A 75 kg ductile iron casting comes out of shakeout with a 4 mm dimensional shift. The mold cavity shows cope lift on one side, sand erosion around the gate, and a bulge in the drag wall where metallostatic pressure pushed the sand outward during pour. Your scrap rate jumps to 18% on this batch, and the customer is asking questions you don't want to answer.
This is what happens when a horizontal flaskless clay sand line loses mold stability under heavy casting loads. The line runs fine on smaller parts — 20 kg gray iron housings, 35 kg pump bodies — but once you push into the 50-80 kg range, the mold can't hold its shape through pour and solidification. The compaction parameters that worked for lighter castings don't generate enough mold strength to resist the forces from heavier metal volumes.
I've commissioned horizontal flaskless lines across four continents over the past 14 years, and mold stability problems in heavy casting applications follow predictable patterns. The failure isn't random — it's a mismatch between sand properties, compaction pressure, and the metallostatic forces your mold needs to contain. Fix the mismatch, and your dimensional variance drops back under 1 mm where it belongs.
Why Horizontal Flaskless Lines Struggle with Heavy Castings
Horizontal flaskless molding compacts sand between two pattern plates in a horizontal orientation, then transfers the mold halves to a conveyor for closing and pouring. The horizontal transfer creates a stability problem that vertical flaskless systems don't face: the mold must support its own weight sideways during handling, then resist metallostatic pressure from above during pour.
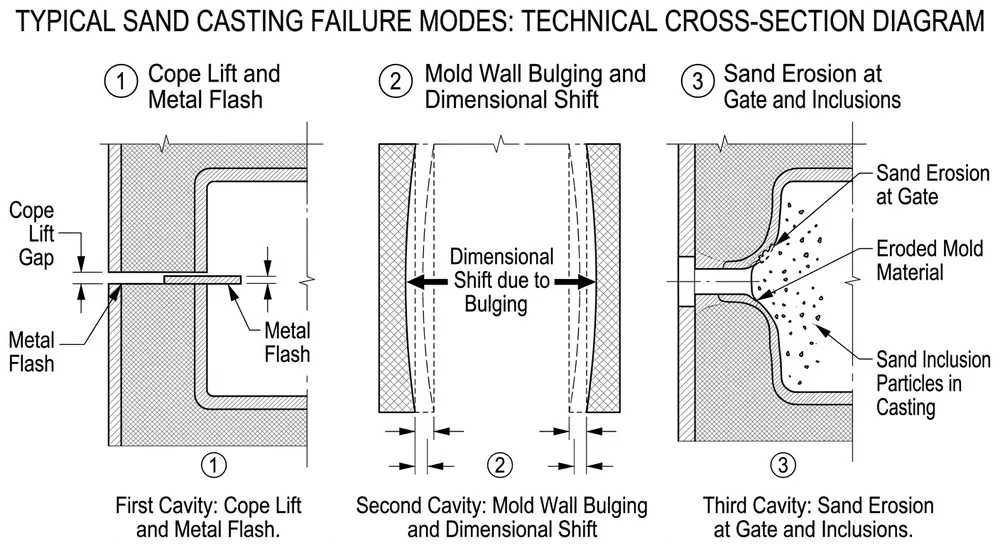
When casting weight exceeds 50 kg, three failure modes show up:
Cope lift — The upper mold half separates from the lower half during pour. Metal pressure pushes upward against the cope, and if the mold doesn't have enough green compression strength or if the mold closing pressure is insufficient, you get a gap. Metal flashes into that gap, and your casting comes out with fins that need grinding.
Mold wall bulging — Metallostatic pressure pushes outward against the mold cavity walls. If sand compaction is uneven or if permeability is too low (trapping gas pressure), the walls deform. Your casting dimensions shift, and you're either scrapping parts or adding machining stock that kills your margin.
Sand erosion at gates — High metal velocity through the gating system erodes poorly compacted sand. Eroded sand gets carried into the casting as inclusions. You find out during machining when the tool hits a sand pocket, or worse, your customer finds out during service when a casting fails under load.
All three failures trace back to the same root cause: the mold isn't strong enough or dense enough to contain the forces from the casting process. The solution isn't to avoid heavy castings on horizontal flaskless lines — it's to tune your sand properties and compaction parameters to match the load.

Step 1: Sand Property Control for Heavy Casting Applications
Your compaction system can only work with the sand you feed it. If moisture content drifts or clay activity drops, no amount of squeeze pressure will give you a stable mold.
For castings above 50 kg on horizontal flaskless lines, target these sand properties:
Moisture content: 3.2-3.8% — This range gives you the clay activation you need for green strength without making the sand sticky enough to cause pattern release problems. We test moisture every 2 hours during production runs because ambient humidity changes throughout the day, especially in coastal facilities. A 0.5% moisture drift can drop your green compression strength by 15%.
Compactability: 42-48% — Measured with a standard compactability tester. Below 42%, your sand won't densify enough under squeeze pressure. Above 48%, you risk over-compaction that closes off permeability and traps gas. Most horizontal flaskless mold stability problems I've diagnosed trace back to compactability drift — the sand reclamation system isn't removing enough fines, or the clay addition rate is inconsistent.
Green compression strength: 120-160 kPa — This is the load-bearing capacity of your compacted mold. For castings in the 50-80 kg range, you need at least 120 kPa to resist cope lift. Above 80 kg, push toward 140-160 kPa. Test this daily with a universal sand strength tester, not just when you see defects.
Permeability: 180-220 units — Gas generated during pour needs an escape path. Too low (under 180), and gas pressure builds up inside the mold, pushing walls outward. Too high (above 220), and your sand is too coarse or poorly graded, which means lower green strength. Permeability and green strength move in opposite directions, so you're balancing them against each other.
The testing frequency matters more than most foundries realize. We run a full sand property check every 4 hours during heavy casting production. That sounds excessive until you calculate the cost of a single bad batch — 200 molds at 18% scrap rate is 36 castings you're melting twice. The sand testing takes 20 minutes and costs you nothing compared to that.
(Note: If your sand reclamation system doesn't have a fines removal stage — magnetic separator plus pneumatic classifier — you'll fight compactability drift constantly. The fines accumulate, moisture demand goes up, and your green strength becomes unpredictable.)
Step 2: Compaction Parameter Optimization
Sand properties set your baseline. Compaction parameters determine whether you actually achieve the mold density and strength those properties make possible.
Horizontal flaskless lines use hydraulic squeeze plates to compact sand between the pattern plates. The squeeze pressure, dwell time, and whether you use single-step or multi-step compaction profiles all affect final mold stability.
Squeeze pressure by casting weight:
- 20-50 kg castings: 0.6-0.8 MPa — Standard pressure range for most horizontal flaskless applications. Single-step compaction works fine.
- 50-80 kg castings: 0.9-1.1 MPa — You need higher pressure to achieve the mold density that resists metallostatic forces. Multi-step compaction (pre-squeeze at 0.4 MPa, then final squeeze at 1.0 MPa) gives better results than a single high-pressure stroke because it lets air escape before final densification.
- Above 80 kg: 1.2-1.4 MPa — At this weight class, you're approaching the practical limit for horizontal flaskless clay sand systems. Consider whether a vertical flaskless line or a flask-based system makes more sense for your production mix.
The pressure numbers assume your pattern plates are in good condition and your sand meets the property targets from Step 1. If your patterns are worn or your sand is off-spec, cranking up squeeze pressure won't fix the problem — you'll just compact bad sand harder.
Dwell time: 2-4 seconds — After reaching target squeeze pressure, hold it for 2-4 seconds before releasing. This lets the sand particles rearrange and lock into a denser structure. We've measured a 12% increase in green compression strength just by extending dwell time from 1 second to 3 seconds at the same squeeze pressure. It's free strength.
Sand-to-metal ratio: 8:1 to 12:1 — This is the ratio of mold sand volume to casting metal volume. Lower ratios (8:1) mean thinner mold walls, which are more prone to bulging under metallostatic pressure. Higher ratios (12:1) give you thicker walls and better stability, but they also mean larger molds, slower cycle times, and more sand to reclaim per casting. For castings above 50 kg, we typically design patterns for a 10:1 ratio as a starting point, then adjust based on actual mold performance.

Step 3: Pattern Plate and Venting Configuration
Even with perfect sand properties and compaction pressure, your mold will fail if the pattern plate design doesn't account for horizontal flaskless handling and heavy casting loads.
Draft angles: 2-3° minimum — Horizontal flaskless molds release from the pattern plates sideways, not vertically. Insufficient draft causes the mold to stick during pattern withdrawal, which tears the mold surface and creates weak spots. For heavy castings where mold strength is critical, we specify 3° draft on all vertical surfaces. Yes, it adds machining stock to your casting, but it's cheaper than scrapping molds.
Vent placement: every 150-200 mm along the parting line — Gas generated during pour needs to escape through the parting line and through vents in the pattern plate. Inadequate venting causes gas pressure buildup, which pushes mold walls outward and creates the bulging problem. We drill 3-5 mm diameter vent holes every 150 mm around the pattern perimeter, connecting to a vent channel that runs to atmosphere. The vent holes get packed with sand over time, so they need cleaning every 500-1000 mold cycles.
Pattern wear inspection: every 2000 cycles for heavy casting patterns — Repeated compaction at 1.0+ MPa wears down pattern surfaces, especially at corners and thin sections. Worn patterns don't compact sand uniformly, which creates weak spots in the mold. We measure pattern dimensions with a CMM every 2000 cycles and refinish or replace patterns when wear exceeds 0.5 mm. This sounds like overkill until you trace a batch of mold failures back to a worn pattern that nobody checked.
(We learned the vent cleaning interval the hard way — a customer in Turkey was getting random mold bulging on a 65 kg pump housing. Turned out their pattern vents were 80% blocked with compacted sand. Cleaned the vents, problem disappeared. Now we include vent cleaning in the preventive maintenance schedule we send with every line.)
Step 4: PLC Monitoring Setup for Real-Time Mold Stability Control
Manual horizontal flaskless lines rely on the operator to notice when compaction pressure drifts or when mold hardness starts dropping. By the time the operator sees a problem, you've already made 50-100 bad molds. PLC-controlled systems catch the drift before it becomes scrap.
Our Horizontal Flaskless Clay Sand Processing Line uses Siemens or Mitsubishi PLCs with real-time compaction force feedback. Here's what to monitor and what alarm thresholds to set:
Compaction force trending — The PLC logs actual squeeze force for every mold cycle. If your target is 1.0 MPa and the system is delivering 0.92 MPa, you'll see it in the trend data before it shows up as defects. Set an alarm at ±5% deviation from target — if actual force drops below 0.95 MPa or exceeds 1.05 MPa, the system alerts the operator and logs the event.
Mold hardness measurement — Some horizontal flaskless lines include an automated hardness tester that probes the mold surface after compaction. Target hardness for heavy casting molds is 85-92 on the mold hardness scale. Below 85, your mold is under-compacted. Above 92, you're over-compacting and risking permeability loss. We set alarm thresholds at 82 (low) and 94 (high).
Cycle time monitoring — If your compaction cycle time starts increasing, it usually means hydraulic pressure is dropping (worn pump, leaking seals) or the sand is getting stickier (moisture content rising). A 10% increase in cycle time is an early warning that something in your system is drifting.
Pattern release force — The PLC can monitor the force required to withdraw the pattern plates from the compacted mold. If release force increases, your draft angles may be insufficient, or sand moisture is too high and the mold is sticking. This catches pattern wear problems before they cause mold tearing.
The real value of PLC monitoring isn't just the alarms — it's the data logging. When you do get a mold stability problem, you can pull up the compaction force, hardness, and cycle time data for the exact molds that failed. That tells you whether the problem was a parameter drift, a sand property issue, or a pattern problem. Without the data, you're guessing.
Remote diagnostics via 4G modules let your maintenance team (or our engineering support) access the PLC data without being on-site. We've diagnosed compaction pressure drift, hydraulic seal wear, and sand moisture problems remotely for customers in Mexico, Saudi Arabia, and Indonesia. The 4G module costs $800 and saves you a $3,000 service call every time you can fix a problem over the phone instead of flying someone out.
Common Mistakes That Kill Mold Stability
I've seen the same mistakes on horizontal flaskless lines across dozens of foundries. Avoid these and you'll eliminate 80% of mold stability problems:
Insufficient sand testing frequency — Testing sand properties once per shift isn't enough when you're running heavy castings. Moisture content and compactability drift throughout the day. Test every 2-4 hours, or install continuous moisture monitoring if your production volume justifies it.
Ignoring ambient humidity effects — Coastal foundries and facilities in humid climates fight constant moisture drift. Your sand reclamation system removes moisture through thermal drying, but if ambient humidity is 70%+ and your sand is sitting in a hopper for 30 minutes before molding, it's reabsorbing moisture. We've installed dehumidification systems in three facilities where this was causing daily mold stability problems.
Over-compaction causing permeability loss — When mold stability problems show up, the instinct is to increase squeeze pressure. But if you're already at 1.1 MPa and you push to 1.3 MPa, you might close off the permeability so much that gas pressure builds up and pushes the mold walls outward anyway. Check your permeability numbers before adding more squeeze pressure.
Skipping pattern plate maintenance — Pattern wear is gradual and easy to ignore until it's severe. Set a fixed inspection interval (every 2000 cycles for heavy casting patterns) and stick to it. The inspection takes 2 hours and costs nothing compared to a week of scrap production from a worn pattern.
Using the same parameters across all casting weights — A horizontal flaskless line that runs 30 kg castings all day will fail when you switch to 70 kg castings if you don't adjust compaction pressure and sand properties. Build a parameter table by casting weight class and train your operators to switch profiles when the production schedule changes.
Troubleshooting Matrix: Defect to Corrective Action
When mold stability problems show up, this matrix maps the defect you're seeing to the most likely parameter adjustment:
| Defect | Most Likely Cause | Corrective Action |
|---|---|---|
| Cope lift with metal flash at parting line | Insufficient green compression strength or low mold closing pressure | Increase squeeze pressure by 0.1 MPa; verify mold closing force is at spec; check sand moisture and compactability |
| Mold wall bulging, dimensional shift | Uneven compaction or low permeability trapping gas pressure | Check pattern plate wear; verify squeeze pressure is uniform across mold area; test sand permeability and reduce compaction if below 180 units |
| Sand erosion at gates, inclusions in casting | Low mold hardness in gating area | Increase squeeze pressure; verify sand green compression strength is above 120 kPa; check for pattern wear at gate locations |
| Mold surface tearing during pattern release | Insufficient draft angle or high sand moisture | Inspect pattern draft angles (minimum 2-3°); test sand moisture content and reduce if above 3.8% |
| Random mold failures, no consistent pattern | Sand property drift or pattern vent blockage | Increase sand testing frequency to every 2 hours; clean pattern plate vents; check hydraulic system for pressure fluctuations |
This matrix assumes your sand properties are within the target ranges from Step 1. If your sand is off-spec, fix that first before adjusting compaction parameters.

When to Upgrade Your Horizontal Flaskless Line
Sometimes the problem isn't your parameters — it's that your current line can't deliver the compaction force or mold handling precision you need for heavier castings.
Signs your horizontal flaskless line is at its limit:
You're running squeeze pressure above 1.2 MPa and still getting mold failures — If you've optimized sand properties, checked pattern condition, and you're already at high compaction pressure but mold stability is still marginal, your line's hydraulic system may not have enough capacity for the casting weight you're targeting. Horizontal flaskless lines have practical limits — typically 80-100 kg casting weight depending on mold size.
Cycle time is limiting your production rate — Higher squeeze pressure and longer dwell times mean slower mold cycles. If you need 200 molds per hour but your optimized parameters only let you hit 150 molds per hour, you're capacity-constrained. At that point, you're choosing between mold stability and production rate, which isn't a choice you should have to make.
Your hydraulic system can't maintain consistent pressure — Older horizontal flaskless lines use fixed-displacement hydraulic pumps that can't compensate for pressure fluctuations. If your compaction force varies by more than 10% cycle-to-cycle, you'll never get consistent mold stability. Modern PLC-controlled lines use variable-displacement pumps with closed-loop pressure control that holds ±2% tolerance.
Pattern wear is accelerating — Compaction pressures above 1.1 MPa accelerate pattern plate wear. If you're refinishing patterns every 1500 cycles instead of every 3000 cycles, the pattern maintenance cost is eating into your margin. That's a signal that your casting weight is pushing the line harder than it was designed for.
When you're specifying a new horizontal flaskless line or upgrading an existing system, here's what to include in your RFQ to ensure mold stability for heavy castings:
- Maximum casting weight and typical production mix (percentage of castings in each weight class)
- Target mold rate (molds per hour) at maximum casting weight
- Hydraulic system capacity: specify closed-loop pressure control with ±2% tolerance
- PLC monitoring: real-time compaction force feedback, mold hardness measurement, cycle time tracking, alarm thresholds
- Remote diagnostics capability via 4G or Ethernet connection
- Sand reclamation system integration: continuous moisture monitoring, fines removal capacity
- Pattern plate material and expected wear life at your target compaction pressure
Our engineering team sizes the hydraulic system, compaction stroke length, and mold handling system based on your specific casting weight distribution. A line optimized for 40-60 kg castings has different specifications than a line designed for 70-90 kg castings, even if the mold box dimensions are similar.
Mold Stability Is a System Problem, Not a Single Parameter
Horizontal flaskless mold stability for heavy castings isn't about finding one magic compaction pressure setting. It's about controlling sand properties, matching compaction parameters to casting weight, maintaining pattern plates, and monitoring the process in real time so you catch drift before it becomes scrap.
The foundries that run heavy castings successfully on horizontal flaskless lines are the ones that treat mold stability as a system — they test sand every 2-4 hours, log compaction data for every mold, inspect patterns on a fixed schedule, and adjust parameters when the production mix changes. The foundries that struggle are the ones that set parameters once and assume they'll stay stable.
If you're evaluating a Clay Sand Processing Line for heavy casting applications, send us your casting weight range, alloy type, and target mold rate. We'll recommend compaction parameters and line configurations matched to your mold stability requirements, with factory pricing and commissioning support included. For detailed technical specifications and a proposal based on your production needs, visit our Request Quote page.

Baocun Zhu is the Senior Clay Sand Process Engineer at TZFoundry in Qingdao. With over 14 years commissioning clay sand molding, reclamation, and preparation lines for export foundries, he turns floor-space constraints and throughput targets into working production systems. His...