Undersized vacuum pumps cause porosity. Oversized chambers waste floor space and capital. Degraded seals let air infiltrate during pouring, and you don't see the problem until the casting comes out of shakeout with carbon inclusions running through the cross-section.
Vacuum casting production line specifications aren't three separate decisions — they're an integrated system where pump capacity, chamber size, and seal integrity determine whether your lost foam line produces 92% yield or 68% yield. Most buyers evaluate these specs in isolation, then wonder why their vacuum levels fluctuate during high-volume shifts or why seal replacement becomes a monthly maintenance item instead of an annual one.
A vacuum casting production line specification starts with your production rate (molds per hour), casting weight range, and alloy type. From there, pump capacity must deliver the CFM needed to pull your target vacuum level across the entire chamber volume within your cycle time. Chamber size must accommodate your largest mold flask with clearance for vacuum distribution, and seal materials must survive the thermal cycling and mechanical stress of continuous operation. Get one wrong, and the other two can't compensate.
Pump Capacity Requirements for Lost Foam Vacuum Casting
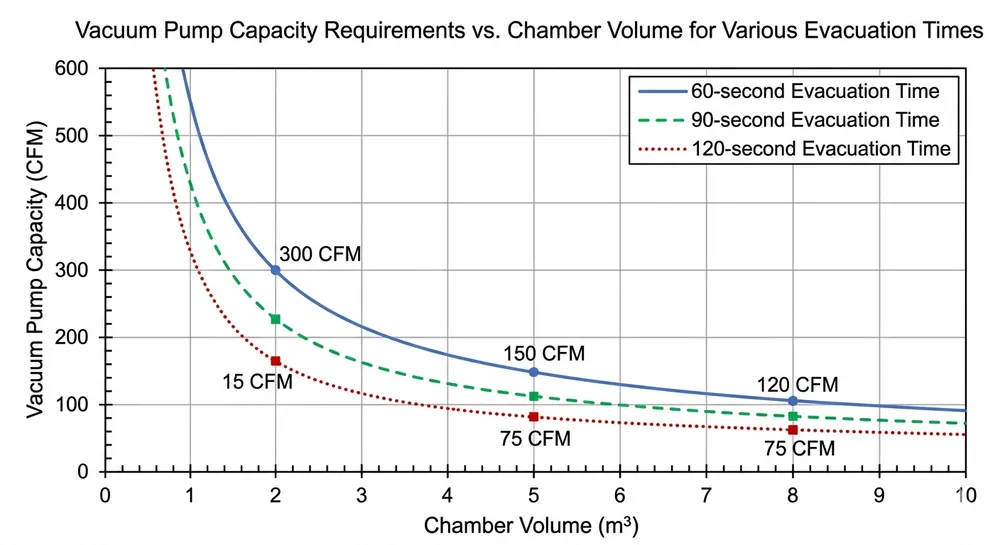
Pump capacity determines how fast you reach target vacuum and whether you can hold it during the pour. Lost foam casting typically requires 50-100 mbar absolute pressure (roughly 29.5-29.9 inHg vacuum) to prevent gas entrapment as the EPS pattern vaporizes. The pump must evacuate the chamber volume, plus the sand bed volume, plus compensate for continuous air infiltration through the sand permeability.
The sizing calculation starts with chamber volume. A 2m × 1.5m × 1.2m chamber holds 3.6 cubic meters of air. Add the sand bed (typically 40-60% of chamber volume by displacement), and you're evacuating roughly 5-6 cubic meters of gas mixture. To pull from atmospheric pressure (1013 mbar) down to 50 mbar in under 90 seconds, you need a pump rated for at least 200-250 CFM (340-425 m³/h) at the target vacuum level.
Most buyers make the mistake of checking pump CFM at atmospheric pressure. A rotary vane pump rated for 400 CFM at 1 bar might only deliver 180 CFM at 50 mbar. Always verify pump performance curves at your operating vacuum range — the manufacturer's datasheet should show CFM output across the full pressure spectrum from atmospheric down to ultimate vacuum.
We run dual-stage rotary vane pumps on our vacuum casting lines because single-stage pumps lose efficiency below 100 mbar. The first stage does the bulk evacuation from atmospheric to 200 mbar, then the second stage pulls down to 50 mbar and holds it during the pour. This configuration also gives you redundancy — if one stage develops a problem, you can still run the line at reduced capacity while you source replacement vanes.

Pump capacity also determines how well you handle air infiltration during the pour. Sand permeability allows continuous air ingress — typically 5-15 CFM depending on sand grain size and compaction. If your pump can't supply enough CFM to offset this infiltration while maintaining vacuum, pressure will creep up during the pour and you'll get porosity in the upper sections of the casting. This is why we spec pumps with 20-30% overcapacity beyond the theoretical minimum — it's insurance against sand permeability variation and seal wear over time.
For production lines running ductile iron or steel castings (where pouring takes 3-5 minutes per mold), continuous pumping capacity matters more than initial evacuation speed. Your pump runs under load for the entire pour cycle, and if it can't sustain CFM output at 50 mbar for 5 minutes straight without overheating, you'll see vacuum drift. We hydraulic-test every pump at 1.5x rated capacity before installation to catch thermal performance issues that don't show up in short-duration bench tests.
Chamber Size and Volume Specifications
Chamber size must fit your largest mold flask with enough clearance for vacuum distribution piping and sand compaction tooling. A common sizing error is measuring the flask dimensions and ordering a chamber that's only 100-150mm larger per side — this leaves no room for vacuum manifold placement or flask handling, and your operators end up fighting the geometry on every mold cycle.
Standard chamber sizing adds 300-400mm to flask length and width, plus 200-300mm to height. A 1200mm × 800mm × 600mm flask needs a chamber around 1600mm × 1200mm × 900mm internal dimensions. This gives you space to run vacuum distribution pipes along the chamber walls and allows the flask to sit on a perforated support plate with 100-150mm clearance underneath for even vacuum draw through the sand bed.
Chamber volume directly affects pump capacity requirements and evacuation time. Larger chambers need bigger pumps, but they also give you flexibility to run multiple smaller flasks simultaneously or handle occasional oversized castings without line reconfiguration. We've seen buyers order minimum-size chambers to save on capital cost, then realize six months later that they can't quote on larger castings without replacing the entire vacuum system.
| Chamber Internal Dimensions | Typical Flask Capacity | Recommended Pump Capacity | Evacuation Time to 50 mbar |
|---|---|---|---|
| 1200mm × 1000mm × 800mm | Single flask up to 800mm × 700mm | 150-200 CFM | 60-90 seconds |
| 1600mm × 1200mm × 900mm | Single flask up to 1200mm × 900mm | 200-280 CFM | 75-105 seconds |
| 2000mm × 1500mm × 1200mm | Single flask up to 1600mm × 1200mm or dual small flasks | 280-350 CFM | 90-120 seconds |
| 2500mm × 2000mm × 1500mm | Multiple flasks or castings up to 800kg | 400-500 CFM | 105-150 seconds |
Chamber wall thickness affects both structural integrity and thermal performance. We build chambers from 8-10mm steel plate with internal stiffening ribs every 600mm because vacuum load creates significant inward pressure — roughly 10 tons per square meter at full vacuum. Undersized chambers flex under load, which stresses the seal perimeter and causes premature seal failure. Robotic welding gives us consistent penetration depth across all seam welds, eliminating the porosity issues that show up in manual welds after 6-12 months of thermal cycling and vibration stress.
Chamber door design determines seal reliability and operator cycle time. Top-loading chambers with hydraulic lift doors are faster for high-volume production (under 3 seconds to open/close), but they need overhead clearance and cost 30-40% more than front-loading designs. Front-loading chambers work better in facilities with low ceilings, but door weight becomes an issue above 1.5m width — you need counterbalance springs or pneumatic assists to keep the door manageable for operators working 8-hour shifts.

Seal Integrity and Material Selection
Seal integrity determines whether you can hold vacuum during the pour. A chamber that pulls down to 50 mbar in 90 seconds but leaks back to 200 mbar during a 4-minute pour is useless — you'll get porosity, carbon inclusions, and misruns. Seal material must handle thermal cycling from ambient to 80-100°C (from radiant heat off the molten metal), resist compression set over thousands of cycles, and maintain elasticity in the presence of sand dust and occasional hydraulic oil contamination.
Silicone rubber seals (60-70 Shore A durometer) are standard for lost foam vacuum chambers because they handle the temperature range and maintain compression recovery better than nitrile or EPDM. We run 15mm × 20mm cross-section seals on chambers up to 2m width, and 20mm × 25mm seals on larger chambers where door weight creates higher compression loads. The seal sits in a machined groove with 25-30% compression when the door closes — less compression and you get leaks, more compression and the seal takes a permanent set within 3-6 months.
Sealing surface flatness is critical. The door flange and chamber rim must be flat within 0.3mm across the entire perimeter, or you'll have localized gaps where air infiltrates. We machine both surfaces on a CNC mill after welding because weld shrinkage distorts the flange geometry. Most seal failures we see in the field trace back to poor flange flatness — the seal material is fine, but it can't bridge a 0.8mm gap caused by weld distortion or impact damage from flask handling.
Seal replacement intervals depend on production intensity and maintenance practices. A well-designed seal running 8 hours per day with proper compression should last 12-18 months before compression set reduces sealing effectiveness. High-volume lines running 16-hour shifts might need replacement every 8-10 months. The warning sign is vacuum level drift — if your chamber used to pull 50 mbar in 90 seconds and now takes 120 seconds to reach 80 mbar, the seal is leaking or the pump is losing capacity.
We include a leak detection port on every chamber — a small valve fitting that lets you connect a helium leak detector or vacuum gauge to measure actual leak rate. Target leak rate is under 5 mbar·L/s for chambers up to 5 cubic meters. Above that rate, you're fighting continuous air infiltration and your pump runs harder than it should, which shortens pump oil life and increases maintenance cost.
Integrated System Specification: Matching Pump, Chamber, and Seals to Production Rate
Vacuum casting line specifications work as a system. You can't spec a 400 CFM pump with a 10 cubic meter chamber and expect 60-second evacuation times. You can't run a 2-meter chamber door with a 10mm seal and expect leak-free operation after 6 months. The specs must match your production rate, casting weight range, and alloy pour time.
Start with production rate. If you're running 15 molds per hour with an average 4-minute pour time per mold, your chamber must evacuate, load, pour, and unload within 4 minutes total cycle time. That means evacuation time can't exceed 90 seconds, which sets your minimum pump capacity based on chamber volume. Add 20% margin for seal wear and sand permeability variation, and you have your pump spec.
Chamber size follows from your largest casting. Measure the flask dimensions, add 300-400mm per side for vacuum distribution and handling clearance, and that's your chamber internal dimension. Calculate chamber volume, then cross-check against your pump capacity — if the volume requires a pump bigger than your budget allows, you need to either reduce chamber size or accept longer evacuation times and lower production rates.
Seal specification depends on chamber size and door design. Chambers up to 1.5m width can use 15mm × 20mm silicone seals with manual door latches. Larger chambers need 20mm × 25mm seals and hydraulic or pneumatic door clamps to achieve uniform compression across the perimeter. Budget for seal replacement every 12-18 months and include that in your operating cost model — seals are a consumable, not a one-time purchase.
For buyers evaluating supplier quotes, ask for the complete system specification: pump CFM at operating vacuum (not at atmospheric pressure), chamber volume and wall thickness, seal material and cross-section, and expected evacuation time with a full sand load. If the supplier only provides pump horsepower and chamber dimensions without performance data, you're buying blind. Request a factory acceptance test with vacuum level measurement during a simulated production cycle — that's the only way to verify the system meets spec before it ships.
Our lost foam casting production line systems integrate vacuum chamber sizing with pump selection and PLC-controlled evacuation sequencing, so you get consistent vacuum levels across every mold cycle. The 18-engineer team handles custom chamber sizing for facilities with ceiling height restrictions or floor loading limits, and we provide remote diagnostics via 4G so your maintenance team can monitor vacuum performance and pump health without on-site instrumentation.
Common Specification Errors and How to Avoid Them
The most expensive specification error is undersizing the pump to save capital cost. A pump that's 30% undersized might pull adequate vacuum on the first shift when seals are new and sand is fresh, but six months later when seals have compression set and sand permeability increases from fines accumulation, vacuum levels drop and porosity rates climb. The cost of scrap castings from inadequate vacuum will exceed the pump price difference within 3-4 months of production.
Oversizing the chamber is less catastrophic but still wasteful. A chamber that's 50% larger than your largest flask costs more to build, takes longer to evacuate, and occupies floor space you could use for other equipment. Size the chamber for your largest planned casting plus one size increment for future growth — that's usually 20-30% larger than current maximum flask dimensions. Going beyond that is speculative and ties up capital in unused capacity.
Ignoring seal material specifications leads to frequent replacement cycles and production downtime. Nitrile seals cost 40% less than silicone but degrade rapidly above 70°C and lose elasticity after 6 months in a casting environment. EPDM handles temperature better than nitrile but doesn't recover from compression as well as silicone. For lost foam vacuum casting where chamber temperature can hit 90°C from radiant heat during pouring, silicone is the only material that delivers 12+ month service life.
Failing to specify flange flatness tolerance is another common gap. The chamber and door sealing surfaces must be machined flat within 0.3mm, and the specification should state this explicitly. If the supplier welds the chamber and door without post-weld machining, you'll have flatness errors from weld shrinkage and the seal won't hold vacuum reliably. This isn't something you can fix in the field — the flanges need to be machined on a large-bed mill, which means shipping the chamber back to the factory or hiring a mobile machining service.
Not accounting for sand permeability in pump capacity calculations causes vacuum drift during production. Sand permeability allows 5-15 CFM of air infiltration depending on grain size and moisture content. Your pump must supply enough CFM to offset this infiltration while maintaining target vacuum level. If you size the pump based only on chamber evacuation time without the permeability margin, vacuum will drop during the pour and you'll get porosity in the casting.
Specification Checklist for Buyer Evaluation
When evaluating vacuum casting line quotes, verify these specifications are documented:
Pump specifications:
- CFM rating at 50 mbar and 100 mbar (not just at atmospheric pressure)
- Motor horsepower and electrical requirements (voltage, phase, frequency)
- Pump type (single-stage vs dual-stage rotary vane)
- Ultimate vacuum capability (should be 10 mbar or lower)
- Continuous duty rating and thermal protection
Chamber specifications:
- Internal dimensions (length × width × height in mm)
- Wall thickness and material grade (minimum 8mm steel plate)
- Door type (top-loading vs front-loading) and actuation method
- Sealing flange flatness tolerance (0.3mm maximum deviation)
- Vacuum distribution manifold design and port locations
Seal specifications:
- Material type (silicone, nitrile, EPDM) and Shore A durometer
- Cross-section dimensions (width × height in mm)
- Compression percentage when door is closed
- Expected service life under continuous operation
- Replacement procedure and spare seal availability
System performance:
- Evacuation time from atmospheric to 50 mbar with full sand load
- Maximum leak rate (mbar·L/s) with door closed and sealed
- Vacuum level stability during a 5-minute simulated pour cycle
- Recovery time after door opening and closing
Control and monitoring:
- Vacuum gauge type and accuracy (±5 mbar or better)
- PLC integration for automated evacuation sequencing
- Alarm thresholds for low vacuum or pump failure
- Remote monitoring capability (optional but valuable for multi-shift operations)
If a supplier's quote doesn't include these specifications, request them before placing an order. The difference between a vacuum casting line that runs at 92% yield and one that struggles to hit 75% yield usually comes down to these details — and you can't fix them after the equipment arrives.
For technical consultation on vacuum system sizing for your specific production requirements, contact our engineering team with your casting weight range, production rate target, and facility constraints. We'll provide chamber dimensions, pump capacity recommendations, and evacuation time projections based on your actual operating conditions.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...