement testing. Weigh a sample pattern in air, weigh it submerged in water, calculate volume from the buoyancy difference, divide mass by volume. This takes 5 minutes and catches pre-expansion drift before you produce a full shift of bad patterns. We've seen foundries run for weeks with pattern density 15% off target because they assumed the pre-expander settings were still correct.
Frequently Asked Questions
What causes EPS patterns to collapse during coating application?
Pattern collapse during coating happens when pattern density is too low for the coating weight, or when coating viscosity is too high. If you're running 18-20 kg/m³ patterns, limit coating thickness to 0.5-0.8mm and reduce slurry viscosity to 15-20 seconds (Ford cup #4). For patterns that must carry thicker coating (1.0-1.5mm), increase pattern density to 22-24 kg/m³. The other common cause is coating patterns before aging is complete — patterns still off-gassing pentane have weak cell structure and compress under coating weight.
How do I prevent carbon inclusions in aluminum castings when using lost foam patterns?
Carbon inclusions in aluminum come from incomplete EPS burn-out during pouring. Lower your pattern density to 18-20 kg/m³ to reduce polymer mass. Verify your vacuum system is pulling at least 0.03 MPa (9 inches Hg) during the pour — aluminum's lower pouring temperature (700-750°C) means slower pattern decomposition, so you need stronger vacuum to evacuate the gases. Check your coating permeability — if the refractory shell is too dense, decomposition gases can't escape and they get trapped in the metal. Switch to a more permeable coating formulation or reduce coating thickness to 0.6-0.8mm.
What's the difference between Type F and Type T EPS beads for lost foam casting?
Type F (fast-expansion) beads are standard pentane-blown polystyrene with 40-50x expansion ratio, designed for cast iron and ductile iron where pouring temperatures are 1350-1480°C. Type T (thermal-stable) beads have higher softening point and better dimensional stability, designed for aluminum casting (700-750°C pouring temperature) where patterns must survive rougher handling during coating and cluster assembly. Type T costs about 8% more than Type F. Use Type F unless you're casting aluminum or your patterns are breaking during handling — then switch to Type T.
Can I run multiple pattern densities on the same production line?
Yes, but you need to re-tune the pre-expander settings and run a new batch through aging before switching. Going from 22 kg/m³ to 24 kg/m³ requires increasing steam pressure by 0.03-0.05 MPa and reducing residence time by 30-60 seconds. After adjusting settings, run test batches and verify density by water displacement before resuming production. Most buyers who run multiple densities dedicate separate aging silos to each density range so they can switch production without waiting for a new batch to age. If you're planning to run wide density ranges (e.g., 18 kg/m³ and 26 kg/m³), tell your equipment supplier during the RFQ stage — you'll need larger steam capacity and more silo volume.
How often should I calibrate the pre-expander steam pressure gauge?
Calibrate every 3 months or whenever you switch EPS bead grades. Steam pressure is the primary control variable for pattern density — a gauge that's off by 0.02 MPa will shift your density by 1-2 kg/m³, which is enough to cause coating adhesion problems or vacuum casting defects. Use a deadweight tester or send the gauge to a calibration lab. Keep a backup gauge on hand so you can swap it in during calibration without stopping production. We've seen foundries run for 6-12 months with faulty gauges, wondering why their pattern quality drifted — the pre-expander settings were correct, but the gauge was lying about actual steam pressure.
What's the minimum aging time for EPS beads after pre-expansion?
12 hours minimum, 24 hours recommended. During aging, residual pentane off-gases from the expanded beads and moisture content stabilizes at 8-12% by weight. Patterns molded from beads aged less than 12 hours will shrink 2-3% over the next 48 hours as pentane continues to escape, throwing off dimensional accuracy. Coating adhesion also suffers because trapped pentane prevents the refractory slurry from wetting the foam surface. If you're running continuous production, install a 3-stage aging silo system so one silo is always feeding the molding machine while the other two are filling and aging. Don't try to shortcut aging time — the dimensional and coating problems will cost you more than the time you save.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...