A 75% recovery rate on your clay sand reclamation line means you're buying 25% more new sand than necessary. At 500 tons monthly throughput, that's 125 tons of unnecessary sand purchase plus disposal costs for the same volume of waste. Over a year, the gap between 75% and 95% recovery translates to roughly $45,000 in avoidable material costs for a mid-sized foundry — before you factor in the labor cost of handling extra material and the mold property drift that comes from inconsistent sand composition.
Most foundries accept 80-85% recovery as "normal" because that's what their line delivers out of the box. But clay sand reclamation isn't plug-and-play. The equipment ships with generic factory settings that assume average sand composition, average production rates, and average alloy types. Your operation isn't average, and neither should your recovery rate be.
We've commissioned 60+ clay sand reclamation lines across four continents. The gap between a 75% line and a 95% line isn't better equipment — it's correct equipment configuration, systematic validation, and upstream process control. This guide walks through the actual commissioning steps we use to verify 95% recovery before a line ships from our Qingdao facility.
Why Clay Sand Recovery Is Different From Resin Sand
If you've worked with resin sand reclamation, forget most of what you know. Resin sand reclamation is about breaking the resin bond and removing the coating — the sand grains themselves are stable. Clay sand reclamation is about preserving the clay bond while removing metal fines and damaged grains. The clay is both the thing you're trying to save and the thing that makes recovery difficult.
Clay particles are 2-10 microns. They coat the sand grains and provide the green strength your molds need. During casting, some clay burns off. Some gets contaminated with metal oxides. Some migrates into fine dust. A reclamation line that's too aggressive strips away good clay along with the bad. A line that's too gentle leaves contaminated fines in the reclaimed sand, which shows up as mold surface defects three shifts later.
The target isn't 100% recovery. You want to reject the bottom 5% — the fraction that's too contaminated or too fine to contribute useful properties. Chasing 98% recovery usually means you're keeping sand you shouldn't, which degrades your mold consistency. We aim for 95% because that's the point where you're recovering everything worth keeping and rejecting everything that would cause problems downstream.
Step 1: Set Your Crusher Gap Based on Actual Lump Size
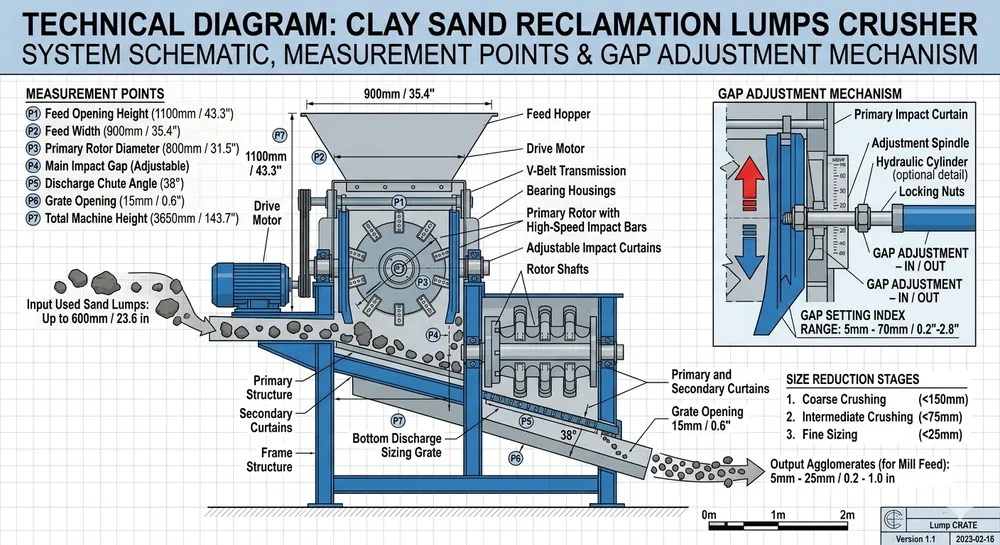
Most recovery rate problems start at the crusher. The crusher breaks up the used sand lumps before they hit the screening and magnetic separation stages. If the gap is too wide, you get incomplete lump breakage and lose recoverable sand to the reject stream. If it's too narrow, you fracture good sand grains and create excess fines.
Measure your actual lump size coming off the shakeout. For typical clay sand molding at 6-8% moisture and 8-10% bentonite, you'll see lumps ranging from 20mm to 80mm depending on compaction pressure and cooling time. Set your crusher gap to 8-12mm for this range. We use 10mm as the starting point for most lines.
Run a test batch and check the crusher output with a 2mm screen. You want less than 3% of the crusher output to be retained on the 2mm screen — that's your incomplete breakage fraction. If you're seeing 5-8% retention, close the gap by 1mm and retest. If you're seeing excessive dust generation (more than 12% passing through a 0.15mm screen), open the gap by 1mm.
The crusher gap drifts over time as the crushing surfaces wear. We check it every 200 operating hours and adjust as needed. A 2mm drift in gap setting can drop your recovery rate by 4-6 percentage points before you notice any change in reclaimed sand properties.

Step 2: Configure Screen Mesh Sequence for Clay Retention
The vibrating screen deck separates reclaimed sand from oversized lumps and undersized fines. Most lines ship with a two-deck configuration: top deck at 2.0mm to catch unbroken lumps, bottom deck at 0.15mm to remove clay dust and metal fines. This works for resin sand. For clay sand, you need a three-deck setup.
Add a middle deck at 0.5mm. This captures the clay-rich fine fraction that's too coarse to be pure dust but too fine to have useful green strength. Without this middle deck, that 0.15-0.5mm fraction either goes back into your reclaimed sand (where it causes mold surface roughness) or gets rejected as waste (where it takes 8-12% of your recoverable clay with it).
The 0.5mm deck should route to a separate collection point. Test this fraction for clay content using the methylene blue test. If it's showing 15-20% active clay, you can reintroduce 30-40% of this stream back into the reclaimed sand. If it's showing less than 10% clay (meaning it's mostly fractured sand grains and metal fines), reject it entirely.
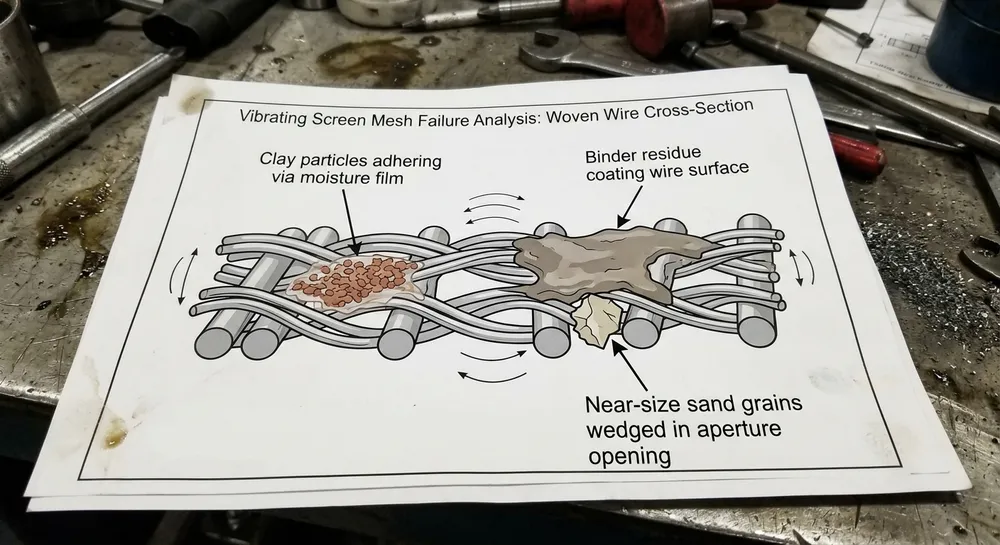
Screen mesh tension matters more than most operators realize. A loose mesh reduces separation efficiency by 15-20%. We tension all screens to 180-200 N/cm using a proper tension meter, not by feel. Check tension weekly for the first month, then monthly after the mesh settles in.
Step 3: Optimize Magnetic Separator Intensity for Your Alloy Type
Metal contamination is the silent killer of clay sand recovery rates. Every gram of metal fines you leave in the reclaimed sand is a gram of sand you'll eventually have to reject when the contamination builds up enough to cause casting defects.
Magnetic separators remove ferrous metal particles. The field intensity needs to match your casting alloy. For gray iron and ductile iron, set the separator to 1200-1500 gauss. For steel castings, increase to 1800-2200 gauss because steel generates finer, harder-to-capture metal particles during shakeout.
Run a test: collect 10kg of sand after magnetic separation, spread it in a thin layer, and pass a handheld magnet over it. You should pull out less than 0.5g of metal fines per kilogram of sand. If you're seeing 1-2g/kg, your separator intensity is too low or the belt speed is too fast. Slow the belt by 20% and retest.
For non-ferrous casting (aluminum, brass, bronze), you need an eddy current separator after the magnetic stage. Non-ferrous metal particles don't respond to magnetic fields. An eddy current separator uses a rotating magnetic field to induce currents in conductive particles, which then get repelled. Set the rotor speed to 2800-3200 RPM for aluminum fines.
We've seen foundries run for months with a failed magnetic separator, wondering why their mold surface finish kept degrading. The metal contamination builds slowly — 0.1% per week — until you hit a threshold where every mold has inclusion defects. By then, you've got 500 tons of contaminated sand in your system and no easy way to clean it out except a full system purge.
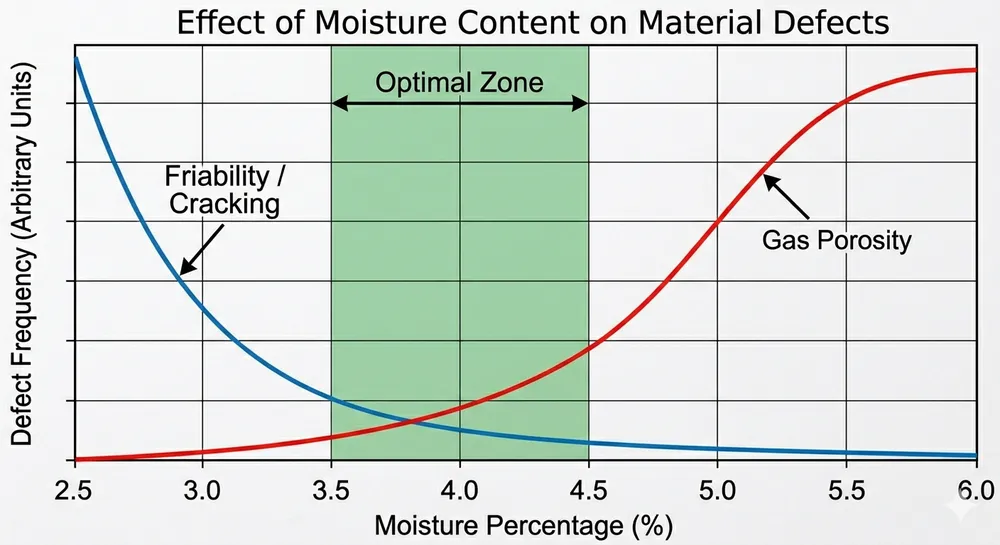
Step 4: Control Moisture Addition at the Mixer
Clay sand needs 6-8% moisture to develop green strength. After reclamation, the sand is dry (typically 0.5-1.5% residual moisture). You need to add water back in at the mixer. This is where most foundries lose another 3-5% of their recovery rate without realizing it.
The problem: uneven moisture distribution. If you dump water into the mixer too fast or in the wrong location, you get wet clumps and dry pockets. The wet clumps don't mix properly and end up in the reject stream. The dry pockets don't develop proper clay activation and produce weak molds.
Install spray nozzles at three points along the mixer length: 25%, 50%, and 75% of the mixer barrel. Use atomizing nozzles, not stream nozzles. Set the total water addition rate to match your sand throughput — for a 20 ton/hour line, that's roughly 1.2-1.4 tons of water per hour, split across the three injection points.
Measure moisture content after mixing using a moisture analyzer, not by hand feel. Target 6.5-7.0% for most clay sand systems. Run the moisture test every 2 hours during production. A 1% moisture drift changes your mold compaction behavior and your sand flowability, which shows up as dimensional variation in your castings.
We add a moisture sensor at the mixer discharge on all our lines now. It costs $800 and saves that much in rejected sand every month by catching moisture control problems before they compound.

Step 5: Validate Recovery Rate Using Mass Balance Testing
You can't manage what you don't measure. Most foundries estimate their recovery rate by comparing new sand purchases to production volume. That method has a 10-15% error margin because it doesn't account for sand losses during handling, spillage, and system holdup.
Run a proper mass balance test every quarter. Here's the procedure we use:
Preparation: Mark all sand input and output points. You need to measure: new sand addition, reclaimed sand returning to the system, sand going to castings, and sand going to waste/reject streams.
Test duration: Run for 8 continuous hours of normal production. Shorter tests don't capture the system's steady-state behavior.
Measurement protocol:
- Weigh all new sand added during the test period
- Collect and weigh all reject streams (crusher oversize, screen undersize, magnetic separator waste)
- Calculate sand consumed in castings based on mold weight and casting weight
- Measure system inventory change (sand level in hoppers and bins at start vs end)
Recovery rate calculation: Recovery Rate = (Sand returned to system) / (Sand input to reclamation) × 100%
Where:
- Sand returned to system = Total reclaimed sand output from the line
- Sand input to reclamation = Used sand from shakeout (excluding sand that went into castings)
A properly configured line should show 94-96% recovery on this test. If you're seeing 88-92%, you've got a configuration problem. If you're seeing 85-88%, you've got an equipment problem (worn screens, failed magnetic separator, incorrect crusher gap). Below 85% means you're likely miscalculating the test itself — check your measurement points.
We run this test on every line before it ships. The test report goes in the commissioning documentation with the actual measured recovery rate, not a theoretical number. When a buyer tells us their line is running at 82% recovery six months after installation, we pull the commissioning report and walk through what changed.
Step 6: Monitor Clay Activity to Prevent Overcycling
Clay sand isn't infinitely recyclable. Every time sand goes through a casting cycle, some clay loses its bonding ability. The clay particles get heat-damaged, contaminated with metal oxides, or mechanically degraded. After 8-12 cycles, the clay activity drops below the threshold where it can produce consistent molds.
This is the upstream problem that no amount of reclamation optimization can fix. If you're trying to recycle sand that's already dead, you'll chase recovery rate targets forever and never hit them.
Test clay activity monthly using the methylene blue test. You're measuring the cation exchange capacity of the clay — essentially, how much active bonding surface area remains. Fresh bentonite should test at 25-30 meq/100g. Reclaimed sand should stay above 18-20 meq/100g. Below 15 meq/100g, the sand needs to be purged and replaced.
Calculate your sand turnover rate: (New sand addition per month) / (Total system sand inventory) × 100%. For a well-managed system, this should be 8-12% per month. If you're adding less than 5% new sand monthly, you're overcycling and your clay activity is probably degrading. If you're adding more than 15% monthly, you've got a recovery rate problem or excessive sand losses somewhere in the system.
We've commissioned lines where the foundry was convinced they had an equipment problem — recovery rate stuck at 78%, mold strength inconsistent, surface finish degrading. Ran the clay activity test and found they were at 11 meq/100g. The reclamation line was working fine. The sand was just exhausted. Purged 40% of the system inventory, brought in fresh sand, and recovery rate jumped to 94% within a week.
Common Recovery Rate Problems and Fixes
Problem: Recovery rate drops from 95% to 88% over 3-4 weeks, no obvious equipment changes.
Diagnosis: Crusher gap has drifted due to wear. Measure the gap — it's probably 2-3mm wider than your original setting.
Fix: Adjust crusher gap back to specification. Replace crusher plates if wear exceeds 5mm.
Problem: Recovery rate is 92% but mold surface finish is getting worse.
Diagnosis: You're recovering contaminated fines that should be rejected. The 0.15-0.5mm fraction is going back into the sand.
Fix: Add or reconfigure the middle screen deck to capture and test the fine fraction separately. Reject it if clay activity is below 10%.
Problem: Recovery rate varies by 5-8 percentage points shift to shift.
Diagnosis: Moisture control is inconsistent. Different operators are adding water differently, or your spray nozzles are clogging.
Fix: Install automated moisture control with feedback from a discharge moisture sensor. Clean or replace spray nozzles.
Problem: Recovery rate is 95% in the test but 85% in production.
Diagnosis: Sand spillage and handling losses during normal operation. The test was run under controlled conditions.
Fix: Check conveyor transfer points, hopper loading procedures, and shakeout collection efficiency. Spillage adds up faster than you think.
Equipment Selection Affects Your Recovery Ceiling
If you're specifying a new reclamation line or upgrading an existing one, understand that equipment choices set your recovery rate ceiling. You can optimize configuration and operation, but you can't exceed what the equipment is physically capable of.
Crusher type: Roller crushers give better control over gap setting and produce less fractured grains than hammer mills. For clay sand, specify a double-roller crusher with adjustable gap and hardened surfaces.
Screen type: Linear motion screens separate more efficiently than circular motion screens for clay sand because the linear motion prevents material from bouncing over the mesh. Specify a three-deck linear screen with independent amplitude control for each deck.
Magnetic separator: Permanent magnet separators are cheaper but lose intensity over time (roughly 10% per year). Electromagnetic separators maintain consistent field strength and let you adjust intensity for different alloys. For lines processing multiple alloy types, the electromagnetic option pays back in 18-24 months through better metal removal and higher recovery rates.
Mixer type: Continuous mixers with variable-speed drives and multiple moisture injection points give you the control needed to hit 95% recovery consistently. Batch mixers work, but they're harder to optimize because every batch is a separate tuning exercise.
We spec all our clay sand processing lines with these components as standard because we've seen what happens when buyers try to save $15,000 on equipment and lose $40,000 per year in recovery rate. The math doesn't work.
Remote Monitoring Catches Problems Before They Cost You
Recovery rate problems don't announce themselves. They drift slowly — 1-2 percentage points per month — until you're 10 points below target and wondering what happened. By then, you've bought several months of unnecessary sand and generated several months of excess waste.
Our lines ship with 4G remote monitoring modules that track crusher gap position, screen vibration amplitude, magnetic separator current, and mixer moisture content. The system logs these parameters every 10 minutes and flags deviations from your baseline settings.
When a crusher gap drifts 1.5mm, you get an alert. When screen amplitude drops 15%, you get an alert. When moisture content varies more than 0.8% from target, you get an alert. You fix the problem that week instead of discovering it three months later during your quarterly mass balance test.
The monitoring system costs $3,200 installed. It typically catches 4-6 configuration drift problems per year that would have cost 2-4 percentage points of recovery rate each. At 500 tons monthly throughput, that's $18,000-25,000 in avoided sand costs annually.
What to Do Next
If your clay sand reclamation line is running below 90% recovery, start with the crusher gap and screen configuration. Those two adjustments account for 60-70% of the recovery rate problems we see during commissioning. Measure your actual crusher gap, compare it to the specification, and adjust if needed. Check your screen mesh configuration and add the middle deck if you're running a two-deck setup.
If you're specifying a new line, send us your sand composition data (grain size distribution, clay type, clay content) and your production parameters (throughput rate, alloy type, mold cycle time). Our engineering team will calculate the crusher gap, screen mesh sizes, and magnetic separator intensity for your specific operation and send back a configuration spec with predicted recovery rate. Most buyers in your situation start with a detailed quote that includes commissioning support and the first quarterly mass balance test.
For lines already in operation, we offer remote commissioning support where we review your current settings, walk your team through the optimization procedure via video call, and verify results using your test data. The typical recovery rate improvement is 6-9 percentage points, which pays for the service cost in the first month of operation.
You can reach our clay sand process engineering team through our contact page or request a detailed technical consultation through our RFQ system.

Baocun Zhu is the Senior Clay Sand Process Engineer at TZFoundry in Qingdao. With over 14 years commissioning clay sand molding, reclamation, and preparation lines for export foundries, he turns floor-space constraints and throughput targets into working production systems. His...