You've already decided on flaskless. The remaining question — automatic or semi-automatic — is where most of the money gets made or wasted. Not because one tier is inherently better, but because the wrong automation level either bleeds labor cost every shift or locks up capital you didn't need to spend.
If you haven't settled the flaskless decision yet, read the flaskless vs flask-based economics first. This article assumes you're past that.
Here's the short version: below 40 molds per hour on a single shift with affordable local labor, a semi-automatic flaskless clay sand processing line delivers the lowest per-mold cost. Above 60–80 molds per hour — or any two-shift operation where you can't reliably staff trained operators — automatic pays back the capital premium within 12–18 months on labor savings alone. The 40–60 molds/hr zone is the real decision battleground, and it comes down to your labor rate and how tightly your castings need to hold tolerance across a full shift.
We build both tiers in-house on the same production floor in Qingdao. Everything below draws on commissioning data from our own factory testing, not catalog numbers.
What Each Automation Tier Actually Controls on the Shop Floor
Both tiers are flaskless. Both use clay-bonded sand. Both produce the same casting types. The difference is where human hands enter the cycle.
On a semi-automatic flaskless molding machine, the operator triggers compaction, manually positions sand delivery, and initiates mold push-out. A basic PLC or relay system sequences the hydraulic cycle, but compaction pressure and timing depend partly on operator judgment. The operator decides when the mold is ready. Over an 8-hour shift, that judgment drifts — fatigue, distraction, training gaps. Each mold is a separate manual decision.
On an automatic flaskless clay sand processing line, the full PLC — Siemens S7 or Mitsubishi FX/Q series, your choice — controls compaction force, squeeze timing, flask transport, mold push-out, sand metering, and shakeout sequencing. The operator monitors the HMI touchscreen and manages sand system inputs. They intervene only on exceptions. Mold 1 and mold 500 get identical compaction parameters because the program doesn't get tired at hour six.
What's not different: sand preparation requirements, clay-to-sand ratios, casting alloy compatibility, and mold box sizing. The automation tier changes how the line runs, not what it can cast.
Head-to-Head Specification Comparison
The table below covers the dimensions that actually move your cost structure. For deeper specification detail on the automatic tier, see automatic flaskless line specifications.
| Specification | Semi-Automatic | Automatic |
|---|---|---|
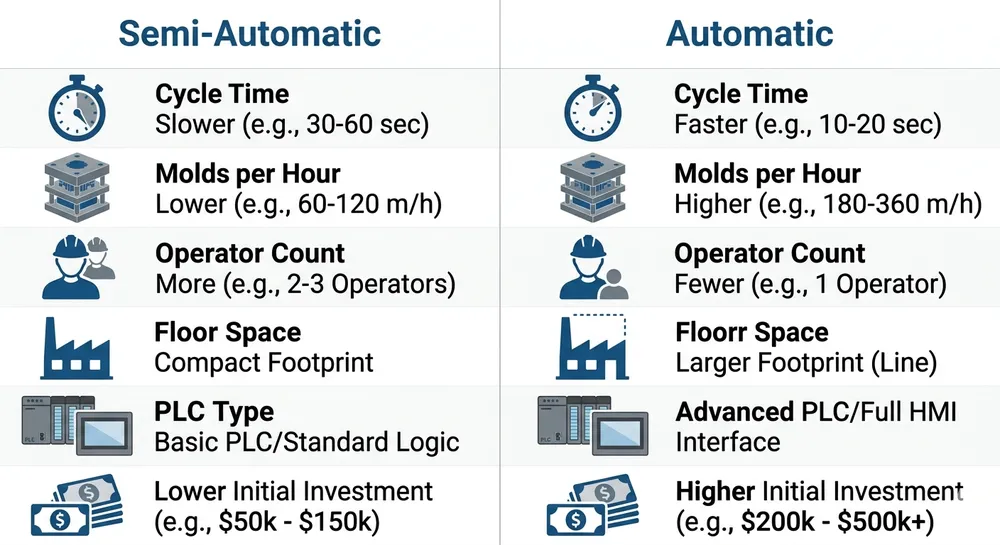
| Cycle time | 60–90 seconds/mold | 30–50 seconds/mold |
| Molds per hour | 25–50 | 60–120 |
| Operators per shift | 3–4 | 1–2 |
| Compaction control | Operator-triggered hydraulic | PLC-programmed multi-stage squeeze |
| PLC type | Basic relay / simple PLC | Siemens S7 or Mitsubishi FX/Q with HMI |
| Remote diagnostics | Not available | 4G module — error logs and parameter adjustment from any location |
| Flask size range | 400×300 mm to 700×600 mm | 400×300 mm to 800×700 mm |
| Floor space (L×W) | 8–12 m × 3–4 m | 12–18 m × 4–6 m |
| Minimum ceiling height | 4.5 m | 5.5–6 m |
| Electrical supply | 30–50 kW | 60–120 kW |
| Compressed air | 0.4–0.6 MPa, 2–3 m³/min | 0.5–0.7 MPa, 4–6 m³/min |
| Hydraulic system pressure | 12–16 MPa | 14–18 MPa |
| Containers for shipping | 2–3 × 40HQ | 3–4 × 40HQ |
| Indicative FOB price range | Lower tier | 1.5–2.5× semi-automatic |

The numbers that matter most commercially: operators per shift and molds per hour. Those two rows determine 80% of your total cost of ownership difference. The semi-automatic line's lower capital cost is obvious on the quotation. What's not obvious is how the operator headcount compounds across every working day for the life of the equipment.
When we commission an automatic flaskless clay sand processing line rated for 80 molds/hr, the commissioning report documents the actual measured cycle time from your specific unit under load — not a theoretical catalog figure. That report ships with the equipment.
The Costs You Won't See on the Quotation
FOB price is a starting point, not a decision. The real gap between automatic and semi-automatic shows up in four places that don't appear on any invoice.
Labor cost compounding
Semi-automatic runs 3–4 operators per shift. Automatic runs 1–2. That delta looks small until you multiply it across shifts and working days.
A directional example: two fewer operators per shift, two shifts per day, 250 working days per year. In a European or North American market where a trained foundry operator costs $35,000–$50,000 annually (fully loaded), the annual labor savings on an automatic line can reach $140,000–$200,000. At Southeast Asian or Middle Eastern labor rates — roughly a third to a quarter of that — the same savings take 3–4 years to match the capital premium. The math changes based on where your foundry sits, and it changes again if you're running a single shift versus two.
(We've seen buyers in Turkey and Poland hit the crossover at about 18 months. In Vietnam and Indonesia, the same calculation points closer to 4 years. Your labor rate is the single biggest variable in this decision.)
Scrap from operator variability
This is the cost nobody tracks until it becomes a quality complaint. On a semi-automatic line, compaction consistency depends on the operator's timing and pressure judgment. Mold 20 might be perfect. Mold 200 — six hours into a hot shift — drifts. When your castings need to hold ±0.5 mm dimensional tolerance (automotive brackets, industrial valve bodies, pump housings), even a 2–3% scrap rate increase from compaction variability costs real money. The wasted metal, the rework time, and the delayed shipment to your customer all compound.
Automatic PLC-controlled compaction eliminates this variable. The squeeze profile runs the same program at hour one and hour twelve. We've measured this across commissioning runs — standard deviation on mold hardness drops significantly when you remove the operator from the compaction decision.
Maintenance profile inversion
The assumption is that automatic lines break down more because they have more components — more sensors, more solenoid valves, more actuators. That's partially true. But the failure behavior is different.
On an automatic line, a proximity sensor fails and the PLC logs the exact fault code. Your maintenance team — or ours, remotely via the 4G diagnostics module — reads the error, identifies the component, and orders the replacement. Downtime is predictable and bounded.
On a semi-automatic line, breakdowns are rarer but harder to isolate. The hydraulic drift that causes inconsistent compaction builds gradually. The operator compensates without reporting it. By the time the problem surfaces as a casting defect, you've been producing marginal molds for days. We've diagnosed this pattern on customer sites more than once — what looked like a sand problem turned out to be a slowly leaking hydraulic check valve that the operator had been working around.
Landed cost, not FOB
Automatic lines ship in 3–4 containers versus 2–3 for semi-automatic. Each extra 40HQ container adds $3,000–$5,000 to your freight bill depending on the route. Factor that into the total investment comparison — it narrows the percentage gap, but it doesn't reverse the direction. Just make sure your budget model includes the containers, not just the equipment price.

Production Volume Thresholds — Where the Crossover Happens
The automation tier decision maps to volume more cleanly than any other variable. Here's where the lines cross.
Below 40 molds/hr, single shift: Semi-automatic delivers the lowest total cost. Your capital stays lower, your operators handle the throughput, and the compaction consistency is manageable at this pace — especially with well-trained staff and consistent sand preparation. If you're running a small foundry producing general castings for local or regional customers, the semi-automatic flaskless clay sand line is the commercially rational choice.
40–60 molds/hr: This is the crossover zone where the answer depends on your specific variables. If your labor market is tight and expensive, automatic starts winning even at 40 molds/hr. If your castings require export-grade dimensional consistency across a full shift, automatic wins on scrap reduction alone. But if labor is affordable and your tolerance requirements are moderate (±1.0 mm or wider), semi-automatic still holds up. Run the labor delta calculation from the section above against the capital premium — if the annual savings exceed the premium amortized over 5 years, go automatic.
Above 60–80 molds/hr, or two-shift operations: Automatic is the clear winner. The labor savings compound across both shifts. The consistency advantage becomes critical at higher cycle speeds where operator reaction time can't keep pace with the hydraulic cycle. And if you're scaling toward 100+ molds/hr, the semi-automatic tier simply can't sustain that throughput without adding a second line.
One honest nuance: if you're running 30 molds/hr today but your business plan targets 80 within three years, starting with automatic may cost more upfront but saves you the disruptive mid-production upgrade later. We've helped buyers plan this path — sometimes it makes sense, sometimes it's premature capital deployment. It depends on how firm your growth projections are.
Upgrading from Semi-Auto to Automatic Without Replacing the Line
This question comes up often enough that it deserves a direct answer: it's possible, but it's not cheap, and it's not always the right move.
Components that typically carry over in an upgrade: the hydraulic power unit (if sized with headroom), the sand delivery system, the base frame and foundation. Components that change: the PLC system (from basic relay to full Siemens/Mitsubishi with HMI), conveyor automation, sensor network, mold transport arms, and the control cabinet wiring.
Here's the catch — if the original semi-automatic frame wasn't designed for automatic-tier loads and cycle speeds, the retrofit cost can reach 70–80% of a new automatic line. At that point, the economics favor a full replacement over a piecemeal upgrade.
We design our modular frames with upgrade potential in mind, which means the bolt patterns, hydraulic port locations, and electrical conduit routing accommodate automatic-tier components. But the honest advice is: decide your automation path at purchase time, not after installation. If there's a reasonable chance you'll need automatic within 3–5 years, factor that into the initial specification. Read more about setting up an automatic flaskless line if you're evaluating that path now.
Which Automation Tier Wins Your Scenario
Four real scenarios, declared winners.
Scenario 1 — Small foundry, under 40 molds/hr, single shift, affordable local labor. Winner: Semi-automatic. Capital budget is the binding constraint. Volume doesn't justify the automation premium. Your operators can manage the throughput and consistency at this pace.
Scenario 2 — Mid-size foundry, 60–100 molds/hr target, two shifts, export-grade castings (automotive, valve, pump housing). Winner: Automatic. Two-shift operation doubles the labor savings. Your export customers enforce tight dimensional specs that semi-auto operators can't hold consistently across 12 hours. Payback in 12–18 months at typical European labor rates.
Scenario 3 — Existing semi-auto foundry, 40–60 molds/hr target, evaluating upgrade. Winner: Depends on labor cost and tolerance requirements. If your annual labor savings (from dropping 2 operators per shift) exceed the capital premium amortized over 5 years, upgrade. If not, invest in operator training and sand preparation consistency — you'll get more return per dollar spent.
Scenario 4 — Greenfield foundry, constrained floor space or low ceiling height. Winner: Check your facility first. Automatic lines need 30–50% more linear floor space and typically 5.5–6 m ceiling clearance. If your building can't accommodate that footprint, semi-automatic may be the only option regardless of your volume targets. Consider vertical versus horizontal flaskless configurations as part of the layout planning.
| Buyer Variable | Semi-Auto Recommended | Automatic Recommended |
|---|---|---|
| Daily volume target | < 40 molds/hr | > 60 molds/hr |
| Shift structure | Single shift | Two shifts |
| Labor cost environment | Low-cost labor market | High-cost or labor-scarce market |
| Capital budget | Constrained | Flexible, focused on TCO |
| Casting tolerance | ±1.0 mm or wider | ±0.5 mm or tighter |
| Export quality requirements | Regional/domestic | International (automotive, industrial) |
| Floor space available | Limited | Adequate for 12–18 m line length |
| Remote diagnostics need | On-site maintenance team available | No PLC engineer on site |

If your situation falls cleanly into one column, the decision is straightforward. If you're split across columns — say, high volume target but constrained budget — send your specific variables (casting alloy, target molds/hr, floor layout, and budget range) and we'll model the total cost for both tiers against your numbers. Sometimes the answer is a phased approach. Sometimes one variable overrides everything else. That's easier to evaluate with real numbers than generalized thresholds.
For a broader view of clay sand processing line options beyond flaskless systems, start there.
FAQ — Automation Tier Selection
Can a semi-automatic flaskless line produce export-grade castings?
Yes — if your volume is moderate and your operators are well-trained. The limitation isn't capability per individual mold. A skilled operator on a semi-automatic line can produce dimensionally accurate castings. The limitation is consistency across a full 8–12 hour shift. At 30 molds per hour, operator fatigue is manageable. At 50 molds per hour across two shifts, compaction variability starts showing up in your dimensional inspection data. For export buyers whose customers audit casting specs, that variability is a sourcing risk.
How many operators does an automatic flaskless clay sand line need per shift?
Typically 1–2. One operator monitors the HMI and handles sand system inputs (moisture, clay ratio adjustments). A second may manage the shakeout end and casting extraction. On a semi-automatic line, you'll need 3–4: one on compaction, one on mold handling, one on sand delivery, and often a floater for flask transport and housekeeping. The headcount gap is where the total cost of ownership diverges most.
What PLC systems are used in automatic flaskless molding lines?
We offer Siemens S7 series or Mitsubishi FX/Q series — buyer's choice. Both integrate with an HMI touchscreen (English, Spanish, Arabic, or Russian interface options) and a 4G remote diagnostics module. The Siemens option is more common with European buyers; Mitsubishi is preferred in Southeast Asian markets where local spare parts availability and service networks are stronger.
Is it cheaper to buy semi-automatic now and upgrade to automatic later?
Sometimes — but plan the path before you buy, not after. If the semi-automatic line was designed with upgrade-compatible frame dimensions, hydraulic port sizing, and electrical conduit routing, the retrofit is feasible at roughly 40–50% of new automatic line cost. If the frame wasn't designed for it, the upgrade can reach 70–80% of a new line, at which point you're paying almost full price for a hybrid system with more integration risk than a purpose-built automatic line.
What floor space difference should I expect between automatic and semi-automatic flaskless lines?
Automatic lines need 30–50% more linear floor space — typically 12–18 m length versus 8–12 m for semi-automatic — to accommodate automated conveyors, mold transport mechanisms, and the expanded control cabinet. Ceiling height matters too: automatic lines generally need 5.5–6 m minimum clearance versus 4.5 m for semi-automatic. Verify both dimensions against your facility before requesting a quotation.

Baocun Zhu is the Senior Clay Sand Process Engineer at TZFoundry in Qingdao. With over 14 years commissioning clay sand molding, reclamation, and preparation lines for export foundries, he turns floor-space constraints and throughput targets into working production systems. His...