Inconsistent sand properties cost you more than scrap molds. When your preparation line drifts out of calibration, you lose compactability control, moisture balance shifts between batches, and green strength varies enough that molds crack during handling or pouring. I've seen foundries run three shifts where the morning batch tests at 45% compactability and the night shift drops to 38% — same recipe, same materials, but the line wasn't calibrated to hold parameters across operator changes and ambient humidity swings.
The real expense shows up downstream: mold defects, casting rejections, rework cycles, and the time your molding line sits idle while you troubleshoot sand that should have been right before it reached the mixer. Calibration isn't a one-time commissioning task. It's the difference between a preparation line that delivers repeatable sand properties and one that forces your QC team to chase problems every shift.
Why Preparation Lines Drift Out of Calibration
Clay sand preparation lines drift because they operate in a changing environment. Ambient humidity affects clay activation, raw sand moisture content varies by supplier batch, and mechanical wear changes mixing intensity over time. The PLC can hold programmed parameters perfectly, but if those parameters were set for 15°C and 40% humidity, they won't produce the same sand properties at 28°C and 70% humidity.
We calibrate preparation lines to compensate for these variables. The goal is to measure actual sand output — compactability, moisture content, green strength, permeability — and adjust mixer water addition, mulling time, and clay feed rate until the sand meets target specs regardless of ambient conditions or shift changes.
Most calibration drift happens in three places: water addition accuracy (nozzles clog or flow meters drift), mulling time consistency (variable-frequency drives lose calibration), and clay dispersion uniformity (worn mixer blades reduce shear). If your sand properties vary batch-to-batch but your PLC logs show stable parameters, the sensors or actuators have drifted, not the control logic.
Pre-Calibration Baseline: What You Need Before You Start
Before adjusting any PLC parameters, establish your current baseline. You can't calibrate toward a target if you don't know where you're starting from.
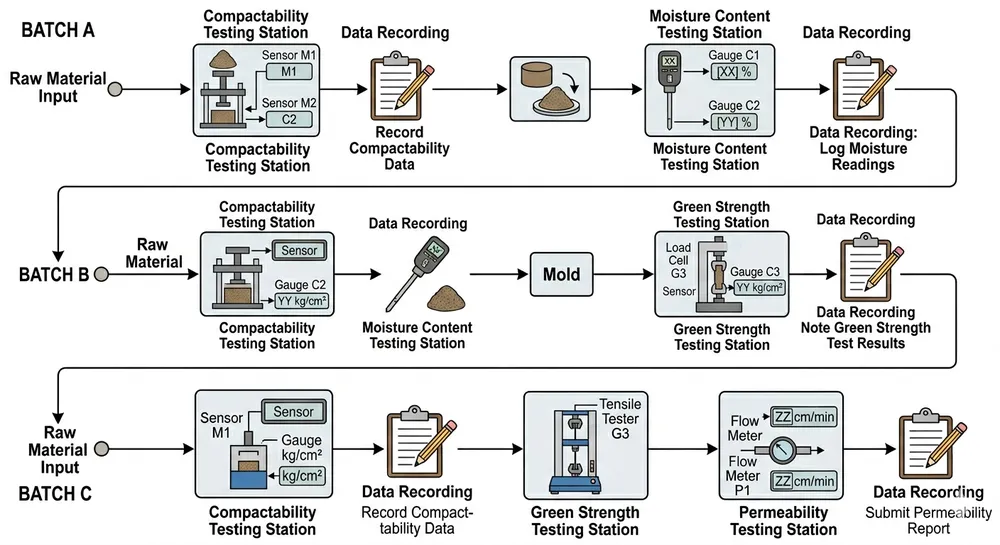
Run three consecutive batches under normal production conditions and test each batch for:
- Compactability (AFS standard test, 3 drops from 2 inches)
- Moisture content (gravimetric method, 105°C oven dry)
- Green compression strength (standard 2-inch diameter specimen)
- Permeability (AFS permeability number)
Record ambient temperature and humidity for each batch. If your three baseline batches show variation greater than ±2% on compactability or ±0.3% on moisture, your line needs calibration. Tighter specs (±1% compactability, ±0.2% moisture) are achievable with proper calibration, and that's what you should target for high-speed molding lines where mold consistency directly affects cycle time.
Check your raw materials before blaming the equipment. If your clay supplier changed bentonite sources or your sand reclamation system is returning contaminated sand, calibration won't fix a feedstock problem. We test incoming clay for methylene blue value and raw sand for AFS grain fineness number — if those drift, adjust your recipe before recalibrating the line.

Step 1: Calibrate Water Addition System
Water addition is the most sensitive parameter in clay sand preparation. A 0.5% moisture error changes compactability by 3-5 points and shifts green strength enough to cause mold handling failures.
Start by verifying your flow meter accuracy. Most preparation lines use magnetic flow meters on the water feed line. Disconnect the line downstream of the meter, run a timed flow test into a calibrated container, and compare actual volume to the PLC reading. If the error exceeds 2%, recalibrate the flow meter or replace it if the sensor has drifted beyond adjustment range.
Check water nozzle condition. Clay particles and mineral deposits clog spray nozzles, reducing flow and creating uneven water distribution inside the mixer. Remove each nozzle, inspect for buildup, and flow-test against the manufacturer's spec. We replace nozzles when flow drops below 95% of rated capacity — partial clogging creates dry pockets in the mix that show up as compactability variation.
Adjust water addition timing. Water should enter the mixer during the initial mulling phase, not dumped all at once. The PLC controls this through solenoid valve timing. For a typical 500 kg batch mixer, we program water addition over 15-20 seconds during the first 30 seconds of mulling. Faster addition doesn't give clay time to hydrate uniformly; slower addition extends cycle time without improving dispersion.
Run a test batch with your corrected water system. Measure moisture content immediately after discharge. Target moisture depends on your clay type and molding process — for sodium bentonite clay sand used in flaskless molding, we typically target 3.0-3.5% moisture. Adjust the PLC water setpoint in 0.1% increments until three consecutive batches hit target ±0.2%.
Step 2: Calibrate Mulling Time and Mixer Speed
Mulling time controls clay dispersion and sand grain coating uniformity. Too short and clay doesn't fully activate; too long and you overheat the sand, driving off moisture and degrading clay performance.
Most preparation line mixers use variable-frequency drives (VFDs) to control rotor speed. Verify actual rotor RPM against the PLC setpoint using a tachometer or strobe light. VFD calibration drifts over time, especially in dusty foundry environments where cooling fans clog and drive electronics overheat. If measured RPM is more than 3% off setpoint, recalibrate the VFD or check for mechanical issues (worn bearings, loose belts).
Standard mulling time for clay sand preparation:
- Initial mixing phase: 30-45 seconds at full speed (disperse clay and distribute water)
- Mulling phase: 90-120 seconds at 70-80% speed (activate clay and coat sand grains)
- Final homogenization: 15-30 seconds at full speed (eliminate lumps)
These times assume a continuous paddle mixer with 500-800 kg batch capacity. Smaller mixers need shorter cycles; larger mixers need longer. The test is sand temperature at discharge — if it exceeds 40°C, you're over-mulling and driving off moisture. If compactability is inconsistent batch-to-batch but moisture is stable, you're under-mulling and clay isn't fully dispersed.
We adjust mulling time based on ambient temperature. In summer (above 25°C), reduce mulling time by 10-15 seconds to prevent overheating. In winter (below 10°C), extend mulling time by 10-15 seconds because clay hydration slows at lower temperatures. The PLC can automate this if you install a temperature sensor in the mixer discharge chute and program seasonal compensation curves.
Step 3: Calibrate Clay Feed Rate and Distribution
Clay feed rate determines bonding strength and sand flowability. Too little clay and molds lack green strength; too much clay and sand becomes sticky, reducing permeability and causing gas defects in castings.
Most preparation lines feed clay through a volumetric screw feeder or belt feeder controlled by the PLC. Calibrate the feeder by running it for a timed interval (60 seconds) and weighing the discharged clay. Compare actual weight to the PLC setpoint. If the error exceeds 3%, adjust the feeder calibration factor in the PLC or check for mechanical issues (worn screw flights, belt slippage, bridging in the hopper).
Clay addition point matters. Clay should enter the mixer before water addition, not after. Adding clay to wet sand creates lumps that don't disperse fully even with extended mulling. We position the clay feed chute to discharge directly onto the mixer rotor, not into the sand stream, so the rotor shear breaks up clay clumps before water activates them.
For sodium bentonite clay, typical addition rates are 8-12% by weight of new sand (not total sand — reclaimed sand already contains residual clay). If you're running 70% reclaimed sand and 30% new sand, your clay addition should be 2.4-3.6% of total batch weight. Adjust based on methylene blue testing of your reclaimed sand — higher residual clay means lower fresh clay addition.
Run three test batches at your calibrated clay feed rate and measure green compression strength. Target values depend on your molding process, but for flaskless molding we typically target 12-16 psi (0.8-1.1 kg/cm²). If strength is low, increase clay addition by 0.5% increments. If strength is high but permeability drops below 100 AFS units, you're over-claying and need to reduce addition or improve clay dispersion.

Step 4: Verify Calibration Across Shift Changes and Ambient Conditions
Calibration isn't complete until you've verified that sand properties hold stable across different operators, shifts, and ambient conditions. This is where most preparation lines fail — they calibrate perfectly during commissioning, then drift within weeks because nobody validated performance under real production variability.
Run a 24-hour validation test:
- Produce batches every hour for 24 hours (or one complete production cycle if you run batch molding)
- Test every third batch for compactability, moisture, green strength, and permeability
- Record ambient temperature and humidity for each test batch
- Log operator changes and any manual adjustments made during the test period
If your sand properties stay within ±2% compactability and ±0.3% moisture across the full 24-hour cycle, your calibration is stable. If properties drift during specific shifts or ambient conditions, you need to add compensation logic to the PLC.
Humidity compensation is critical for clay sand. Sodium bentonite absorbs atmospheric moisture, so your effective clay activity increases in humid conditions and decreases in dry conditions. We program the PLC to reduce water addition by 0.1% for every 10% increase in relative humidity above 50%, and increase water addition by 0.1% for every 10% decrease below 50%. This requires a humidity sensor in the mixing area and a simple compensation algorithm in the PLC — most Siemens and Mitsubishi controllers support this natively.
Temperature compensation affects mulling time. At higher ambient temperatures, clay hydrates faster and sand heats up more during mulling. We reduce mulling time by 5 seconds for every 5°C increase above 20°C baseline. At lower temperatures, extend mulling time by the same increment. This prevents summer batches from overheating and winter batches from under-mulling.
If your validation test shows drift that compensation algorithms don't fix, check for mechanical wear. Worn mixer blades reduce shear intensity, worn feeder screws change clay delivery rate, and clogged water nozzles create uneven moisture distribution. These are maintenance issues, not calibration issues, but they show up as calibration drift.
Calibration Verification Checklist
Use this checklist after completing calibration to confirm your preparation line delivers consistent sand properties:
Water system verification:
- Flow meter accuracy within ±2% of calibrated volume
- All spray nozzles flowing at ≥95% rated capacity
- Water addition timing programmed for 15-20 second delivery during initial mulling
- Target moisture achieved within ±0.2% across three consecutive batches
Mixer system verification:
- Rotor speed within ±3% of PLC setpoint at all programmed speeds
- Mulling time programmed for ambient temperature compensation
- Discharge temperature below 40°C under normal production conditions
- Compactability variation less than ±2% across three consecutive batches
Clay feed system verification:
- Feeder calibration within ±3% of setpoint weight over 60-second test
- Clay addition point positioned before water addition in mixer sequence
- Green strength within target range (typically 12-16 psi for flaskless molding)
- Permeability above 100 AFS units (adjust if clay addition is too high)
Ambient compensation verification:
- Humidity sensor installed and reading accurately
- PLC programmed for ±0.1% water adjustment per 10% humidity change
- Temperature sensor installed in mixing area
- PLC programmed for ±5 second mulling time adjustment per 5°C temperature change
24-hour stability verification:
- Sand properties tested every 2-3 hours across full production cycle
- Compactability variation less than ±2% across all test points
- Moisture variation less than ±0.3% across all test points
- No operator-dependent variation between shifts
When Calibration Isn't Enough: Upstream Material Control
If you've calibrated your preparation line correctly but still see batch-to-batch variation, the problem is upstream. Sand properties depend on feedstock quality, and no amount of calibration fixes inconsistent raw materials.
Clay quality variation is the most common upstream issue. Bentonite suppliers blend material from multiple mines, and methylene blue value can vary ±15% batch-to-batch even within the same product grade. We test incoming clay monthly and adjust addition rates when methylene blue value drifts outside ±5% of baseline. If your supplier can't hold tighter consistency, switch suppliers or negotiate for single-source material.
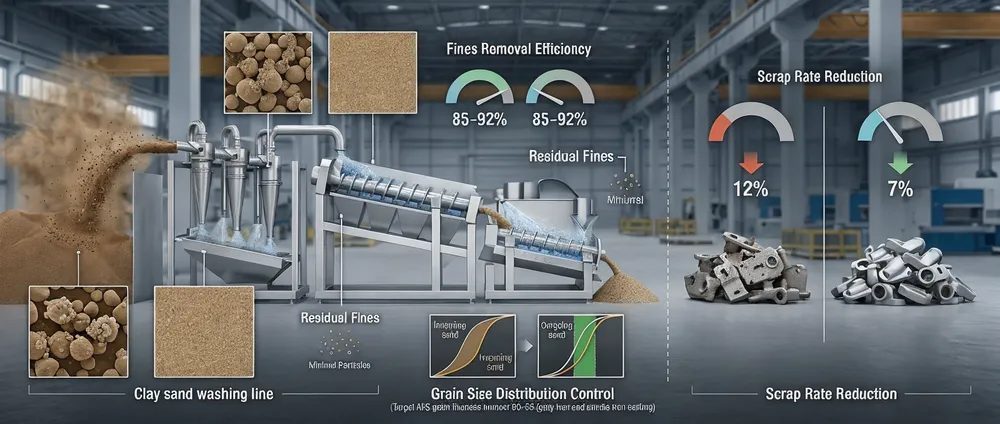
Reclaimed sand contamination shows up as erratic green strength and permeability. If your reclamation system isn't removing fines effectively, you're returning sand with high residual clay content that throws off your preparation line recipe. We target less than 5% fines (below 200 mesh) in reclaimed sand. Higher fines content means you need to reduce fresh clay addition, but that creates a moving target as fines content varies batch-to-batch.
Raw sand moisture content varies seasonally and by storage conditions. Sand stored outdoors absorbs moisture during humid periods and dries out in winter. We store raw sand in covered silos and measure moisture content weekly. If raw sand moisture varies more than ±0.5%, adjust your preparation line water addition setpoint to compensate — the PLC can't measure what's already in the sand before mixing starts.
The preparation line can only work with what you feed it. Calibration controls the mixing process, but material consistency controls the final result. If you're chasing calibration every week, audit your feedstock quality first.
Maintaining Calibration Over Time
Calibration isn't permanent. Mechanical wear, sensor drift, and process changes require periodic recalibration to maintain sand property consistency.
Monthly calibration checks:
- Flow meter accuracy test (timed volume measurement)
- Mixer rotor speed verification (tachometer check against PLC setpoint)
- Clay feeder calibration (60-second weight test)
- Three-batch sand property test (compactability, moisture, green strength)
Quarterly maintenance tasks:
- Water nozzle inspection and cleaning (replace if flow drops below 95%)
- Mixer blade wear measurement (replace when blade height reduces by 10mm)
- VFD cooling fan cleaning (prevents drive overheating and calibration drift)
- PLC sensor calibration verification (temperature, humidity, flow meters)
Annual recalibration:
- Full baseline testing (three-batch property measurement)
- Complete water system calibration (flow meter, nozzles, timing)
- Complete mixer system calibration (speed, mulling time, temperature compensation)
- Complete clay feed system calibration (feeder accuracy, addition rate, distribution)
- 24-hour validation test (verify stability across shifts and ambient conditions)
We track calibration history in the PLC data logs. If you see gradual drift in water addition or clay feed rate over months, that's normal wear. If you see sudden changes, that's a mechanical failure or sensor fault that needs immediate attention.
How TZFoundry Preparation Lines Simplify Calibration
The preparation lines we ship include pre-loaded calibration profiles for common clay types and molding processes. When you commission a line, you select your clay supplier, target moisture range, and molding line speed, and the PLC loads baseline parameters that get you within 80% of target properties on the first batch. You still need to fine-tune for your specific materials and ambient conditions, but you're not starting from zero.
Our PLC programming includes automatic humidity and temperature compensation. The system reads ambient sensors every batch cycle and adjusts water addition and mulling time without operator intervention. This eliminates the shift-to-shift variation that happens when operators manually adjust parameters based on feel rather than measurement.
The 4G remote diagnostics module lets our engineering team access your PLC data and help troubleshoot calibration drift without a site visit. If your sand properties start varying, we can log in, review your parameter history and sensor readings, and recommend specific adjustments. Most calibration issues resolve within 24 hours this way — faster than waiting for a service technician to fly in.
We test every preparation line in our sand reclamation lab before shipment. We run 20 batch cycles with your specified clay type and measure sand properties across the full run. If the line doesn't hold ±1.5% compactability and ±0.2% moisture across all 20 batches, we recalibrate before shipping. You receive calibration test reports with your equipment documentation, so you know exactly what performance to expect during commissioning.
If you're evaluating preparation line suppliers, ask about calibration support. Equipment that ships with generic PLC programming requires weeks of trial-and-error tuning on your factory floor. Equipment that ships pre-calibrated for your materials and process starts producing good sand on day one. The difference is whether the supplier has a sand testing lab and uses it, or just builds mixers and hopes you figure out the rest.
For preparation line specifications, capacity planning, or calibration support, contact our clay sand process engineering team. We'll review your current sand properties, molding line requirements, and ambient conditions, then recommend the preparation line configuration that delivers the consistency you need.

Baocun Zhu is the Senior Clay Sand Process Engineer at TZFoundry in Qingdao. With over 14 years commissioning clay sand molding, reclamation, and preparation lines for export foundries, he turns floor-space constraints and throughput targets into working production systems. His...