Scaling a casting line from 50 molds per shift to 500 sounds straightforward until you hit the first bottleneck. The sand reclamation system that worked fine during prototype runs can't keep up. Cooling zones that gave you acceptable cycle times at low volume now create a 40-minute queue. Your defect rate, which sat at 3% during validation, climbs to 12% because the coating system wasn't designed for continuous operation.
We've commissioned lines in 14 countries, and the pattern repeats: buyers validate their process parameters on a small manual line, then try to multiply throughput by adding more molding stations without addressing the upstream and downstream constraints. The result is wasted capital, extended commissioning time, and castings that don't match the quality you achieved during prototype runs.
This guide walks through the technical and commercial decisions that determine whether your scale-up succeeds or stalls. We'll cover capacity calculation methodology, equipment upgrade paths, facility layout constraints, and the modular line architecture that lets you expand in phases without shutting down production.
Why Prototype-Validated Parameters Break Down at Higher Throughput
Your prototype line ran at 8 molds per hour with acceptable dimensional tolerance and minimal porosity. You validated foam density, coating thickness, vacuum pressure, and pouring temperature. The castings passed inspection. Then you scale to 80 molds per hour, and suddenly you're seeing carbon inclusions, misruns, and dimensional drift.
The process didn't change — the process dynamics changed. At low throughput, you have time buffers between every operation. Coating has 20 minutes to dry before the next pattern arrives. Sand temperature stays stable because you're only pouring 2 tons per hour. Operators can visually inspect every mold before it enters the pouring line.
At 10x throughput, those buffers disappear. Coating must dry in 4 minutes or the line backs up. Sand reclamation can't cool fast enough, so mold temperature creeps up and affects dimensional accuracy. Visual inspection becomes statistical sampling, and defects slip through.
The failure modes we see most often:
Coating system undersized for continuous operation — Your prototype line used a manual dip-and-drain coating station. At 80 molds/hour, you need automated spray coating with forced-air drying and real-time thickness measurement. The capital cost jumps from $15,000 to $120,000, but without it, coating inconsistency becomes your primary defect source.
Sand reclamation bottleneck — Prototype runs consume virgin sand because reclamation throughput doesn't matter. At full production, if your reclamation system can only process 3 tons/hour but your line consumes 5 tons/hour, you're buying makeup sand continuously and your per-part material cost stays high. We've seen buyers spend $200,000 on molding automation while running a $30,000 reclamation system that can't support the line.
Cooling zone length insufficient — Lost foam castings need controlled cooling to prevent thermal shock cracking. At low volume, castings can sit on the shakeout conveyor for 15 minutes. At high volume, if your cooling conveyor is only 6 meters long and runs at 2 meters/minute, castings get 3 minutes of cooling time. You'll see cracks in thin-wall sections and residual stress that shows up during machining at your customer's facility.
Control system can't coordinate multi-station operation — Manual lines rely on operator judgment to sequence operations. Automated lines need PLC control with sensor feedback from every station. If molding, coating, drying, and pouring aren't synchronized, you get queue buildup at one station and idle time at another. Throughput becomes limited by the slowest uncoordinated step, not by equipment capacity.
The lesson: prototype validation proves your metallurgical parameters work. It doesn't prove your production system can sustain those parameters at volume.
Audit Your Current Line: Identify Bottlenecks Before You Buy Equipment
Before specifying new equipment, map your current process and measure actual cycle times at each stage. Most buyers skip this step and buy based on target output rate, then discover the bottleneck was three stations upstream from where they added capacity.
Run your existing line at the highest sustainable rate for one full shift. Record:
Molding station cycle time — Time from sand fill to mold ejection. Include setup time if you're running multiple part configurations. If you're averaging 6 minutes per mold but the equipment spec says 3 minutes, find out why. Common causes: manual sand loading, inconsistent compaction pressure, operator waiting for upstream coating to finish.
Pattern handling and coating throughput — Time from pattern arrival to coated pattern ready for molding. Include drying time. If coating is manual, measure how many patterns one operator can process per hour under sustained operation, not peak burst rate. We've seen buyers spec molding capacity for 100 molds/hour while their coating station maxes out at 40 patterns/hour.
Pouring line capacity — Molds per hour your pouring system can handle, including ladle return time and temperature management. If you're pouring ductile iron, your ladle needs reheating every 15-20 minutes depending on ambient temperature. That downtime counts against your effective throughput.
Shakeout and cooling — Time from pour to casting removal, plus cooling time before castings can be handled safely. Measure conveyor length and speed. If castings are stacking up at shakeout because cooling takes longer than your cycle time allows, you need a longer cooling zone or slower line speed.
Sand reclamation and return — Tons per hour your reclamation system can process, and the time lag between shakeout and reclaimed sand returning to the molding station. If reclamation can't keep pace with consumption, you're either buying makeup sand continuously or you're running the molding line slower than its rated capacity.
The bottleneck is whichever stage has the longest cycle time or lowest throughput capacity. Adding molding capacity when coating is your bottleneck just creates expensive idle equipment.

Step-by-Step Capacity Calculation: Match Target Output to Equipment Specs
Once you know your bottleneck, calculate the equipment capacity needed to hit your target output rate. Work backwards from your production goal.
Define your target in tons per shift, not molds per hour — Mold count is meaningless without part weight. A line running 100 molds/hour of 2 kg castings produces 200 kg/hour. The same line running 20 kg castings produces 2,000 kg/hour. Your equipment sizing, sand consumption, and pouring capacity all depend on metal tonnage, not mold count.
Start with your target: "We need 8 tons of ductile iron castings per 8-hour shift." That's 1 ton/hour average output.
Calculate required molding throughput — Divide target tonnage by average casting weight. If your typical part weighs 5 kg and you need 1 ton/hour output, you need 200 castings/hour, which means 200 molds/hour if you're running one casting per mold. Add 15-20% buffer for scrap rate and line downtime. Target becomes 230-240 molds/hour.
Size your sand system — Lost foam and sand casting lines consume 8-12 kg of sand per kg of casting, depending on mold size and sand-to-metal ratio. For 1 ton/hour of castings, you're circulating 8-12 tons/hour of sand. Your reclamation system must process that volume continuously. If reclamation throughput is lower, you'll need a larger sand inventory buffer or you'll be buying makeup sand.
Calculate pouring capacity — 1 ton/hour of castings means 1 ton/hour of molten metal. If you're using 100 kg ladles and each pour cycle (fill ladle, pour molds, return) takes 6 minutes, you can complete 10 cycles per hour, which gives you 1 ton/hour capacity. That's your theoretical max — in practice, ladle reheating and temperature management reduce effective capacity to 0.7-0.8 tons/hour. You need a second ladle or a larger furnace with faster melt rate.
Determine cooling and shakeout requirements — If castings need 10 minutes of cooling time before shakeout, and you're producing 240 molds/hour (4 molds/minute), you need a cooling conveyor that can hold 40 molds simultaneously. At 1 meter spacing, that's a 40-meter conveyor. Most facilities don't have that floor space, so you either slow the line, reduce cooling time (and accept higher defect risk), or design a multi-level cooling system.
Factor in changeover time — If you're running multiple part numbers, calculate how much production time you lose to mold changes, pattern swaps, and process parameter adjustments. A line that can theoretically run 240 molds/hour but spends 45 minutes per shift on changeovers delivers 210 molds/hour effective output.
This math tells you whether your target is achievable with one line or whether you need parallel lines running lower individual throughput. We've seen buyers try to force 500 molds/hour through a single line when two 250-mold/hour lines would have been more reliable and easier to commission.
Equipment Upgrade Path: Manual Stations → Semi-Automated Modules → Fully PLC-Controlled Lines
Scaling doesn't mean replacing your entire line at once. The capital-efficient path is phased automation, where you upgrade the bottleneck station first, validate the improvement, then move to the next constraint.
Stage 1: Manual line with process control upgrades — Your existing manual line can often reach 2-3x throughput just by adding process monitoring and reducing variability. Install digital coating thickness gauges so operators can see real-time measurements instead of guessing. Add temperature sensors to your sand system so you catch thermal drift before it affects mold quality. Upgrade to PLC-controlled vacuum pressure with automatic leak detection. These upgrades cost $20,000-$40,000 total and often deliver 30-50% throughput improvement because you're eliminating the variability that forced you to run slow for safety margin.
Stage 2: Automate the bottleneck station — If coating is your constraint, replace manual dip coating with an automated spray booth and forced-air drying tunnel. If molding is the bottleneck, upgrade to a hydraulic molding press with automatic sand fill and compaction control. If sand reclamation can't keep up, add a secondary crusher and screening system. This stage typically costs $80,000-$150,000 depending on which station you're upgrading. You're still running a hybrid line — some manual, some automated — but you've removed the primary capacity constraint.
Stage 3: Full line integration with PLC control — Once individual stations are automated, the next bottleneck becomes coordination between stations. You need a master PLC that sequences operations, manages material flow, and prevents queue buildup. This includes conveyor systems between stations, automatic mold transfer, and sensor feedback at every handoff point. Full integration costs $200,000-$400,000 depending on line length and complexity, but it's the step that takes you from 80 molds/hour with frequent stops to 200 molds/hour sustained operation.
The mistake we see: buyers jump straight to Stage 3 without validating their process at Stage 1 and 2. They spend $500,000 on a fully automated line, then discover their coating parameters don't scale, or their sand chemistry isn't stable enough for continuous operation. Now they're troubleshooting process problems on an expensive automated system instead of fixing them on a simpler manual line where adjustments are easier.
Our recommendation: if you're currently running a manual line below 50 molds/hour, start with Stage 1 process control upgrades. Prove you can hit 80-100 molds/hour with consistent quality. Then automate the bottleneck (Stage 2). Only move to full integration (Stage 3) once you've validated that your process parameters are stable at higher throughput.

Facility Layout Planning: Floor Space, Ceiling Height, and Utility Loads That Block Scaling
Equipment specs tell you throughput capacity. Facility constraints tell you whether you can actually install and operate that equipment. We've quoted lines that looked perfect on paper, then discovered the buyer's facility couldn't support them.
Floor loading capacity — A complete Metal Casting Production Line with sand storage, molding equipment, and pouring stations can put 800-1,200 kg/m² on your floor when fully loaded with sand inventory. Most industrial facilities are rated for 500-750 kg/m². If your floor can't handle the load, you need structural reinforcement before equipment installation, which adds 4-6 weeks and $30,000-$80,000 to your project timeline. Check your facility's structural drawings before you finalize equipment specs.
Ceiling height for overhead conveyors — Automated lines use overhead conveyors to move molds from coating to molding to pouring. Standard conveyor systems need 4.5-5 meters of clear height. If your facility has 4-meter ceilings, you're either running floor-level conveyors (which consume more floor space and create forklift traffic conflicts) or you're modifying the line design for low-clearance operation (which costs 15-20% more). We've designed vertical flaskless molding lines for 6-meter ceiling heights when the standard configuration assumes 8 meters, but it requires custom engineering.
Electrical capacity for induction furnaces and hydraulic systems — A 2-ton induction melting furnace draws 150-200 kW. Hydraulic molding presses add another 30-50 kW. Coating drying systems, conveyors, and control systems add 40-60 kW. Total electrical load for a 200-mold/hour line runs 250-350 kW. If your facility's transformer capacity is 200 kW and you're already using 150 kW for existing operations, you need a utility upgrade before commissioning. Lead time for transformer upgrades can be 8-12 weeks depending on your location.
Compressed air for pneumatic controls — PLC-controlled lines use pneumatic actuators for valves, clamps, and ejection systems. You need 6-8 bar pressure with 2-3 m³/min flow capacity for a standard automated line. If your existing compressor is sized for hand tools and spray guns, it won't support automated equipment. Budget $15,000-$25,000 for a dedicated compressor and air treatment system (dryer, filter, pressure regulation).
Material flow and forklift access — Sand delivery, pattern storage, and finished casting removal all require forklift access. If your line layout blocks the main aisle, you'll create traffic bottlenecks that slow production. We design lines with sand silos positioned near exterior walls for direct truck delivery, and finished casting staging areas adjacent to shipping docks. The goal is to minimize forklift travel distance and eliminate cross-traffic between material delivery and production flow.
Ventilation for fume extraction — Pouring operations generate fumes from molten metal and burning foam (in lost foam casting). You need local exhaust ventilation at pouring stations with 2,000-3,000 m³/hour extraction capacity per station. If your facility doesn't have adequate ventilation, you're either installing a dedicated fume extraction system ($40,000-$70,000) or you're violating occupational health regulations.
The facility audit should happen before you finalize equipment specs, not after. Send your manufacturer a facility layout drawing with floor loading ratings, ceiling heights, utility capacities, and door dimensions. We'll design the line to fit your constraints, or we'll tell you which facility upgrades are required before installation.
Modular Line Architecture: How Container-Optimized Design Supports Phased Capital Investment
The traditional approach to scaling is buying a complete production line sized for your target capacity. The problem: if your target is 500 molds/hour but you're currently selling 200 molds/hour worth of castings, you're paying for 300 molds/hour of idle capacity while you grow into the equipment.
Modular line design solves this by breaking the production system into container-sized modules that you can install in phases as demand grows. Each module is a functional production unit that integrates with your existing equipment, so you're adding capacity incrementally instead of making a single large capital commitment.
How modular architecture works — Instead of one integrated 500-mold/hour line, you install two 250-mold/hour modules, or five 100-mold/hour modules. Each module includes molding, coating, and control systems sized for its rated capacity. Modules share common infrastructure (sand reclamation, melting furnace, utilities) but operate independently for production scheduling.
We design modules to fit 40HQ container dimensions (12.03m length × 2.35m width × 2.69m height). A complete 100-mold/hour Lost Foam Casting Production Line module ships in 2-3 containers. You can install and commission one module in 3-4 weeks, validate production quality, then add the next module when order volume justifies the investment.
Capital efficiency of phased expansion — Compare two scenarios:
Scenario A: Single 500-mold/hour line — Capital cost: $800,000. Installation time: 8-10 weeks. You're paying for full capacity from day one, but you're only running at 40% utilization for the first 18 months while you ramp up sales. Your equipment ROI is delayed because most of the line sits idle.
Scenario B: Modular 5×100-mold/hour configuration — Module 1 cost: $180,000. Install and commission in 4 weeks. Run at 80-90% utilization immediately because capacity matches current demand. Add Module 2 ($180,000) six months later when orders increase. Add Modules 3-5 over the next 18 months as you grow. Total capital cost is similar ($900,000 vs $800,000 due to modular premium), but you're spreading the investment over 24 months and each module generates ROI before you buy the next one.
Operational advantages — Modular lines give you production flexibility that integrated lines don't. If one module goes down for maintenance, you're still running at 80% capacity. If you're producing multiple part families with different cycle times, you can dedicate modules to specific products instead of running changeovers on a shared line. If you're serving customers in different regions with different quality standards, you can run export-grade production on one module and domestic-grade on another without cross-contamination risk.
Integration with existing equipment — Most buyers aren't starting from zero — you have existing molding equipment, a melting furnace, maybe a manual coating station. Modular design lets you integrate new automated capacity with your current setup. We'll design the new module to pull from your existing sand reclamation system and feed into your existing pouring line, so you're only replacing the bottleneck station instead of scrapping functional equipment.
The modular approach works best when you're scaling from 100-200 molds/hour to 400-600 molds/hour over 18-36 months. If you need to go from 50 to 500 molds/hour in 3 months, a single integrated line is faster to commission. But if you're growing incrementally and want to minimize capital risk, modular architecture matches your investment pace to your revenue growth.
Quality Control at Scale: Maintaining Dimensional Tolerance and Defect Rates as Volume Increases
The quality standard you achieved during prototype runs becomes harder to maintain at 5x or 10x throughput. Not because the process changes, but because the statistical probability of variation increases with volume, and the time available for inspection decreases.
Dimensional tolerance control — Your prototype castings held ±0.5mm on critical dimensions. At low volume, you could measure every part. At 200 castings/hour, you're measuring 1,600 parts per shift. Full inspection isn't practical, so you move to statistical sampling — measure 1 in 20 parts, or 1 in 50, depending on your quality requirements.
The risk: if your process drifts out of tolerance, you might produce 100-200 defective castings before the next sample catches the problem. The solution is real-time process monitoring instead of post-production inspection. Install position sensors on molding presses to verify compaction depth. Use laser measurement on mold dimensions before pouring. Monitor sand temperature and moisture content continuously. These sensors cost $15,000-$30,000 to add to an automated line, but they catch process drift before it produces scrap.
Defect rate management — Prototype runs often show 2-3% defect rates (porosity, inclusions, misruns). At full production, if you're running 2,000 castings per shift, a 3% defect rate means 60 scrap castings per shift. At $8-$15 per casting in material and labor cost, that's $480-$900 per shift in scrap cost, or $125,000-$235,000 annually.
The defects you see at high volume often weren't visible during prototype runs because they're caused by process instability that only appears under sustained operation. Common examples:
Coating thickness variation — Manual coating during prototypes gave you 1.5-2.0mm thickness with ±0.3mm variation. Automated spray coating at high speed can drift to 1.2-2.5mm range if nozzle pressure isn't controlled. Thin spots cause metal penetration into the foam, thick spots cause gas entrapment. Install inline coating thickness measurement (ultrasonic or eddy current sensors) and link it to your PLC so the system auto-adjusts spray parameters.
Sand temperature creep — At low volume, sand cools between cycles. At high volume, continuous recirculation heats the sand from 25°C to 45-50°C over a 4-hour run. Hot sand reduces mold strength and increases gas generation during pouring. Add a sand cooler to your reclamation loop (fluidized bed or water-jacketed screw conveyor) to maintain 25-30°C sand temperature.
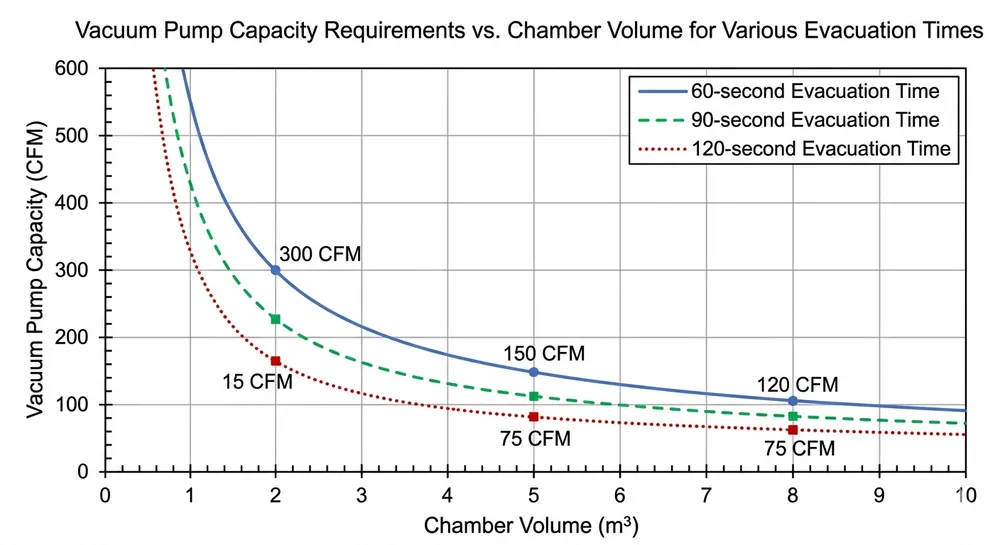
Vacuum pressure inconsistency — Lost foam casting relies on 0.04-0.06 MPa vacuum pressure during pouring. If your vacuum pump can't maintain pressure under continuous duty, you'll see pressure drop to 0.03 MPa after 2-3 hours of operation, which causes incomplete foam evacuation and carbon defects. Size your vacuum system for continuous operation at peak demand, not intermittent prototype use. That usually means 50-80% larger pump capacity than your initial calculation suggests.
Process documentation and operator training — At prototype scale, one experienced operator can manage the entire line and make real-time adjustments based on visual inspection. At production scale, you need 3-4 operators per shift, and they can't all have the same experience level. Document your validated process parameters (coating thickness, vacuum pressure, pouring temperature, cooling time) and program them into the PLC as setpoints with alarm limits. Train operators to respond to alarms, not to make independent process adjustments. Variability comes from operators "improving" the process based on intuition instead of following the validated parameters.
Quality at scale requires shifting from inspection-based quality control (measure the output, scrap the defects) to process-based quality control (monitor the inputs, prevent the defects). The equipment cost is higher, but the scrap cost is lower.

Common Scaling Mistakes: Undersized Sand Systems, Insufficient Cooling Zones, and Control System Bottlenecks
Most scaling failures follow predictable patterns. We've commissioned enough lines to recognize the mistakes before they happen.
Mistake 1: Sizing equipment for peak capacity instead of sustained operation — A molding press rated for 120 molds/hour sounds like it can support your 100-mold/hour target with 20% safety margin. But that 120-mold/hour rating assumes perfect conditions: no mold changes, no parameter adjustments, no material delays. In actual production, you'll average 80-90 molds/hour on that same press due to normal operational interruptions. If you need sustained 100-mold/hour output, spec equipment rated for 130-140 molds/hour.
Mistake 2: Undersizing sand reclamation relative to molding capacity — Buyers focus capital on molding and coating equipment because that's where throughput is measured. Sand reclamation gets treated as a support system and sized for "adequate" capacity. Then production starts, and reclamation can't keep up with sand consumption. You're either buying makeup sand continuously (which kills your per-part cost) or you're running the molding line slower than its rated capacity because you're waiting for reclaimed sand.
The rule: sand reclamation capacity should be 120-150% of your peak sand consumption rate. If your line consumes 10 tons/hour of sand at full throughput, your reclamation system should process 12-15 tons/hour. The extra capacity gives you buffer for maintenance downtime and lets you build up reclaimed sand inventory during shift changes.
Mistake 3: Insufficient cooling conveyor length — Cooling time is determined by casting section thickness and alloy type. A 10mm wall ductile iron casting needs 8-10 minutes of cooling before shakeout to prevent thermal shock cracking. If you're producing 200 molds/hour (3.3 molds/minute) and each mold needs 10 minutes of cooling, you need a conveyor that holds 33 molds simultaneously. At 1.2-meter spacing, that's a 40-meter conveyor.
Most buyers underestimate this and install a 15-20 meter conveyor, then discover they're either running the line slower than planned or they're pulling castings early and seeing crack defects. Extending a conveyor after installation costs 2-3x more than sizing it correctly during initial design because you're modifying structural supports and rerouting utilities.
Mistake 4: Single-point-of-failure control architecture — Automated lines rely on PLC control for sequencing and coordination. If you're running one master PLC that controls molding, coating, pouring, and material handling, a single PLC failure shuts down the entire line. We design systems with distributed control — each major station has its own PLC, and they communicate through a supervisory controller. If the coating PLC fails, molding and pouring can continue running on buffered inventory while you swap the failed module.
Mistake 5: Ignoring spare parts inventory and local service availability — You're buying equipment from an overseas manufacturer. When a hydraulic seal fails or a proximity sensor burns out, can you get a replacement part in 24-48 hours, or are you waiting 2-3 weeks for international shipping? We ship a first-year spare parts kit with every line (hydraulic seals, sensors, solenoid valves, PLC I/O modules) specifically because local availability of specialized casting equipment parts is poor in most markets. Budget $8,000-$15,000 for spare parts inventory as part of your initial capital investment.
Mistake 6: Commissioning without process validation — Buyers want to start production immediately after equipment installation. We recommend a 1-2 week commissioning period where you run the line at 50-70% capacity, measure process parameters at every station, and validate that quality matches your prototype results before ramping to full throughput. Skipping this step means you're troubleshooting process problems while trying to meet customer delivery deadlines, which creates pressure to ship marginal-quality castings instead of fixing the root cause.
These mistakes are avoidable if you involve your equipment manufacturer in capacity planning before you finalize the purchase order. Send us your target output rate, current facility constraints, and quality requirements. We'll design the line to avoid these failure modes, or we'll tell you which constraints need to be addressed before installation.
ROI Framework: Comparing Capital Cost of New Capacity Against Per-Unit Production Cost Reduction
Scaling decisions are ultimately financial decisions. The question isn't "can we produce more castings?" — it's "does higher throughput improve our unit economics enough to justify the capital investment?"
Calculate your current per-unit production cost — Start with your actual cost per casting at current production volume. Include:
- Material cost (metal, sand, coatings, consumables)
- Direct labor (operators, QC inspectors)
- Utilities (electricity, compressed air, water)
- Maintenance and spare parts
- Allocated overhead (facility rent, supervision, administration)
Example: You're producing 50,000 castings per year on a manual line. Material cost is $4.50 per casting. Labor is $2.80 per casting (3 operators at $25/hour producing 27 castings/hour). Utilities are $0.60 per casting. Maintenance is $0.40 per casting. Allocated overhead is $1.70 per casting. Total cost: $10.00 per casting.
Project your per-unit cost at higher volume with automated equipment — Automation reduces labor cost per unit and often reduces material cost through better process control (lower scrap rate, more efficient sand reclamation). But it increases capital depreciation and maintenance cost.
Same example: You're scaling to 200,000 castings per year with a semi-automated line. Material cost drops to $4.20 per casting (better sand reclamation reduces makeup sand purchases). Labor drops to $1.20 per casting (2 operators producing 100 castings/hour). Utilities increase to $0.75 per casting (higher electrical load for automated equipment). Maintenance increases to $0.70 per casting (more complex equipment). Allocated overhead drops to $0.90 per casting (fixed costs spread over 4x volume). Capital depreciation adds $1.25 per casting ($250,000 equipment cost depreciated over 7 years, 200,000 units/year). Total cost: $9.00 per casting.
You're saving $1.00 per casting at 200,000 units/year = $200,000 annual cost reduction. Capital investment is $250,000. Simple payback period is 15 months.
Factor in revenue impact of higher capacity — Cost reduction is only part of the ROI calculation. If you're currently turning down orders because you can't meet delivery schedules, higher capacity means revenue growth, not just cost reduction.
Example: You're currently producing 50,000 castings/year at $18 selling price = $900,000 revenue. You have inquiries for another 80,000 units/year that you can't fulfill. Scaling to 200,000 units/year capacity lets you capture that demand = $1,440,000 additional revenue. At $9.00 production cost and $18.00 selling price, your gross margin is $9.00 per casting × 130,000 additional units = $1,170,000 additional gross profit annually. Capital investment of $250,000 pays back in 2.6 months from revenue growth alone.
Account for working capital requirements — Higher production volume means higher inventory (raw materials, work-in-process, finished goods) and higher accounts receivable if you're extending payment terms to customers. If you're scaling from 50,000 to 200,000 castings/year, your sand inventory might increase from 20 tons to 60 tons ($15,000 additional working capital). Your finished goods inventory might increase from 2,000 units to 6,000 units ($36,000 additional working capital at $9.00 cost per unit). Total working capital increase: $51,000. This is a one-time cash requirement that should be included in your total project cost.
Compare automation investment against labor cost over equipment lifetime — A semi-automated line costs $250,000 but reduces labor from 3 operators to 2 operators. Labor savings: 1 operator × $25/hour × 2,000 hours/year = $50,000/year. Over a 7-year equipment life, that's $350,000 in labor cost avoided, which exceeds the $250,000 capital cost by $100,000. Even without considering the throughput increase or material cost savings, automation pays for itself through labor reduction alone.
Risk-adjusted ROI for modular vs. integrated lines — Modular lines have 10-15% higher capital cost per unit of capacity compared to integrated lines, but they reduce financial risk by letting you scale incrementally. If demand doesn't materialize as projected, you've only invested in the capacity you're actually using. If you're uncertain about demand growth, the modular premium is worth paying for the flexibility.
The ROI calculation should drive your equipment specification, not the other way around. If the numbers don't support full automation, start with semi-automated hybrid lines and upgrade later when volume justifies it.
Real Project Example: 100 to 400 Molds/Hour Scale-Up for Automotive Component Foundry
A European buyer came to us in 2019 producing aluminum automotive suspension components on a manual lost foam line. They were running 100 molds/hour across two shifts (1,600 molds/day) with 4 operators per shift. Their customer (Tier 1 automotive supplier) wanted to double order volume over 18 months, with potential for another 2x increase if the component was selected for a new vehicle platform.
Initial capacity audit — We measured their existing line and found three bottlenecks:
- Pattern coating was manual dip-and-drain, maxing out at 90 patterns/hour with 2 operators
- Sand reclamation could only process 4 tons/hour, but 100 molds/hour consumed 5.5 tons/hour, so they were buying 1.5 tons/hour of makeup sand
- Cooling conveyor was 12 meters long, giving only 4 minutes of cooling time, which caused occasional thermal cracking in thin-wall sections
Their molding equipment (hydraulic press, vacuum system, pouring line) could handle 150 molds/hour, so molding wasn't the constraint.
Phase 1 upgrade: Automate coating and expand sand reclamation — We installed an automated spray coating booth with forced-air drying (capacity: 180 patterns/hour) and upgraded their sand reclamation system from 4 tons/hour to 8 tons/hour. Capital cost: $145,000. Installation time: 3 weeks. Result: Line throughput increased to 140 molds/hour sustained operation. Labor reduced from 4 operators to 3 operators per shift. Makeup sand consumption dropped from 1.5 tons/hour to 0.2 tons/hour, saving $180/day in material cost.
Phase 2 upgrade: Extend cooling zone and add PLC coordination — Six months later, after validating quality at 140 molds/hour, we extended the cooling conveyor from 12 meters to 28 meters and installed a master PLC to coordinate coating, molding, and pouring sequences. Capital cost: $95,000. Installation time: 2 weeks (installed during annual shutdown). Result: Line throughput increased to 200 molds/hour with thermal cracking defects eliminated. Defect rate dropped from 4.2% to 1.8% because PLC coordination eliminated the queue backups that were causing operators to rush molds through coating.
Phase 3 upgrade: Add parallel molding module — Twelve months after Phase 2, their customer confirmed the new vehicle platform order. They needed 400 molds/hour capacity. Instead of replacing the existing line, we installed a second 200-mold/hour molding module that shared the same sand reclamation system and melting furnace. Capital cost: $220,000. Installation time: 4 weeks. Result: Total facility capacity reached 400 molds/hour across two independent production modules. If one module goes down for maintenance, they still have 200 molds/hour capacity to meet minimum delivery commitments.
Total project cost and ROI — Combined capital investment over 18 months: $460,000. Production capacity increased from 100 to 400 molds/hour (4x). Labor per unit decreased by 55% (from 4 operators producing 100 molds/hour to 5 operators producing 400 molds/hour). Material cost per casting decreased by $0.85 due to better sand reclamation. Annual cost savings: $340,000. Additional revenue from new orders: $2.1 million/year. Payback period: 2.8 months.
The phased approach let them validate each upgrade before committing to the next investment, and it kept the line running during most of the installation work. Total downtime over 18 months: 6 weeks. If they'd tried to install a complete 400-mold/hour line in one project, downtime would have been 10-12 weeks and they would have lost production revenue during that period.
When to Scale Vertically (Higher Throughput per Line) vs. Horizontally (Multiple Parallel Lines)
The decision between one high-capacity line and multiple lower-capacity lines depends on your product mix, facility constraints, and risk tolerance.
Vertical scaling (single high-throughput line) works best when:
- You're producing high-volume, low-mix products (1-3 part numbers representing 80%+ of volume)
- Your facility has the floor space and ceiling height for a large integrated line
- You have experienced maintenance staff who can troubleshoot complex automated systems
- Downtime risk is acceptable because you have inventory buffers or flexible delivery schedules
- Capital efficiency is the priority (cost per unit of capacity is 15-20% lower for large integrated lines)
Example: You're producing 500,000 units/year of a single automotive casting. A 250-mold/hour integrated line costs $650,000 and requires 180 square meters of floor space. It runs two shifts and produces your annual volume with 20% capacity buffer. This is the most capital-efficient solution.
Horizontal scaling (multiple parallel lines) works best when:
- You're producing medium-volume, high-mix products (10+ part numbers with frequent changeovers)
- Your facility has space constraints that make one large line impractical
- You need production redundancy (if one line goes down, others continue operating)
- You're scaling incrementally and want to match capital investment to demand growth
- You serve multiple customer segments with different quality requirements or delivery schedules
Example: You're producing 300,000 units/year across 15 different part numbers for 8 customers. Three 100-mold/hour modular lines cost $540,000 total (vs. $500,000 for one 300-mold/hour integrated line). The modular approach costs 8% more, but you can dedicate one line to high-precision export orders, one line to domestic standard-grade orders, and one line to prototype and low-volume specialty parts. Changeover time decreases because each line runs fewer part numbers. If one line goes down, you're still operating at 67% capacity instead of zero.
Hybrid approach: Modular lines with shared infrastructure — The most flexible configuration is multiple modular production lines (molding, coating, pattern handling) sharing common infrastructure (sand reclamation, melting furnace, utilities, control room). Each module operates independently for production scheduling, but you're not duplicating expensive support systems.
We've installed 2×200-mold/hour modular lines sharing one 12-ton/hour sand reclamation system and one 4-ton melting furnace. Total cost: $720,000. If they'd bought two completely independent 200-mold/hour lines, cost would have been $920,000. The shared infrastructure saves $200,000 while preserving the operational flexibility of parallel production.
The decision framework: if your product mix is stable and volume is predictable, vertical scaling is more capital-efficient. If your product mix is changing or you're uncertain about demand growth, horizontal scaling reduces risk.
Supplier Selection Criteria: Engineering Support, Commissioning Capability, and Spare Parts Logistics
Scaling a production line isn't just buying equipment — it's a 12-18 month relationship with your supplier that includes design, installation, commissioning, training, and ongoing technical support. The supplier selection criteria that matter most:
In-house engineering capability for custom capacity configuration — Standard catalog equipment rarely matches your exact throughput requirements, facility constraints, or process parameters. You need a supplier with engineering staff who can modify line design for your specific application. We maintain an 18-person engineering team (mechanical, electrical, process engineers) who customize every line we build. If a supplier can only offer fixed configurations, you'll be forced to compromise on capacity, footprint, or functionality.
Track record with similar scale-up projects — Ask for reference projects where the supplier helped a customer scale from prototype to production. Get contact information for those customers and ask about commissioning time, whether the line met throughput targets, and how responsive the supplier was during troubleshooting. A supplier who's only built prototype lines won't understand the process stability requirements for sustained high-volume operation.
Remote commissioning and diagnostic capability — If you're buying from an overseas supplier, can they commission the line remotely using video calls and PLC remote access, or do they require on-site presence for every adjustment? We've commissioned lines in 14 countries using remote support for 70-80% of the process, with on-site visits only for mechanical installation verification and final validation. This reduces commissioning time from 8-10 weeks to 4-5 weeks and cuts your commissioning cost by 40-50%.
Spare parts inventory and logistics — When a critical component fails, can you get a replacement in 48 hours or are you waiting 3-4 weeks for international shipping? We stock common wear parts (hydraulic seals, sensors, solenoid valves, PLC modules) at regional distribution points and ship via express courier. We also provide detailed spare parts documentation with manufacturer part numbers so you can source commodity components locally instead of waiting for factory shipment.
Training program for operators and maintenance staff — Automated lines require different skills than manual lines. Your supplier should provide structured training that covers normal operation, parameter adjustment, routine maintenance, and basic troubleshooting. We deliver 3-day on-site training during commissioning, plus video training modules and technical manuals in English. If your operators can't troubleshoot common issues independently, you'll be calling for support constantly and your effective uptime will be poor.
PLC programming and HMI customization — Standard PLC programs work for standard applications. If you need custom process sequences, alarm logic, or data logging, can your supplier modify the control system? We provide PLC source code and HMI project files so your in-house controls engineers can make adjustments without waiting for factory support. Some suppliers lock the PLC program and charge for every modification, which creates dependency and delays.
Warranty terms and response time commitments — Standard equipment warranties cover defects in materials and workmanship, but they don't cover process performance or throughput guarantees. Get written commitments on line capacity (molds/hour at specified cycle time), defect rates, and uptime targets. Our warranties include performance guarantees: if the line doesn't meet the contracted throughput within 30 days of commissioning, we'll modify equipment at our cost until it does.
The lowest equipment price rarely delivers the lowest total cost of ownership. A supplier who charges 15% more but provides better engineering support, faster commissioning, and reliable spare parts logistics will save you money over the equipment lifetime.

Next Steps: Capacity Audit, Equipment Specification, and Installation Timeline
If you're planning to scale your casting line, start with a systematic capacity audit before you contact equipment suppliers. Document your current throughput at each production stage, identify bottlenecks, and calculate the equipment capacity needed to hit your target output rate.
Send your equipment manufacturer:
- Current production volume (molds/hour, tons/shift) and target volume
- Facility layout drawing with floor loading ratings, ceiling heights, and utility capacities
- Process parameters you've validated during prototype runs (coating thickness, vacuum pressure, pouring temperature, cooling time)
- Quality requirements (dimensional tolerance, defect rate targets, inspection frequency)
- Product mix and changeover frequency
We'll design a line configuration that matches your capacity requirements and facility constraints, provide capital cost estimates for phased vs. integrated installation, and project your per-unit production cost at higher volume.
Typical project timeline from initial inquiry to production start:
- Weeks 1-2: Capacity audit and equipment specification
- Weeks 3-4: Detailed engineering and quotation
- Weeks 5-8: Contract negotiation and deposit payment
- Weeks 9-20: Equipment manufacturing (12 weeks for modular lines, 16-18 weeks for large integrated lines)
- Weeks 21-24: Shipping and customs clearance
- Weeks 25-28: Installation and mechanical commissioning
- Weeks 29-32: Process validation and operator training
- Week 33+: Production ramp-up to target capacity
Total timeline: 7-9 months from initial contact to sustained production at target throughput. Modular lines can be installed in phases, which extends the total timeline but reduces production downtime during installation.
We've commissioned casting lines in 14 countries and scaled production from prototype runs to sustained high-volume operation. The technical challenges are predictable, and the solutions are proven. The difference between successful scale-up and expensive failure is systematic planning, phased validation, and choosing a supplier who understands production system integration, not just equipment sales.

Zhang Peng leads lost foam casting systems at TZFoundry, where he has spent over 12 years engineering vacuum casting lines, coating systems, and foam pattern equipment for export foundries. He specializes in defect prevention and yield optimization across cast iron...