Screen blinding costs you throughput. A vibrating screen rated for 15 tons per hour drops to 8-10 tons when mesh openings clog with clay fines and binder residue. Your reclamation line backs up, sand storage bins run low, and molding operations wait for material. I've commissioned over 60 clay sand processing lines, and blinding is the most common preventable bottleneck in sand preparation systems.
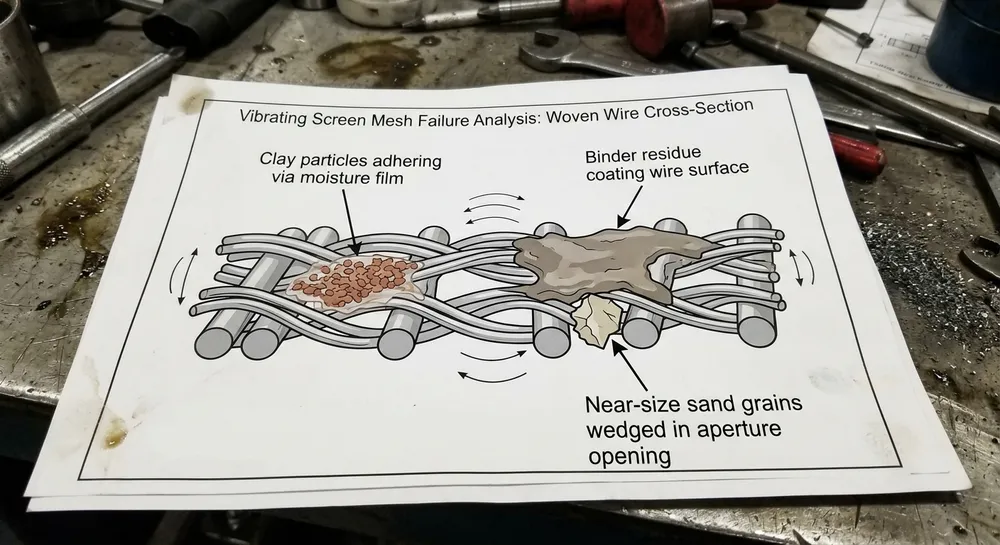
The problem isn't the screen itself — it's how clay sand behaves differently from aggregate or mining materials. Clay particles under 0.1mm stick to mesh wires when moisture content exceeds 3.5-4%. Bentonite binder residue forms a tacky film that traps near-size particles. Foundry sand reclamation introduces crushed lump material with irregular grain shapes that wedge into square apertures. Generic vibrating screen designs don't account for these conditions.
This article walks through the blinding mechanism specific to foundry clay sand, then covers the prevention strategies that actually work: mesh specification matched to your grain distribution, anti-blinding design features built into the screen deck, operating parameter adjustments, and a maintenance schedule that catches problems before throughput drops.
Why Clay Sand Blinds Vibrating Screens Faster Than Other Materials
Clay sand blinding happens when three conditions overlap: moisture content above 3.5%, clay fines below 0.1mm, and near-size particles that fit 80-95% of the mesh aperture. Each factor alone causes minor clogging. Together, they create a sticky matrix that progressively blocks mesh openings.
Moisture and clay interaction: Bentonite clay absorbs water and forms a gel-like coating on sand grains. When wet clay particles contact mesh wires, surface tension holds them in place. Vibration energy isn't enough to dislodge them once the moisture film bonds to the wire. We've measured this in our sand reclamation testing lab — at 2.5% moisture, clay particles bounce off the mesh. At 4% moisture, they stick on first contact.
Binder residue accumulation: Used clay sand from shakeout contains partially burned bentonite and coal dust. This residue is tacky even after mechanical reclamation. It acts as an adhesive layer on mesh wires, trapping subsequent particles. The problem compounds over each screening cycle — the first hour of operation shows 90% throughput, but by hour four, you're down to 60% as residue builds up.
Near-size particle wedging: Clay sand grain distribution typically runs 40-70 mesh (0.25-0.42mm) with a tail of fines down to 100 mesh (0.15mm). If your screen aperture is 0.30mm, particles in the 0.25-0.28mm range wedge into openings without passing through. They don't bounce off like oversize material, and they don't fall through like undersize — they lodge in the aperture and stay there. This is why aperture selection matters more for clay sand than for crushed aggregate.

How to Diagnose Blinding Before Throughput Drops
Blinding doesn't announce itself with an alarm. It shows up as gradual throughput loss that operators attribute to "normal variation." By the time you notice the problem, you've already lost 20-30% capacity. These four checkpoints catch blinding early:
1. Discharge pattern inspection: Walk to the screen discharge end and watch the material flow. Uniform discharge across the full screen width means the mesh is open. If material concentrates in the center third of the screen width, the outer zones are blinding. If discharge pulses instead of flowing steadily, multiple sections are clogged.
2. Undersize fraction measurement: Weigh the undersize material (what passes through the screen) over a 10-minute interval. Compare it to your baseline throughput from commissioning or the first week of operation. A 15% drop in undersize output means blinding has started, even if the feed rate hasn't changed.
3. Motor current monitoring: Vibrating screen motors draw consistent current under normal load. When the mesh blinds, material accumulates on the deck, increasing the vibrating mass. Motor current rises 10-15% above baseline. If your screen motor normally pulls 18 amps and you're seeing 20-21 amps, check the mesh.
4. Visual mesh inspection during shutdown: Stop the screen and inspect the mesh surface. Blinding shows as dark patches where clay residue has built up, or as a "glazed" appearance where moisture has formed a film. Run your hand across the mesh — if you feel a tacky coating, binder residue is accumulating. If particles are wedged in apertures, you'll see them as raised bumps on the mesh surface.
We recommend checking these four points at the start of each shift for the first two weeks after commissioning a new Clay Sand Reclamation Line. Once you establish baseline behavior, weekly checks are sufficient unless you change sand suppliers or adjust moisture control settings.
Mesh Selection: Matching Aperture and Wire Diameter to Clay Sand Grain Distribution
Most blinding problems start with the wrong mesh specification. Buyers often select aperture size based only on the target separation point, ignoring wire diameter and open area percentage. For clay sand screening, you need to optimize all three parameters together.
Aperture sizing rule: Your screen aperture should be 1.3-1.5x the median grain size of the material you want to pass through. If your clay sand grain distribution centers around 0.30mm (50 mesh), specify a 0.40-0.45mm aperture. This oversizing reduces near-size particle wedging. The trade-off is that some slightly oversize particles will pass through, but that's acceptable — blinding costs you more throughput than a small amount of oversize contamination.
Wire diameter selection: Thinner wire increases open area percentage, which improves throughput and reduces blinding tendency. But wire that's too thin loses tension and sags under load. For clay sand applications, we use 0.7-0.9mm wire diameter for apertures in the 0.35-0.50mm range. This gives 35-40% open area, which is the sweet spot for balancing throughput and structural integrity.
Mesh material: Stainless steel (304 or 316) resists corrosion from moisture and prevents rust particles from contaminating your sand. High-carbon steel wire is cheaper but rusts within 6-12 months in humid foundry environments. The rust forms a rough surface that accelerates clay adhesion. We've seen high-carbon mesh blind 40% faster than stainless in the same application.
Woven vs. welded construction: Woven wire mesh flexes under vibration, which helps dislodge stuck particles. Welded mesh is stiffer and more durable but doesn't self-clean as effectively. For clay sand with moisture content above 3%, woven mesh performs better. For dry sand reclamation (below 2% moisture), welded mesh lasts longer.
Here's a practical selection table based on typical clay sand grain distributions:
| Median Grain Size | Recommended Aperture | Wire Diameter | Open Area | Mesh Material |
|---|---|---|---|---|
| 0.25mm (60 mesh) | 0.35-0.40mm | 0.7mm | 38-42% | 304 SS woven |
| 0.30mm (50 mesh) | 0.40-0.45mm | 0.8mm | 36-40% | 304 SS woven |
| 0.35mm (45 mesh) | 0.50-0.55mm | 0.9mm | 35-38% | 304 SS woven |
| 0.40mm (40 mesh) | 0.55-0.60mm | 1.0mm | 34-37% | 316 SS woven |
Send us your sand grain distribution curve (sieve analysis results) and target throughput — we'll calculate the exact aperture and wire diameter that minimizes blinding for your specific material.

Anti-Blinding Design Features That Work in Clay Sand Applications
Mesh selection controls what can blind the screen. Anti-blinding design features control how quickly blinding happens and how easily you can reverse it. These four features make the biggest difference in clay sand applications:
Ball tray decks: A ball tray sits below the mesh and holds rubber or silicone balls (typically 25-40mm diameter) that bounce against the underside of the screen as it vibrates. The impact dislodges stuck particles and breaks up clay accumulation. Ball trays work well for moisture content up to 4.5% and reduce blinding by 60-70% compared to bare mesh. The downside is noise — ball trays add 5-8 dB to screen operation. We install them on every Clay Sand Vibrating Screen we ship to humid climates.
Self-cleaning tensioned screens: Instead of a rigid mesh panel, these systems use a flexible mesh sheet tensioned across the screen frame. The mesh vibrates independently from the frame, creating a "ripple" effect that prevents particles from settling into apertures. Tensioned screens handle higher moisture content (up to 5%) but require more frequent tension adjustment — check and re-tension every 200 operating hours.
Ultrasonic anti-blinding systems: Ultrasonic transducers mounted to the screen frame generate high-frequency vibrations (20-40 kHz) that prevent clay particles from bonding to mesh wires. These systems work well for fine mesh (below 0.30mm aperture) where mechanical cleaning methods are less effective. The trade-off is cost — ultrasonic systems add $3,000-5,000 to screen price. We recommend them only for high-value applications where throughput loss is more expensive than the equipment investment.
Heated screen panels: For extremely wet clay sand (above 5% moisture), heated panels reduce surface moisture and prevent clay adhesion. Heating elements embedded in the screen frame maintain mesh temperature at 40-50°C, which evaporates the moisture film before particles stick. This approach uses 2-3 kW of power per square meter of screen area, so operating cost is significant. We've installed heated panels for foundries in tropical climates where ambient humidity keeps sand moisture above 4% year-round.
Most buyers don't need all four features. Ball trays handle 80% of clay sand blinding problems. Add tensioned screens if your moisture content exceeds 4%. Reserve ultrasonic and heated systems for extreme conditions or when throughput loss costs more than $200 per hour.
Operating Parameter Adjustments to Reduce Blinding Tendency
Even with the right mesh and anti-blinding features, operating parameters determine how well your screen performs. These five adjustments reduce blinding without requiring equipment changes:
Feed rate control: Overloading the screen increases material depth on the deck, which traps moisture and prevents effective vibration cleaning. Keep material depth below 30-40mm on the screen surface. If your screen is 1.2 meters wide and 3 meters long, limit feed rate to 12-15 tons per hour for clay sand with 3-4% moisture. Higher feed rates work for drier material, but wet clay sand needs more residence time on the deck to allow moisture to drain.
Screen angle adjustment: Most vibrating screens ship with a 15-20° deck angle. For clay sand, reduce the angle to 12-15°. Shallower angles increase residence time, giving particles more opportunity to pass through the mesh before reaching the discharge end. The trade-off is slightly lower throughput (5-8% reduction), but you gain 15-20% improvement in blinding resistance.
Vibration amplitude tuning: Amplitude controls how far the screen deck moves during each vibration cycle. Higher amplitude (6-8mm) throws material higher off the deck, which helps dislodge stuck particles. Lower amplitude (3-5mm) is gentler and reduces mesh wear. For clay sand with blinding tendency, run at the higher end of your screen's amplitude range. Check your equipment manual for the adjustment procedure — most screens use eccentric weights that you can reposition to change amplitude.
Vibration frequency optimization: Frequency (measured in Hz or RPM) determines how many times per second the screen vibrates. Clay sand screens typically run at 900-1200 RPM (15-20 Hz). If you're experiencing blinding, increase frequency by 50-100 RPM. Higher frequency improves particle stratification and reduces the time clay particles spend in contact with mesh wires. Don't exceed the manufacturer's maximum frequency rating — excessive vibration causes premature bearing failure.
Moisture control upstream: The most effective blinding prevention happens before material reaches the screen. If your clay sand enters the screen at 5% moisture, no amount of parameter adjustment will prevent blinding. Install moisture monitoring at the Clay Sand Jaw Crusher discharge and adjust your reclamation process to deliver sand at 2.5-3.5% moisture. This single change eliminates 70-80% of blinding problems.
We set these parameters during commissioning based on your specific sand properties and production rate. The settings aren't universal — what works for one foundry's clay sand may cause problems for another. Document your baseline parameters and adjust incrementally (one parameter at a time) so you can identify what actually improves performance.
Maintenance Schedule: Catching Blinding Before It Costs You Throughput
Blinding prevention is 60% maintenance discipline and 40% equipment design. Even the best anti-blinding screen will blind if you don't maintain it. This schedule keeps screens running at 90%+ of rated throughput:
Daily checks (5 minutes at shift start):
- Visual inspection of discharge pattern — confirm uniform flow across screen width
- Motor current reading — compare to baseline and investigate if current rises above 110% of normal
- Listen for abnormal noise — rattling or grinding indicates loose mesh or worn bearings
Weekly maintenance (30 minutes):
- Mesh surface cleaning — use compressed air (6-8 bar) to blow out accumulated clay from the underside of the mesh
- Tension check on tensioned screens — measure mesh deflection at center point and re-tension if deflection exceeds 10mm under hand pressure
- Ball tray inspection — confirm all balls are present and not damaged (replace cracked or flattened balls immediately)
- Bearing lubrication check — verify grease level in vibration motor bearings
Monthly deep inspection (2 hours, requires shutdown):
- Remove mesh panels and inspect for wear, tears, or permanent deformation
- Check mesh tensioning hardware for looseness or corrosion
- Inspect screen frame for cracks, especially at weld joints near vibration motor mounts
- Measure vibration amplitude with a dial indicator — confirm it matches your target setting
- Clean ball tray thoroughly and inspect rubber balls for wear (replace if diameter has reduced by more than 10%)
Quarterly replacement planning:
- Measure mesh wire diameter at 5-10 points across the screen surface — if wire has worn below 80% of original diameter, schedule mesh replacement
- Inspect vibration motor bearings for play or noise — replace if you detect any looseness
- Review throughput logs and compare current performance to commissioning baseline — if throughput has dropped more than 15%, schedule a full screen overhaul
Mesh replacement frequency depends on your sand abrasiveness and operating hours. For typical clay sand with 3-4% moisture, expect 2,000-3,000 hours of service life from stainless steel woven mesh. High-silica sand or sand with metallic contamination wears mesh faster — plan for 1,200-1,500 hours in those applications.
We ship spare mesh panels with every screen order because lead time for custom mesh fabrication is 4-6 weeks. Keep at least one spare panel in stock so you can swap it during scheduled maintenance without waiting for delivery.
Common Mistakes That Accelerate Blinding
I've troubleshot blinding problems at dozens of foundries, and the same mistakes show up repeatedly. Avoid these and you'll prevent 80% of premature blinding issues:
Mistake 1: Running the screen continuously without cleaning cycles. Clay residue accumulates gradually. If you run the screen for 8-10 hours straight, residue builds to the point where even ball trays can't dislodge it. Schedule 5-minute cleaning breaks every 2-3 hours — stop the feed, let the screen run empty, and use compressed air to blow off accumulated material. This simple practice extends time between deep cleanings by 40-50%.
Mistake 2: Using the wrong mesh material to save cost. High-carbon steel mesh costs 30-40% less than stainless steel, but it rusts within months in foundry environments. The rust creates a rough surface that traps clay particles. We've measured this — rusted mesh blinds at 1.6x the rate of stainless steel mesh in the same application. The cost savings disappear when you replace mesh twice as often.
Mistake 3: Ignoring moisture control upstream. Buyers often treat the vibrating screen as a standalone piece of equipment and don't consider how upstream processes affect screen performance. If your sand cooler isn't working properly and sand enters the screen at 6% moisture, no screen design will prevent blinding. Fix the moisture problem at the source — don't expect the screen to compensate for poor process control.
Mistake 4: Overloading the screen to increase throughput. When production pressure increases, operators raise feed rates beyond screen capacity. Material depth on the deck increases, residence time decreases, and blinding accelerates. If you need more throughput, add a second screen in parallel or upgrade to a larger screen. Overloading a screen doesn't increase output — it just causes blinding and reduces actual throughput below rated capacity.
Mistake 5: Delaying mesh replacement to extend service life. Worn mesh with thin wire diameter has reduced open area and loses tension. It blinds faster than new mesh even if it hasn't torn yet. Replace mesh when wire diameter drops to 80% of original specification, not when it tears. The throughput loss from worn mesh costs more than the replacement mesh.
Mistake 6: Installing the screen in a location with poor access for maintenance. I've seen screens installed in tight spaces where operators can't reach the mesh panels for cleaning or inspection. Maintenance gets skipped because it's too difficult, and blinding problems compound. Plan for 1 meter of clearance on all sides of the screen for access. If floor space is limited, install the screen on a raised platform with access from below.
How to Spec a Vibrating Screen That Resists Blinding
When you're evaluating vibrating screen suppliers or preparing an RFQ, these specifications determine whether the screen will handle clay sand without chronic blinding:
Screen dimensions and capacity: Specify your target throughput in tons per hour and your clay sand grain distribution. Ask the supplier to calculate the required screen area based on 30-40mm material depth. Undersized screens blind faster because operators overload them to meet production targets.
Mesh specification: Request stainless steel woven mesh (304 or 316 grade) with aperture sized at 1.3-1.5x your median grain size. Specify wire diameter and minimum open area percentage (35% minimum for clay sand). Ask for mesh tensioning hardware that allows field adjustment without removing the entire panel.
Anti-blinding features: For clay sand with 3-4% moisture, specify ball tray decks as standard. For moisture above 4%, add self-cleaning tensioned screens. Request ultrasonic systems only if you're screening fine material (below 0.30mm aperture) or if throughput loss costs more than $200 per hour.
Vibration system: Specify adjustable amplitude (3-8mm range) and frequency (900-1200 RPM range). Ask for vibration motors with IP65 or higher protection rating for foundry dust environments. Request motor current monitoring as standard — this is the easiest way to detect blinding before throughput drops.
Frame construction and access: Specify welded steel frame with reinforcement at vibration motor mounts. Request hinged or quick-release mesh panels for tool-free removal during maintenance. Specify 1 meter minimum clearance on all sides for access.
Spare parts and documentation: Request two spare mesh panels, one complete set of ball tray balls, and bearing grease specifications with your initial order. Ask for English-language operation and maintenance manuals with troubleshooting guides specific to clay sand applications.
Factory testing and commissioning data: Request factory test data showing actual throughput with material similar to your clay sand. Ask for commissioning support — either on-site or remote video assistance — to verify proper installation and parameter settings.
TZFoundry's Clay Sand Processing Line systems include vibrating screens configured specifically for foundry applications. We size the screen based on your grain distribution and moisture content, install anti-blinding features matched to your conditions, and provide commissioning data from factory testing with your specific sand properties. Request a quote with your sand sieve analysis and target throughput — we'll recommend the exact screen configuration that prevents blinding in your application.

Baocun Zhu is the Senior Clay Sand Process Engineer at TZFoundry in Qingdao. With over 14 years commissioning clay sand molding, reclamation, and preparation lines for export foundries, he turns floor-space constraints and throughput targets into working production systems. His...