Jaw crusher wear plates in clay sand reclamation lines fail faster than most buyers expect. A foundry running 8-hour shifts can burn through a set of manganese plates in 4-6 months instead of the 12-18 months the supplier quoted. The replacement cost isn't just the plates — it's the downtime, the labor, and the production backup while your crusher sits offline.
I've commissioned over 60 clay sand processing lines, and wear plate life is one of the first conversations after startup. The problem isn't always the plate material. It's how the sand enters the crusher, how moisture affects abrasion rates, and whether anyone's rotating the plates before they're completely worn through on one side.
Why Clay Sand Crushers Eat Through Plates Faster Than Hard Rock Units
Clay sand creates a different wear pattern than quarry rock. The abrasive mechanism combines three factors: silica particle sharpness, clay binder residue that forms a grinding paste when wet, and the fine particle size distribution that works its way into every gap and bearing surface.
Silica content drives the base wear rate. Most reclaimed clay sand runs 85-92% silica by weight. Those angular quartz particles act like grinding compound. In our sand reclamation testing lab, we've measured wear rates 40% higher on clay-bonded sand compared to clean silica sand at the same feed rate, purely because the clay residue holds moisture and turns the crushing zone into a lapping operation instead of impact fracture.
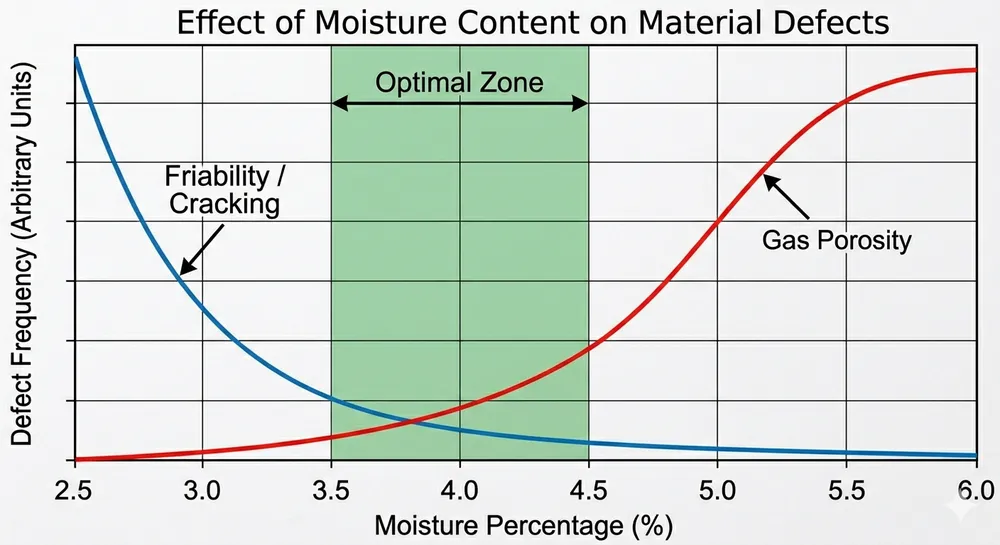
Moisture amplifies abrasive wear. Dry sand fractures cleanly. Wet sand (anything above 3-4% moisture content) forms a slurry that increases contact time between the abrasive particles and the plate surface. We've seen foundries running reclaimed sand at 6-8% moisture — their plates wear through in half the expected service life because the crusher is essentially running a wet grinding process.
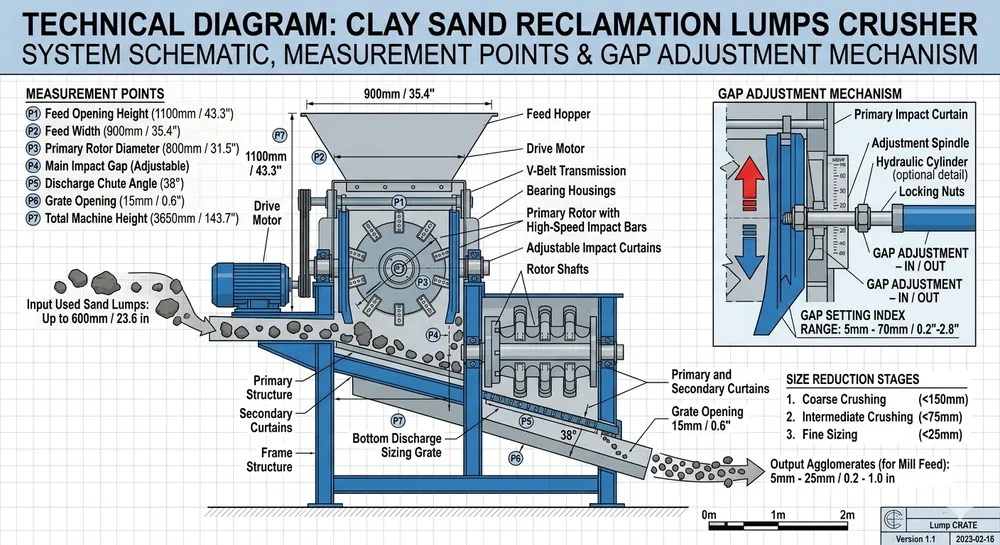
Feed size distribution matters more than peak hardness. A jaw crusher rated for 50mm feed can handle occasional oversize lumps without immediate damage. But if your upstream screening is letting through 30-40% oversize material, the crusher runs in continuous overload. The plates take repeated high-impact hits instead of steady compression cycles, and fatigue cracks start at the mounting bolt holes within 2,000 operating hours.
Clay binder residue is the hidden factor. Even after thermal reclamation, 2-5% clay remains bonded to the sand grains. When that residue gets wet from atmospheric moisture or cooling water carryover, it forms a paste that holds abrasive particles against the wear plate surface during the compression stroke. This is why coastal foundries (higher humidity) report 20-30% shorter plate life than inland facilities running the same equipment and sand type.
Wear Plate Material Selection: High-Mn vs Cr-Mo Alloy vs Martensitic Steel
Not all jaw crusher wear plates are the same material. The three common grades perform differently in clay sand service, and the cost difference only makes sense if you calculate it per ton of sand processed, not per set of plates.
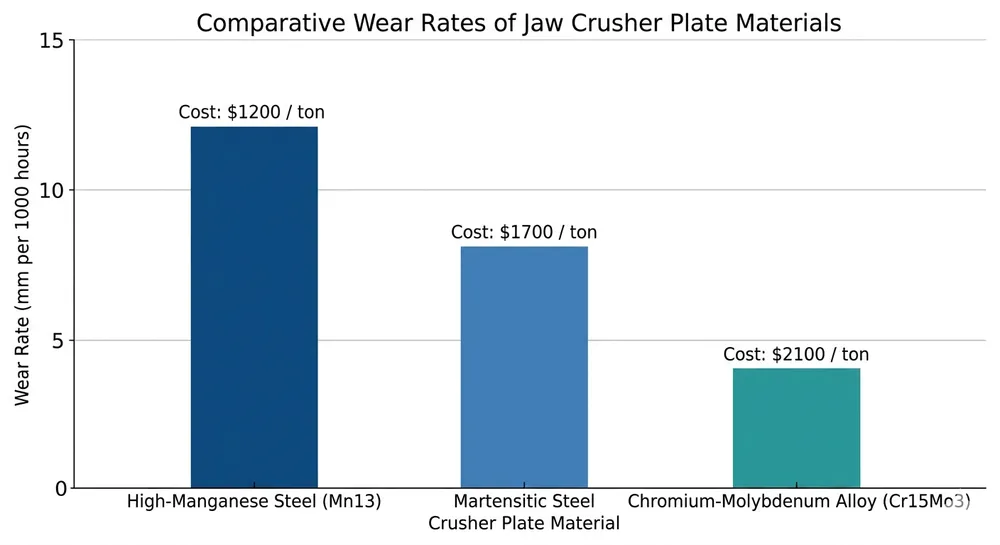
High-manganese steel (Mn13, Mn18) is the standard OEM spec for most jaw crushers. It work-hardens under impact, reaching 450-550 HB surface hardness after break-in. In clean hard rock service, Mn13 plates can run 8,000-12,000 hours. In clay sand reclamation, expect 3,000-5,000 hours because the abrasive wear mechanism doesn't generate enough impact to maintain the work-hardened layer. The surface stays relatively soft (220-280 HB as-cast) and wears by micro-cutting instead of impact deformation.
We've tested Mn13 plates in our sand reclamation lab at 15 tons/hour feed rate with 88% silica clay sand at 4% moisture. Measured wear rate: 0.8-1.2 mm per 1,000 operating hours on the compression face. At that rate, a 40mm thick plate is down to minimum safe thickness (15mm remaining) in 2,500-3,000 hours.
Chromium-molybdenum alloy plates (Cr15Mo3, Cr18Mo2) offer better abrasion resistance through carbide precipitation. These plates run 550-650 HB as-delivered and maintain hardness under abrasive wear. In the same clay sand test conditions, Cr-Mo plates wore at 0.5-0.7 mm per 1,000 hours — roughly 40% slower than Mn13.
The trade-off: Cr-Mo plates cost 60-80% more than Mn13, but if you're processing 50,000 tons annually, the cost per ton processed drops because you're changing plates half as often. For a 250mm x 400mm jaw crusher, Mn13 plates run about $800-1,200 per set. Cr-Mo plates run $1,400-2,000. But Mn13 plates last 3,000 hours (processing ~45,000 tons at 15 tons/hour), while Cr-Mo plates last 5,000 hours (~75,000 tons). Cost per ton: Mn13 = $0.018-0.027, Cr-Mo = $0.019-0.027. The Cr-Mo advantage shows up in reduced downtime and labor, not raw material cost.
Martensitic steel plates (400-450 HB) are the budget option. They're cheaper than Mn13 but wear 50-70% faster in abrasive service. Only use these if your sand volume is low (under 20,000 tons/year) and your labor cost for plate changes is minimal. We don't recommend them for continuous production lines.

The Plate Rotation Protocol That Doubles Service Life
Most foundries run jaw crusher plates until they fail, then replace both sides. That's leaving 40-50% of the plate's usable life on the table. Wear isn't symmetrical — the moving jaw plate wears faster than the fixed plate, and the bottom third of both plates wears faster than the top because that's where the crushing action concentrates.
Rotate plates at 50% wear, not at failure. When the moving plate measures 50% of its original thickness at the maximum wear point (usually 60-80mm from the bottom edge), pull both plates and rotate them 180 degrees vertically. The lightly-worn top section moves to the high-wear bottom position. This gives you another 2,000-3,000 hours before replacement instead of scrapping plates with 15-20mm of usable material still on the top half.
Here's the rotation sequence we recommend for foundries running continuous shifts:
- Initial installation — Mark the top edge of each plate with a center punch or paint marker so you can track orientation.
- First inspection at 1,000 hours — Measure plate thickness at three points: 100mm from top, center, and 100mm from bottom. Record the measurements. This establishes your wear rate baseline.
- Rotation at 50% wear — When the bottom measurement shows 50% thickness loss (typically 2,000-3,000 hours for Mn13 in clay sand), rotate both plates 180 degrees. The old top becomes the new bottom.
- Second rotation at 75% total wear — After another 1,500-2,500 hours, the plates are worn 75% through. At this point, flip the moving plate to the fixed position and the fixed plate to the moving position, then rotate both 180 degrees again. This balances the wear between the two plates.
- Final replacement — When any section measures less than 15mm remaining thickness, replace both plates. Running below 15mm risks catastrophic failure where the plate cracks through and jams the crusher with broken pieces.
The measurement protocol matters. Use an ultrasonic thickness gauge if you have one — it's faster and more accurate than calipers on installed plates. If you're using calipers, measure from the back mounting surface to the wear face through the mounting bolt holes. Don't guess by visual inspection. A plate that looks "about half worn" might be at 60% or 40%, and that 20% difference is 500-800 operating hours.
Rotation downtime is 2-4 hours depending on crusher size. A 250mm x 400mm jaw crusher takes two people about 3 hours to pull the plates, flip them, and reinstall with new mounting bolts. That's 3 hours of downtime to gain 2,000+ hours of additional service life. The math is obvious.
One caution: always replace the mounting bolts during rotation. Reusing bolts is false economy — they're torqued to 400-600 Nm depending on crusher size, and the threads deform under that load. A $15 bolt that fails lets a 50kg plate come loose inside a running crusher. We've seen the aftermath twice, and the repair cost was 20-30x the cost of new bolts.

Feed Control: The Upstream Fix That Protects Your Plates
Wear plate life starts before the crusher. If your upstream screening is inconsistent, your crusher pays the price in accelerated wear and unplanned downtime.
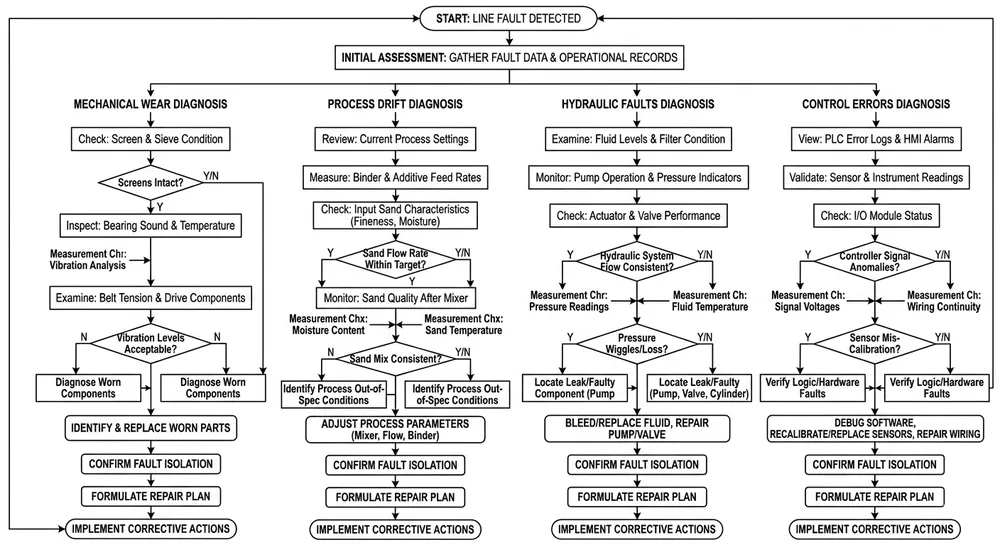
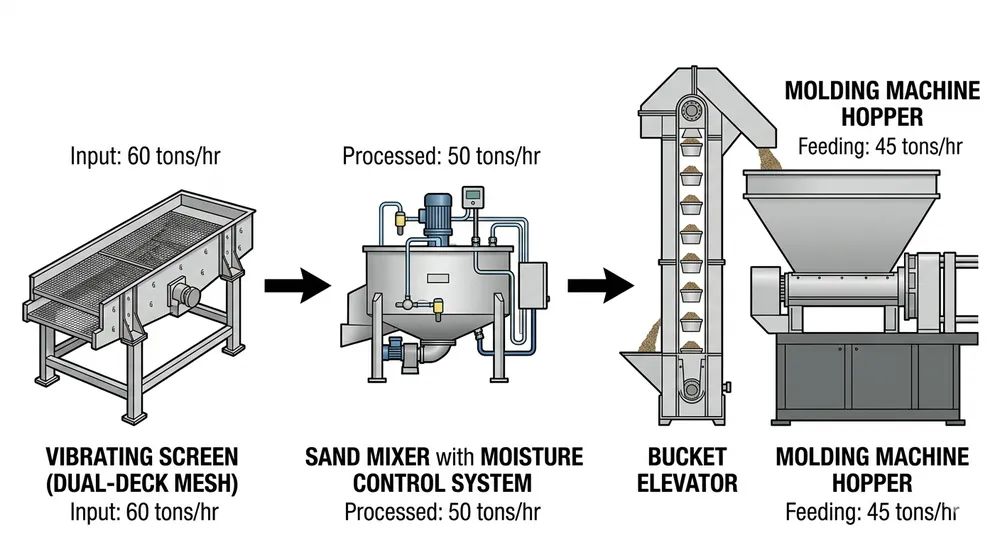
Screen mesh selection determines what reaches the crusher. Most clay sand jaw crushers are sized for 30-50mm feed. If your vibrating screen is running 40mm mesh but the screen deck is blinded (clogged with clay residue), oversize lumps pass through and the crusher runs in continuous overload. We've measured 30-40% faster plate wear on crushers fed by blinded screens compared to clean screens at the same nominal mesh size.
Check your screen deck every shift. Clay residue builds up on the underside of the mesh and reduces effective opening size. A 40mm square mesh can blind down to 25-30mm effective opening within 8 hours of operation if the sand moisture is above 5%. Use a rubber mallet to tap the screen frame — if you hear a dull thud instead of a metallic ring, the deck is loaded with clay and needs cleaning.
Moisture control before crushing reduces abrasive paste formation. If your reclaimed sand is coming off a thermal reclamation unit, it should be under 2% moisture. If it's coming from a wet reclamation process, you need a dewatering step (vibrating screen with drainage deck or a spin dryer) before the crusher. Running sand at 6-8% moisture through a jaw crusher turns the crushing zone into a grinding mill, and your plates wear 40-50% faster.
We've tested this in controlled conditions: same sand composition, same feed rate, same crusher, only variable was moisture content. At 2% moisture, Mn13 plates wore at 0.9 mm per 1,000 hours. At 7% moisture, wear rate jumped to 1.4 mm per 1,000 hours. The wet sand forms a slurry that holds abrasive particles in contact with the plate surface during the entire compression stroke instead of fracturing and falling away.
Feed rate consistency matters more than peak capacity. A jaw crusher rated for 20 tons/hour can handle brief surges to 25-30 tons without damage. But if your upstream conveyor is dumping material in uneven batches — 10 tons for two minutes, then 35 tons for two minutes — the crusher alternates between underload (plates don't work-harden properly) and overload (excessive impact stress). This cycling accelerates fatigue crack formation at the mounting bolt holes.
Install a feed hopper with a variable-speed belt feeder between your screen and your crusher. The hopper buffers the flow and the belt feeder maintains steady tonnage into the crusher throat. A 2-cubic-meter hopper costs $3,000-5,000 installed and extends plate life by 15-20% by eliminating feed surges. For a foundry processing 100,000 tons annually, that's an extra 6-9 months before plate replacement.
Inspection Checkpoints: Catch Problems Before Plates Fail
Jaw crusher plates don't fail suddenly unless something upstream breaks. They wear gradually, and if you're checking the right indicators, you'll see problems developing 500-1,000 hours before failure.
Thickness measurements every 500 operating hours. Use the three-point measurement protocol: 100mm from top, center, 100mm from bottom on both fixed and moving plates. Record the measurements in a logbook or maintenance software. When the bottom measurement shows 50% wear, schedule the rotation. When any point shows less than 15mm remaining, schedule replacement.
Visual inspection for crack initiation. Pull the crusher guards and inspect the plate surfaces every 1,000 hours. Look for hairline cracks radiating from the mounting bolt holes — these are fatigue cracks from impact stress. If you see cracks longer than 20mm, replace the plate immediately. A cracked plate can fracture completely during operation, and the broken pieces jam the crusher and damage the frame.
Check mounting bolt torque every 250 hours. Jaw crusher plates are held by 4-8 bolts torqued to 400-600 Nm depending on crusher size. Vibration loosens these bolts over time. A loose plate shifts during operation, and the mounting holes elongate. Once the holes are elongated, the plate can't be properly secured even with new bolts. Check torque with a calibrated torque wrench, not by feel. If a bolt has loosened more than 10% from spec, remove it and inspect the mounting hole for elongation or cracking.
Monitor crusher discharge particle size. If your crusher is producing finer material than normal (more -5mm fines in the discharge), the plates are worn and the crushing gap has opened up. This is a secondary indicator — by the time you see it, the plates are already at 60-70% wear. But it's useful for catching unexpected wear acceleration from feed problems or material changes.
Listen for abnormal noise. A jaw crusher running normally has a steady rhythmic impact sound. If you hear metallic scraping, rattling, or irregular impacts, shut down and inspect immediately. Scraping means a plate has shifted or a mounting bolt has failed. Rattling means something is loose in the crushing chamber. Irregular impacts mean oversize material is jamming the crusher or a plate has cracked.
We've seen foundries run crushers with cracked plates for weeks because "it still seemed to be working." The plate finally fractured completely, jammed the crusher, bent the toggle plate, and cracked the crusher frame. Repair cost: $18,000 plus three weeks downtime. A $1,200 plate replacement would have prevented all of it.
Cost-Per-Ton Analysis: When Upgrading Plate Material Pays Off
The decision between Mn13 and Cr-Mo plates isn't about upfront cost. It's about total cost per ton of sand processed, including downtime and labor.
Here's the calculation framework for a 250mm x 400mm jaw crusher processing 50,000 tons of clay sand annually:
Mn13 plates:
- Plate cost: $1,000 per set
- Service life: 3,000 hours (45,000 tons at 15 tons/hour)
- Replacement labor: 4 hours at $50/hour = $200
- Downtime cost: 4 hours at $300/hour production value = $1,200
- Total cost per replacement: $2,400
- Replacements per year: 1.1 sets
- Annual cost: $2,640
- Cost per ton: $0.053
Cr-Mo plates:
- Plate cost: $1,700 per set
- Service life: 5,000 hours (75,000 tons at 15 tons/hour)
- Replacement labor: 4 hours at $50/hour = $200
- Downtime cost: 4 hours at $300/hour production value = $1,200
- Total cost per replacement: $3,100
- Replacements per year: 0.67 sets
- Annual cost: $2,077
- Cost per ton: $0.042
The Cr-Mo plates cost 70% more per set but deliver 21% lower cost per ton because you're changing them less often. The real savings is in downtime — one fewer plate change per year saves 4 hours of production downtime worth $1,200.
The break-even threshold is around 30,000 tons annually. Below that volume, the downtime savings don't justify the higher plate cost. Above 30,000 tons, Cr-Mo plates pay for themselves within the first year.
For foundries running multiple shifts or high-value casting production, the downtime cost dominates the calculation. If your crusher downtime costs $500-800/hour in lost production, Cr-Mo plates pay for themselves even at lower annual tonnage.
One factor buyers often miss: plate availability and lead time. Mn13 plates are commodity items — most crusher OEMs and aftermarket suppliers stock them. Cr-Mo plates are often made to order with 4-8 week lead times. If you're switching to Cr-Mo, order a spare set when you place your first order. The inventory cost is less than the cost of waiting 6 weeks for plates while your crusher sits idle.
Sourcing Considerations: OEM vs Aftermarket Plates
Jaw crusher wear plates are available from three sources: the crusher OEM, aftermarket casting suppliers, and local fabrication shops. Quality and fit vary significantly.
OEM plates are the safe choice for critical applications. They're cast to the original design specifications, heat-treated to the correct hardness, and machined to fit without modification. The premium is 30-50% over aftermarket plates, but you're paying for dimensional accuracy and material certification. If your crusher is under warranty or you're running a high-throughput line where downtime is expensive, use OEM plates.
Aftermarket casting suppliers offer plates at 40-60% of OEM pricing. Quality varies. The good suppliers use the same material specs (Mn13, Cr-Mo) and provide material test reports. The marginal suppliers use whatever manganese steel they can source cheaply, and the hardness can be 50-100 HB below spec. We've tested aftermarket plates that were supposed to be Mn13 (220-280 HB as-cast) but measured 180-200 HB — they wore through in 60% of expected service life.
If you're buying aftermarket plates, require material test reports showing chemical composition and hardness. Acceptable Mn13 composition: 1.0-1.4% C, 11-14% Mn, <1.0% Si, <0.05% P, <0.03% S. Hardness: 220-280 HB as-cast, 450-550 HB after work-hardening. If the supplier can't provide test reports, don't buy the plates.
Local fabrication shops sometimes offer to make plates from mild steel or low-alloy steel at 30-40% of OEM cost. Don't do this unless you're running a very low-volume operation (under 10,000 tons/year) and you understand you'll be replacing plates 3-4 times as often. Mild steel plates wear at 2-3 mm per 1,000 hours in clay sand service — they're effectively consumable items that need replacement every 800-1,200 hours.
We manufacture jaw crushers as part of our clay sand processing line systems, and we supply matched OEM wear plates for our equipment. If you're running a TZFoundry crusher, our plates are designed for the specific frame geometry and mounting bolt pattern. For other crusher brands, we can manufacture aftermarket plates to your specifications with material test reports and dimensional verification.
What to Do Next
If your jaw crusher plates are wearing faster than expected, start with the upstream factors: check your screen deck for blinding, measure sand moisture content, and verify feed rate consistency. These fixes cost less than $5,000 and can extend plate life by 20-30%.
If you're already controlling feed conditions and still seeing short plate life, calculate your cost per ton processed and compare Mn13 vs Cr-Mo plates using your actual downtime cost. For most foundries processing over 30,000 tons annually, the upgrade pays for itself in the first year.
For foundries planning new clay sand reclamation lines or replacing aging crushers, we can provide equipment recommendations based on your sand volume, moisture content, and available floor space. Our engineering team will calculate the crusher size, plate material, and maintenance intervals for your specific operation. Contact us at sales@tzfoundry.com or WhatsApp +86 13335029477 with your sand processing volume and current plate life — we'll send back a detailed analysis with factory pricing.

Baocun Zhu is the Senior Clay Sand Process Engineer at TZFoundry in Qingdao. With over 14 years commissioning clay sand molding, reclamation, and preparation lines for export foundries, he turns floor-space constraints and throughput targets into working production systems. His...