You're comparing quotes for a clay sand line, and every supplier lists different equipment configurations at wildly different prices. One quote includes a "sand preparation system" as a single line item. Another breaks it into six separate machines. A third mentions PLC integration but doesn't specify which stations get automated control.
A clay sand making line is a sequence of interconnected stations that prepare sand, form molds, and reclaim used sand for reuse. The equipment list changes based on your target output (molds per hour), casting size range, and floor space — but the core stations remain consistent. Understanding what each machine does and how capacity requirements drive equipment selection prevents over-specifying (and overpaying) or under-specifying (and bottlenecking your line three months after startup).
We've commissioned 60+ clay sand lines across four continents over the past 14 years. The confusion usually starts when buyers try to match equipment lists across quotes without understanding which stations are capacity-critical and which are support functions. This breakdown walks through every major piece of equipment in sequence, explains what it does, and shows you how to evaluate whether the quoted configuration matches your actual production needs.
Sand Preparation Station – Where Consistency Starts
The sand preparation station controls moisture content, clay distribution, and aggregate sizing before sand enters the molding machine. If preparation drifts, every mold downstream pays the price through compaction inconsistency, surface defects, or dimensional variance.
Core equipment:
| Equipment | Function | Typical Specs | Capacity Impact |
|---|---|---|---|
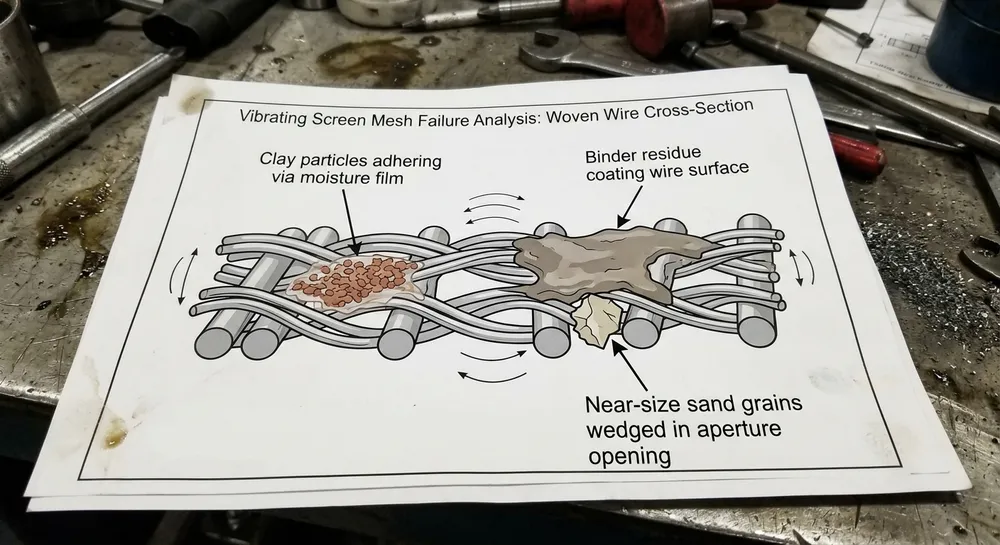
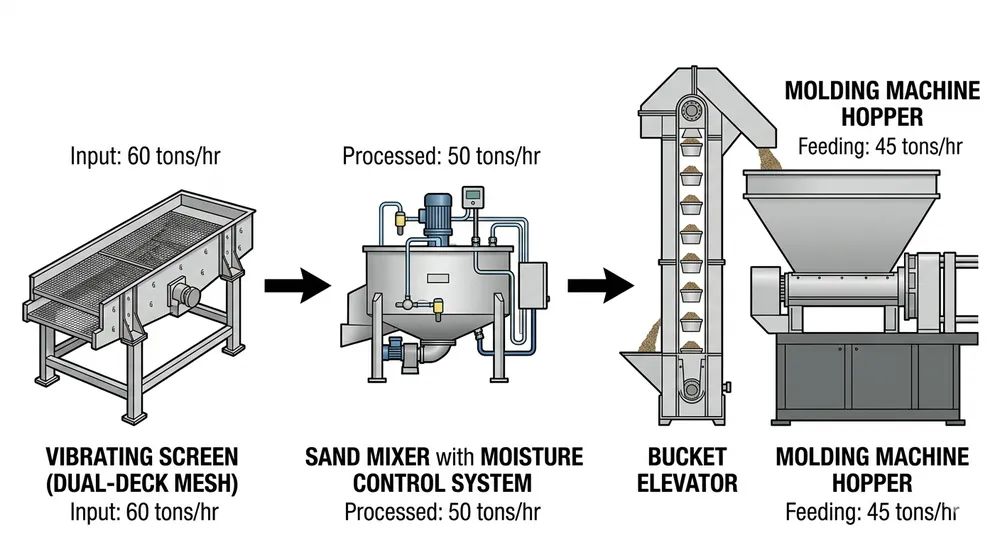
| Vibrating screen | Removes oversized lumps and foreign material | 2-layer, 5mm + 2mm mesh, 3-5 tons/hour throughput | Must match or exceed molding line sand consumption rate |
| Sand mixer | Blends bentonite clay, water, and base sand to target properties | 500-2000 kg batch capacity, 3-8 minute cycle | Batch size determines buffer capacity between molding cycles |
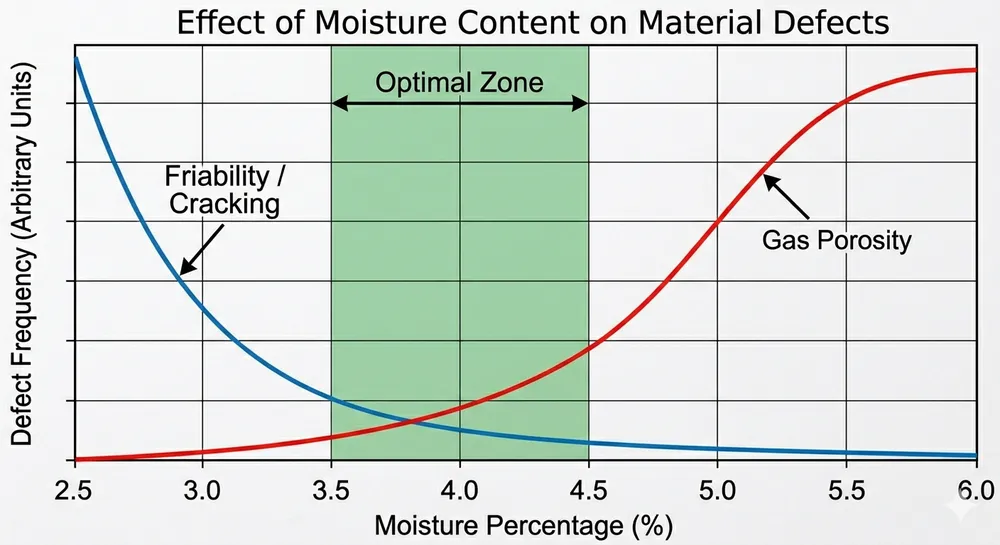
| Moisture control system | Adds water to hit 3-5% moisture target (typical range for green sand) | Spray nozzles or atomizer, ±0.3% accuracy | Poor control = compaction pressure drift within 2-3 hours |
| Conveyor or bucket elevator | Moves prepared sand to molding machine hopper | 5-15 tons/hour capacity, 3-8 meter lift height | Undersized conveyors create molding machine downtime waiting for sand refill |
The vibrating screen is the first quality gate. We run dual-deck screens (5mm top layer catches tramp metal and hardened sand clumps, 2mm bottom layer removes fines that cause gas defects). Single-deck screens save $1,200-$1,800 but let oversized particles through, which jam molding machine sand valves and cause unplanned stops.
Sand mixer capacity determines your buffer against molding line demand spikes. If your molding machine consumes 800 kg of sand per hour and your mixer runs 500 kg batches with an 8-minute cycle, you're producing 3,750 kg/hour — enough headroom to build a reserve. Drop to a 300 kg mixer and you're running batch-to-batch with no buffer, so any mixer delay stops the molding line immediately.
Moisture control matters more than most first-time buyers realize. Green sand molding relies on clay-water bonds for mold strength. Drift from 4.0% to 4.8% moisture changes compaction behavior enough that mold halves don't mate cleanly, creating parting line flash on every casting. Automated spray systems with inline moisture sensors cost $3,500-$6,000 more than manual water addition, but they hold ±0.3% moisture across an 8-hour shift. Manual systems drift ±1.2% because operators adjust by feel, not measurement.

Molding Station – The Capacity Bottleneck
The molding machine is your line's throughput limiter. Everything upstream feeds it, everything downstream waits for it. Molding capacity is measured in molds per hour, and that number determines which equipment variants you need at every other station.
Molding machine types and capacity ranges:
| Machine Type | Output Range | Typical Application | Floor Space | Container Shipping |
|---|---|---|---|---|
| Vertical flaskless | 60-120 molds/hour | Small to medium castings (0.5-50 kg), high-volume production | 8-12 m length × 3-4 m width | Ships in 2-3×40HQ containers |
| Horizontal flaskless | 80-200 molds/hour | Medium castings (5-100 kg), automotive/machinery parts | 15-25 m length × 4-6 m width | Ships in 4-6×40HQ containers |
| Flask-based (manual) | 15-40 molds/hour | Large castings (50-500 kg), low-volume custom work | 6-10 m length × 3-4 m width | Ships in 1-2×40HQ containers |
| Flask-based (automated) | 40-80 molds/hour | Large castings with moderate volume | 12-18 m length × 4-5 m width | Ships in 3-4×40HQ containers |
Flaskless lines dominate export orders because they eliminate flask handling, reduce labor, and run faster. The trade-off: flaskless molds require tighter sand property control (compaction pressure must stay within ±5 bar or mold strength drops below spec). Flask-based systems are more forgiving of sand property variation but need more floor space for flask circulation and storage.
Compaction pressure is the spec that matters most. Vertical flaskless machines typically run 6-8 bar squeeze pressure for small castings, 10-15 bar for medium work. Hydraulic cylinder bore diameter and stroke length determine maximum squeeze force — a 200mm bore cylinder at 150 bar hydraulic pressure delivers roughly 47 kN squeeze force, suitable for molds up to 600mm × 500mm. Larger molds need 250-300mm bore cylinders or dual-cylinder configurations.
Cycle time breaks down into: sand fill (2-4 seconds), compaction (3-6 seconds), mold ejection (2-3 seconds), and table return (1-2 seconds). A machine rated for 80 molds/hour runs a 45-second cycle. If your actual cycle stretches to 55 seconds because sand flow from the hopper is slow, your real output drops to 65 molds/hour — and suddenly your 8-hour shift target becomes unachievable.
PLC control is standard on lines above 60 molds/hour. We use Siemens S7-1200 or Mitsubishi FX5U (buyer's choice) with 7-inch or 10-inch HMI touchscreens. The PLC manages squeeze pressure, fill time, and cycle sequencing. Remote diagnostics run through a 4G module that lets your maintenance team pull error logs and adjust parameters without flying someone to the site. (We added 4G capability in 2018 after a Middle East customer lost two days of production waiting for a technician to arrive and discover a proximity sensor had shifted 2mm out of position — a parameter adjustment that took 30 seconds once diagnosed.)

Sand Reclamation Station – The Hidden Cost Driver
New sand costs $40-$80 per ton depending on your region. A 100-mold-per-hour line consumes roughly 800 kg of sand per hour if you're not reclaiming. That's $256-$512 per day in raw material cost, plus disposal fees for used sand. A reclamation system pays for itself in 4-8 months on lines above 60 molds/hour.
Reclamation equipment sequence:
| Equipment | Function | Key Spec | What Happens If You Skip It |
|---|---|---|---|
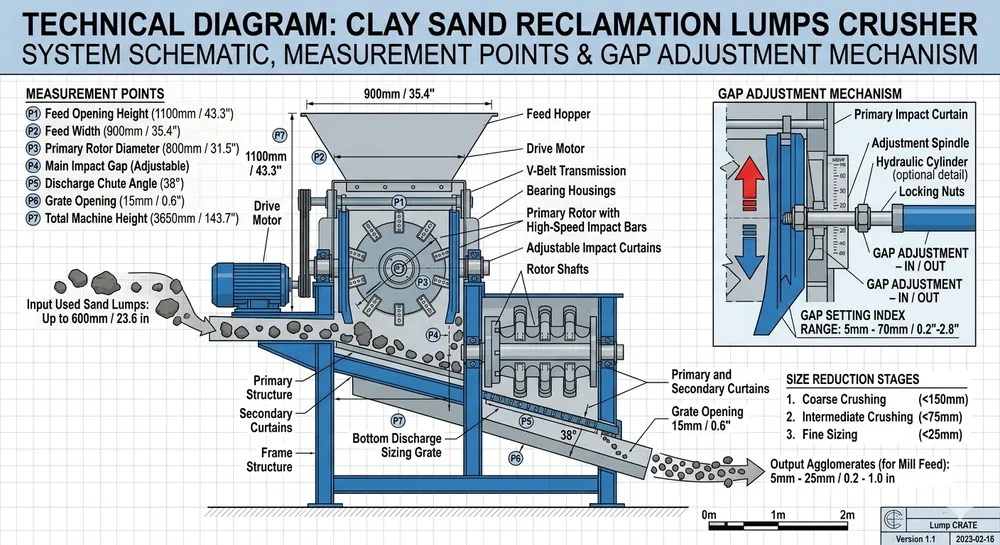
| Lump crusher | Breaks down used molds into manageable aggregate | 50-200 mm output size, 5-10 tons/hour | Sand clumps jam screens and mixers, causing unplanned stops |
| Magnetic separator | Removes ferrous contamination (casting flash, tramp metal) | 1500-3000 gauss field strength | Metal particles damage mixer blades and create mold defects |
| Vibrating screen (reclaim) | Separates reusable sand from oversized waste | 2-3 mm mesh, 3-8 tons/hour | Oversized particles reduce mold compaction quality |
| Cooling system (optional) | Reduces sand temperature from 60-80°C to 30-40°C | Air or water cooling, 20-40°C drop | Hot sand changes moisture behavior and compaction properties |
| Dust collection | Captures airborne fines during crushing and screening | 3000-8000 m³/hour airflow | Workplace dust exposure and equipment contamination |
Recovery rate is the metric that determines reclamation system ROI. A well-configured system recovers 92-96% of sand as reusable material. The 4-8% loss comes from fines (particles below 0.1mm that don't compact well) and contamination that can't be separated. If your quoted system shows 85% recovery, either the equipment is undersized or the supplier is being conservative to avoid warranty claims.
We test every reclamation line in our sand lab before shipment. We run 500 kg of used sand (mixed with metal chips and oversized lumps to simulate real conditions) through the crusher, separator, and screen, then measure particle size distribution and contamination levels in the output. The commissioning report shows actual recovery rate and output sand properties from your specific equipment — not generic spec sheet numbers.
Magnetic separation strength matters more than most buyers realize. A 1500-gauss separator catches large ferrous particles (casting gates, risers) but misses fine metal dust from grinding operations. We spec 2500-3000 gauss separators on lines that cast ductile iron or steel, where metal contamination is higher. The cost difference is $800-$1,200, but it prevents mold surface defects that show up as casting scrap three weeks into production.
Cooling systems are optional on lines below 80 molds/hour. Above that output, sand temperature rises enough (65-75°C) that moisture evaporates faster during mixing, making it harder to hold target moisture content. Air cooling (forced-air heat exchangers) costs $2,500-$4,000 and drops sand temperature by 20-25°C. Water cooling (indirect contact, closed-loop) costs $5,500-$8,000 and achieves 30-40°C drops, but it adds maintenance complexity.
Control System Integration – What "PLC-Controlled" Actually Means
Every supplier claims "PLC control," but the scope varies wildly. Some quotes mean the molding machine has a PLC and everything else runs on manual switches. Others mean the entire line — from sand preparation through reclamation — operates from a single HMI with centralized monitoring.
Control system architecture levels:
Level 1 – Standalone machine control: Each major machine (mixer, molding machine, reclamation crusher) has its own PLC and local control panel. Operators start/stop each station manually. No data logging, no remote access. Lowest cost, highest labor requirement.
Level 2 – Centralized monitoring: All machines connect to a central HMI that displays status and alarms. Operators still start/stop each station manually, but they can see the entire line from one screen. Basic data logging (cycle counts, downtime events). This is the most common configuration on export lines in the 60-120 molds/hour range.
Level 3 – Integrated automation: Central PLC coordinates all stations. Sand mixer starts automatically when molding machine hopper level drops below setpoint. Reclamation system adjusts throughput based on molding line demand. Full data logging with production reports (OEE, downtime analysis, sand consumption tracking). Remote diagnostics via 4G or Ethernet. This level adds $8,000-$15,000 to system cost but reduces labor by 1-2 operators per shift on lines above 100 molds/hour.
We offer Siemens or Mitsubishi PLCs because parts availability matters when you're running a line in Mexico, Turkey, or Vietnam. Siemens S7-1200 series is easier to source in Europe and the Americas. Mitsubishi FX5U is more common in Asia and the Middle East. Both support multilingual HMI (English, Spanish, Arabic, Russian) and Modbus TCP for integration with your facility's existing SCADA system.
Remote diagnostics capability depends on your facility's network policy. If your IT department allows outbound 4G connections, we install a cellular modem that lets our engineering team (or your maintenance staff) access the HMI remotely to pull error logs, adjust parameters, and monitor real-time operation. If your network is isolated for security reasons, we provide a USB data logging system that stores 90 days of operation data for offline analysis.
Auxiliary Equipment – The Pieces That Don't Appear in Capacity Calculations
These systems don't directly affect molds-per-hour output, but skipping them creates operational problems that slow your line down within weeks of startup.
Dust collection system: Clay sand generates airborne dust during mixing, screening, and reclamation. A properly sized dust collector (3000-8000 m³/hour airflow depending on line capacity) keeps workplace air quality acceptable and prevents dust buildup on electrical components. Undersized dust collection doesn't cause immediate failure — it causes gradual problems like proximity sensor false triggers (dust blocks the sensor beam) and PLC cooling fan failures (dust clogs the fan intake). We've seen lines lose 2-3 hours per week to nuisance stops caused by inadequate dust collection.
Compressed air system: Pneumatic cylinders, blow-off nozzles, and control valves need clean, dry compressed air at 6-8 bar. A 100-mold-per-hour line consumes roughly 1.2-1.8 m³/min of compressed air. If your facility already has a compressor with spare capacity, you only need a dedicated air filter/dryer unit ($1,200-$2,000). If you're starting from zero, budget for a 2.5-3.0 m³/min screw compressor ($6,000-$9,000) plus air treatment.
Spare parts kit: We ship a first-year consumables kit with every line: hydraulic seals (molding machine cylinders wear after 200,000-300,000 cycles), proximity sensors (the most common electrical failure point), solenoid valves (sand dust causes coil failures), and PLC I/O modules (backup in case of lightning damage or wiring faults). The kit costs 3-5% of total equipment value but prevents 2-4 week lead times waiting for parts shipment when something fails.
Container Shipping and Modular Design – Why This Matters for Export Buyers
A complete clay sand line weighs 15-25 tons depending on capacity. Shipping cost from Qingdao to Los Angeles runs $8,000-$12,000 for a 40HQ container. To Rotterdam: $6,500-$9,500. To Dubai: $3,500-$5,500. The difference between a line that fits in 2 containers versus 3 containers is $3,500-$12,000 in freight cost alone.
We design equipment frames to fit 40HQ container dimensions (12.03m length × 2.35m width × 2.69m height internal) without wasted space. Molding machines ship with the hydraulic power unit and control cabinet detached and crated separately. Sand mixers ship with the motor and gearbox removed. Reclamation crushers ship with the screen deck disassembled. This isn't about making assembly harder — it's about reducing your landed cost by 8-12%.
Knock-down packaging also reduces customs duty in some markets. Fully assembled machinery may be classified as "complete production equipment" with higher duty rates (8-15% in some jurisdictions). Disassembled components shipped as "machinery parts" sometimes qualify for lower rates (3-6%). Your customs broker can confirm whether this applies in your market, but the modular design gives you the option.
Remote commissioning works if your installation team can read hydraulic schematics and use a multimeter. We provide video call support (WhatsApp or Zoom) where our engineer walks your team through hydraulic line connections, electrical wiring, and initial parameter setup. We've commissioned equipment in 14 countries this way. The limitation: if your team has never installed industrial equipment before, remote support won't be enough — budget for on-site commissioning ($3,500-$6,000 for 5-7 days including travel).

Capacity Planning – Matching Equipment to Your Actual Production Target
The most common sizing mistake: buyers calculate required capacity based on theoretical shift hours without accounting for changeovers, maintenance, and startup/shutdown time. An 8-hour shift delivers 6.5-7 hours of actual molding time on a well-run line.
Capacity calculation example:
Target: 400 castings per day, 2 castings per mold, 8-hour shift
Theoretical requirement: 400 castings ÷ 2 per mold = 200 molds ÷ 8 hours = 25 molds/hour
Actual requirement accounting for 85% OEE: 25 molds/hour ÷ 0.85 = 29.4 molds/hour
Recommended equipment capacity: 35-40 molds/hour (20% headroom for demand growth)
The 85% OEE assumption is realistic for a new line with trained operators. It accounts for: 30 minutes startup/shutdown per shift, 20 minutes planned maintenance (lubrication, inspection), 30 minutes unplanned stops (sand hopper refill delays, minor adjustments), and 20 minutes changeover time if you're running multiple mold patterns.
Headroom matters because adding capacity later is expensive. If you buy a 30-mold-per-hour line and your demand grows to 35 molds/hour within two years, your options are: run overtime shifts (labor cost increase), add a second line (capital cost + floor space), or bottleneck your growth. Buying a 40-mold-per-hour line upfront costs 15-20% more than a 30-mold-per-hour configuration, but it protects your growth path.
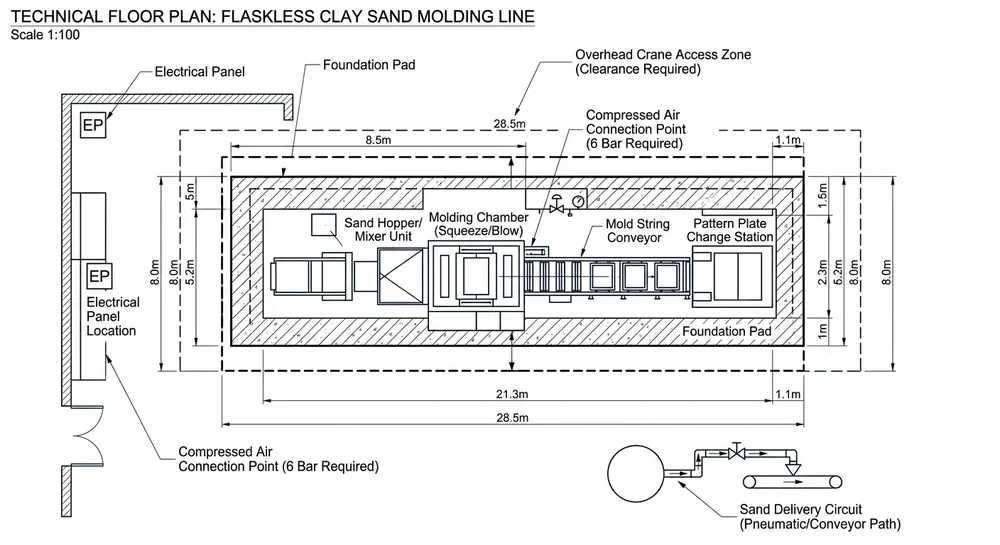
Floor space is the other constraint that buyers underestimate. A 60-mold-per-hour vertical flaskless line needs roughly 120-150 m² including sand preparation, molding, and reclamation stations plus walkways for maintenance access. A 100-mold-per-hour horizontal line needs 200-250 m². If your available floor space is 180 m², a 100-mold-per-hour horizontal configuration won't fit — you'd need to specify a vertical configuration or accept lower capacity.
Equipment Selection by Casting Type and Alloy
Sand property requirements change based on what you're casting. Gray iron and aluminum have different pouring temperatures, solidification rates, and gas evolution characteristics — which means the sand preparation and reclamation equipment needs different configurations.
Alloy-specific equipment considerations:
Gray iron and ductile iron (1350-1450°C pouring temperature):
- Standard bentonite clay content (8-10% by weight)
- Reclamation cooling system recommended above 80 molds/hour (sand temperature rises faster with high-temp alloys)
- Magnetic separation critical (ferrous contamination from casting flash)
Aluminum (700-750°C pouring temperature):
- Lower clay content (6-8%) because aluminum doesn't require as much mold strength
- Reclamation cooling optional even at 100+ molds/hour (lower pouring temp = less heat transfer to sand)
- Magnetic separation less critical but still useful for removing steel shot from surface cleaning operations
Steel (1500-1600°C pouring temperature):
- Higher clay content (10-12%) for mold strength and thermal stability
- Reclamation cooling mandatory above 60 molds/hour (sand temperature can hit 80-90°C)
- Heavy-duty lump crusher needed (steel castings create harder, more consolidated used molds)
We configure sand mixers and reclamation systems based on your primary alloy. If you're casting gray iron today but plan to add aluminum work in two years, we'll spec the mixer for 10% clay content (gray iron requirement) but size the reclamation system for the higher throughput you'll need when running both alloys. This costs 8-12% more upfront but avoids a reclamation system upgrade later.
What to Verify Before You Sign the PO
Most export buyers focus on price per mold-per-hour when comparing quotes. That metric hides the differences that matter. Here's what to verify:
Equipment specifications:
- Molding machine: squeeze pressure (bar), cylinder bore diameter (mm), actual tested cycle time (seconds) — not theoretical
- Sand mixer: batch capacity (kg), cycle time (minutes), motor power (kW)
- Reclamation system: throughput (tons/hour), recovery rate (%), magnetic separator field strength (gauss)
Control system scope:
- Which stations have PLCs? (just molding machine, or entire line?)
- Is the HMI centralized or distributed?
- Does remote diagnostics require your facility network access, or does it use cellular?
Container configuration:
- How many containers? (affects your freight cost directly)
- What assembly is required on-site? (affects your installation labor cost)
- Are hydraulic hoses and electrical cables included, or are they "local supply" items?
Commissioning and training:
- Is commissioning remote or on-site?
- How many days of training are included?
- What language is the training conducted in?
Spare parts and warranty:
- What's included in the first-year spare parts kit?
- Warranty period and what it covers (parts only, or parts + labor + travel?)
- Lead time for spare parts orders after warranty expires
We provide unit-specific commissioning reports that show actual tested performance data from your equipment before it ships. If your molding machine is rated for 80 molds/hour, the report shows the cycle time we measured during factory testing. If your reclamation system is rated for 95% recovery, the report shows the particle size distribution and contamination levels we measured when running 500 kg of test sand through your specific equipment. This isn't a generic spec sheet — it's the performance data from the machines you're receiving.
For buyers evaluating clay sand processing line configurations for the first time, the equipment breakdown above covers the core stations and capacity-critical components. If you're comparing quotes and the equipment lists don't match, focus on the specs that affect throughput (molding machine cycle time, sand mixer batch capacity, reclamation system recovery rate) and the specs that affect reliability (PLC brand, hydraulic component pressure ratings, dust collection airflow). Price per mold-per-hour only matters if the underlying equipment can actually deliver that capacity consistently across an 8-hour shift.
Send us your target output rate, casting size range, and available floor space — we'll spec the exact equipment configuration and provide factory pricing with container shipping cost calculated to your port.

Baocun Zhu is the Senior Clay Sand Process Engineer at TZFoundry in Qingdao. With over 14 years commissioning clay sand molding, reclamation, and preparation lines for export foundries, he turns floor-space constraints and throughput targets into working production systems. His...