A regeneration line that drifts out of spec doesn't announce itself with alarms. It shows up three hours later when your molding line starts producing scrap because the sand moisture climbed from 3.2% to 4.8% and nobody caught it. By then, you've already poured 200 bad molds.
We've commissioned 60+ clay sand systems across four continents, and the pattern is consistent: most regeneration line failures are preventable if you catch the early signs. The expensive failures — complete line stops, contaminated sand batches, downstream mold defects — almost always start as small parameter drifts that maintenance teams miss because they're watching the wrong indicators.
This guide walks through the fault patterns we see most often, the diagnostic steps that actually work on a factory floor, and the baseline parameters you need to prevent small problems from becoming production stops.
Why Regeneration Line Faults Cost More Than You Think
When a regeneration line goes down, the immediate cost is obvious: your molding line stops or switches to virgin sand, which doubles your material cost per casting. But the hidden cost is worse.
Contaminated reclaimed sand that makes it through to the molding line creates defects that don't show up until after pouring. Sand with excessive clay content (above 12% active bentonite) causes mold expansion defects. Sand with moisture drift causes gas porosity. Both problems mean scrap castings, and you don't discover them until the metal is already poured.
We tracked this at a European buyer's facility in 2019. Their regeneration line had a worn attrition mill rotor that nobody noticed because throughput looked normal. Over two weeks, the AFS grain fineness number drifted from 52 to 48 as the mill stopped breaking up clay lumps effectively. The molding line kept running, but their scrap rate climbed from 3% to 11% before they traced it back to the sand quality. The rotor replacement cost €2,400. The scrap castings cost them €47,000.
The lesson: regeneration line problems show up downstream, not at the line itself. Your troubleshooting needs to start before the molding line tells you there's a problem.
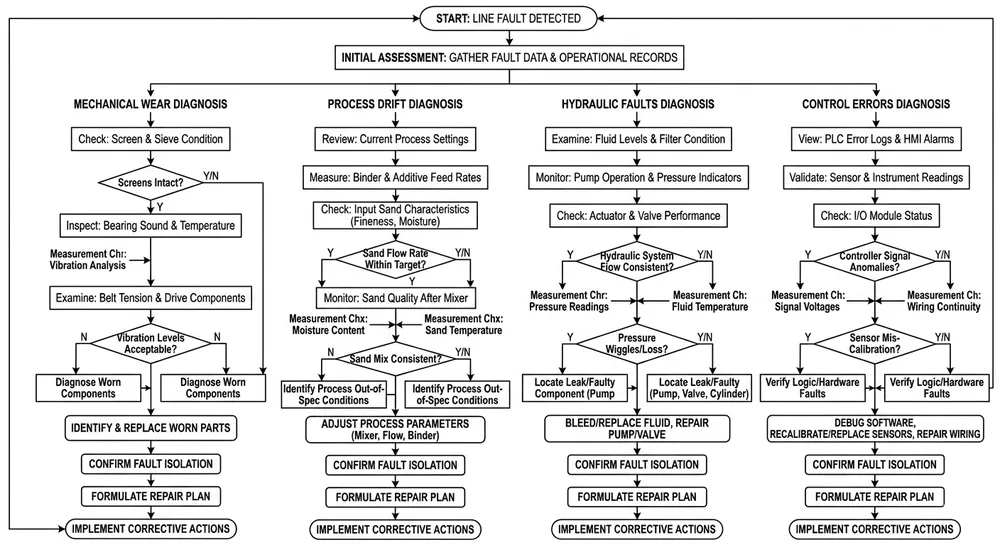
The Four Failure Categories You'll Actually See
Clay sand regeneration line problems fall into four groups, and each one has a different diagnostic pattern.
Mechanical wear failures — bearings, rotors, screen meshes, conveyor belts. These show up as noise changes, vibration, throughput drops, or visible damage. They're the easiest to catch if you're listening.
Process parameter drift — temperature, moisture, residence time, attrition intensity. These are silent. The line keeps running, but the sand quality degrades. You only catch them if you're measuring the right outputs.
Hydraulic and pneumatic faults — pressure drops, valve failures, cylinder leaks. These cause intermittent behavior that's hard to reproduce. The line works fine when you're watching it, then fails an hour later.
Control system errors — PLC faults, sensor drift, communication failures. These trigger alarms, but the alarm codes don't always point to the real problem. A "conveyor overload" alarm might actually be a worn bearing creating drag, not an overload.
Most maintenance teams focus on mechanical failures because they're visible. But in our commissioning experience, process parameter drift causes more production loss because it's invisible until the damage is done.

Mechanical Failures: What to Check First
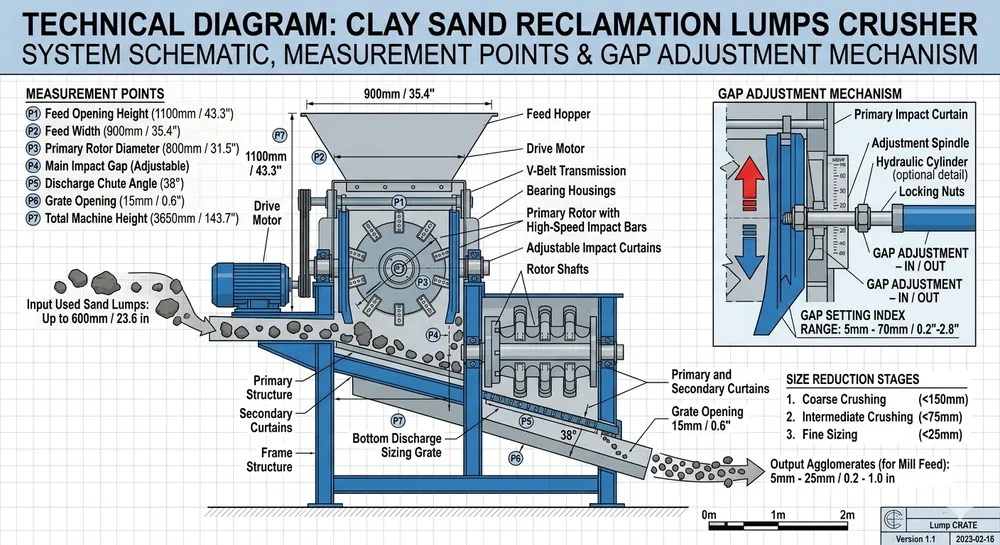
Start with the attrition mill. It's the highest-wear component in the system, and when it degrades, everything downstream suffers.
Rotor wear — the attrition mill rotor should maintain 0.8-1.2mm clearance from the stator. When that clearance opens up to 2mm or more, the mill stops breaking up clay lumps effectively. You'll see this as a drop in AFS grain fineness number (typically 2-3 points below baseline) and an increase in +40 mesh oversize material.
Check rotor clearance every 500 operating hours. On our TZFoundry lines, we use a feeler gauge through the inspection port with the mill stopped. If you're above 1.5mm clearance, schedule a rotor replacement before it affects sand quality. The rotor swap takes 4-6 hours and costs less than one day of scrap castings.
Screen mesh blinding — the vibrating screen that separates reclaimed sand from clay fines will blind over time as clay particles pack into the mesh openings. This shows up as reduced throughput (you'll see sand backing up on the screen deck) and increased moisture in the reclaimed sand (because wet clay isn't separating properly).
We run a simple flow test: measure the sand throughput rate at the screen discharge. On a standard 1.5m × 3m screen handling 15 tons/hour, if your actual throughput drops below 12 tons/hour, the mesh is probably blinded. Pull the screen deck and inspect — if you can't see light through more than 60% of the mesh openings, replace it. Don't try to clean blinded mesh; the labor cost exceeds the mesh cost.
Conveyor belt tracking — misaligned conveyor belts cause spillage, which contaminates your reclaimed sand with floor debris. Check belt tracking weekly. The belt should run centered on the idlers with no more than 50mm lateral drift. If it's rubbing the frame, stop and realign before it tears.
(We learned this one the hard way — a misaligned belt at a Middle East facility ran for three days before it tore. The replacement belt took 10 days to ship, and they lost €35,000 in production while running on virgin sand only.)
Process Parameter Drift: The Silent Killer
This is where most foundries lose money without realizing it. The regeneration line keeps running, but the sand quality slowly degrades until the molding line starts producing defects.
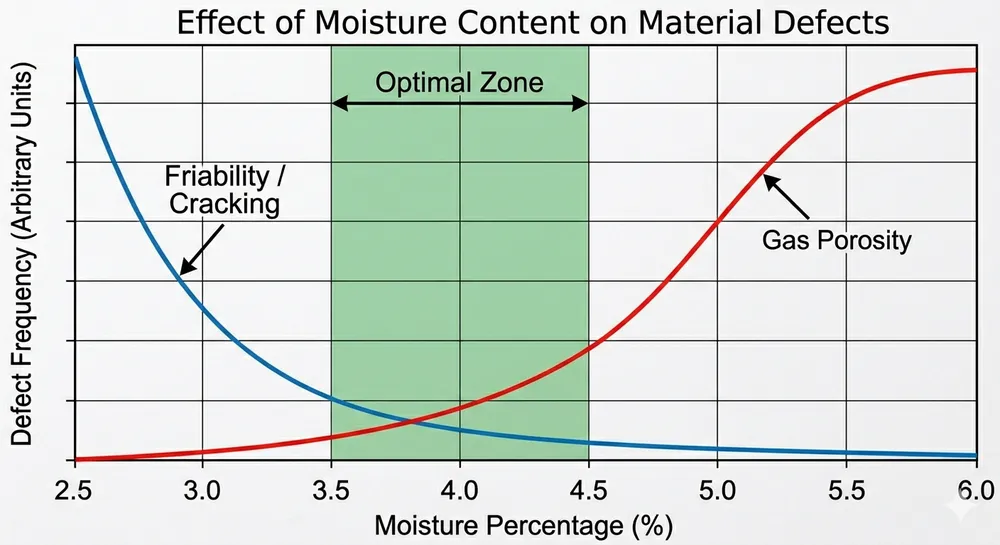
Moisture content drift — reclaimed sand should exit the cooler at 2.8-3.5% moisture for optimal molding performance. If moisture climbs above 4%, you'll see gas defects in castings. If it drops below 2.5%, the sand won't compact properly and molds will be friable.
Moisture drift has three common causes:
- Cooler airflow reduction — dust buildup in the cooler's air intake filters restricts airflow, reducing cooling and moisture removal efficiency. Check and clean filters every 200 operating hours. On our lines, we install differential pressure gauges across the filter bank — when pressure drop exceeds 800 Pa, it's time to clean.
- Ambient humidity changes — if your facility doesn't have climate control, seasonal humidity swings will affect your reclaimed sand moisture. We've seen facilities in Southeast Asia where monsoon season pushes reclaimed sand moisture from 3.2% to 4.5% just from ambient conditions. The fix: increase cooler residence time by 15-20% during high-humidity months, or add a secondary drying stage.
- Water spray system malfunction — some regeneration lines use water sprays for dust suppression. If a spray nozzle sticks open, it adds moisture to the sand stream. Check spray nozzles weekly and replace any that don't shut off cleanly.
Temperature control — sand exiting the attrition mill should be 60-75°C. If it's running hotter (above 80°C), the attrition intensity is too high and you're over-grinding the sand, which creates excessive fines. If it's running cooler (below 55°C), attrition intensity is too low and clay lumps aren't breaking up.
We measure this with an infrared thermometer at the mill discharge. If temperature is out of range, adjust the mill rotor speed — increase speed by 5% if temperature is low, decrease by 5% if it's high. Make small adjustments and wait 30 minutes for the system to stabilize before measuring again.
AFS grain fineness drift — this is your primary sand quality indicator. Baseline AFS grain fineness for reclaimed clay sand should match your virgin sand spec, typically 50-55 for most foundry applications.
Test AFS grain fineness daily. If you see a 3-point drop (e.g., from 52 to 49), your attrition mill isn't working effectively — check rotor clearance and mill speed. If you see a 3-point increase (e.g., from 52 to 55), you're over-grinding and creating too many fines — reduce mill speed or throughput rate.

Hydraulic and Pneumatic Troubleshooting
Hydraulic systems on regeneration lines typically control screen vibration intensity and conveyor tensioning. Pneumatic systems control dust collection valves and material flow gates.
Hydraulic pressure drops — the vibrating screen's hydraulic drive should maintain 120-140 bar operating pressure. If pressure drops below 100 bar, screen amplitude decreases and throughput suffers.
Common causes: hydraulic oil contamination (check oil condition every 1,000 hours and change if it's dark or contains visible particles), pump wear (listen for cavitation noise), or external leaks (inspect all hose connections and cylinder seals).
We install pressure gauges at the pump discharge and at each hydraulic actuator. If pump discharge pressure is normal but actuator pressure is low, you have a restriction or leak in the line between them. If pump discharge pressure is low, the pump needs service.
Pneumatic valve failures — dust collection systems use pneumatic pulse valves to clean filter bags. If a valve fails closed, that filter bag stops cleaning and airflow drops. If it fails open, you waste compressed air and the bag over-cleans, shortening its life.
Most regeneration lines use Siemens or Mitsubishi PLCs that log valve cycle counts. Check the PLC's diagnostic screen — if one valve shows significantly fewer cycles than the others, it's probably failed. Replace it before the filter bag blinds completely.
PLC Error Codes and What They Actually Mean
Modern regeneration lines use PLCs for process control and fault monitoring. The error codes help, but they don't always point to the root cause.
Common Siemens S7-1200 codes we see:
- Error 8501 (Conveyor Overload) — this usually isn't an overload. It's a worn bearing creating drag, a misaligned belt rubbing the frame, or material buildup on the belt. Check mechanical condition before assuming you have a true overload.
- Error 8502 (Screen Vibration Fault) — hydraulic pressure dropped below setpoint. Check hydraulic oil level first, then pressure at the screen actuator. If pressure is normal but the error persists, the vibration sensor might be faulty.
- Error 8503 (Temperature Sensor Fault) — the thermocouple at the mill discharge has failed or lost connection. This is a $45 part that takes 20 minutes to replace. Don't run the line without temperature monitoring — you'll over-grind the sand and not know it until the molding line complains.
Common Mitsubishi FX5U codes:
- Error 6100 (Communication Timeout) — one of the remote I/O modules stopped responding. Check the Ethernet cable connections at the control cabinet. We've seen this caused by loose RJ45 connectors more often than actual module failures.
- Error 6200 (Analog Input Out of Range) — a sensor is reading outside its calibrated range. This usually means the sensor has drifted or failed, not that the process is actually out of range. Verify with a manual measurement before adjusting process parameters.
On TZFoundry lines with 4G remote diagnostics, we can see these error codes in real-time and often diagnose the problem before your maintenance team even gets to the line. If you're troubleshooting a persistent fault, contact your equipment supplier's technical support — they may be able to see data you can't access locally.
The Baseline Parameters You Need to Know
You can't troubleshoot drift if you don't know what normal looks like. When we commission a regeneration line, we run it for 72 hours and record baseline parameters. You should do the same after any major maintenance.
Record these values during stable operation:
- Sand throughput rate (tons/hour) at the reclaim discharge
- Attrition mill rotor speed (RPM) and motor current draw (A)
- Mill discharge temperature (°C)
- Cooler discharge temperature (°C) and moisture content (%)
- Screen vibration amplitude (mm) and frequency (Hz)
- Hydraulic system pressure (bar) at pump and actuators
- Dust collector differential pressure (Pa)
- AFS grain fineness number
- Active bentonite content (%) — test weekly, not daily
Keep these baseline values posted at the operator station. When something feels wrong, compare current readings to baseline. A 10% deviation in any parameter is your signal to investigate before it becomes a problem.
When the Problem Started Before the Regeneration Line
Sometimes the regeneration line isn't the problem — it's just revealing a problem that started upstream.
Contaminated return sand — if your molding line is returning sand contaminated with metal fines, core sand, or foreign material, the regeneration line can't fix that. Metal fines will damage the attrition mill rotor. Core sand (resin-bonded) won't break down in a clay sand regeneration system and will contaminate your reclaimed sand.
Install a magnetic separator before the regeneration line to catch metal fines. Inspect return sand daily for contamination. If you see core sand chunks, your molding line has a process problem — cores are breaking during mold assembly or shakeout.
Excessive clay addition at the mixer — if your sand mixer is adding too much bentonite to compensate for poor reclaimed sand quality, you're creating a cycle: over-clayed sand goes to the molding line, returns to regeneration, can't be fully reclaimed because there's too much clay, goes back to the mixer, gets more clay added. The clay content spirals upward until the sand is unusable.
We've seen this at facilities where the mixer operator has manual control over bentonite addition. The fix: lock in the bentonite addition rate based on your sand system's design spec (typically 8-10% active bentonite for green sand), and don't let operators adjust it without engineering approval. If reclaimed sand quality is poor, fix the regeneration line — don't mask it with more bentonite.
Practical Troubleshooting Sequence
When you get a call that the regeneration line "isn't working right," follow this sequence:
Step 1: Check sand quality first — measure moisture content and AFS grain fineness at the reclaim discharge. If both are in spec, the line is working fine and the problem is somewhere else (probably at the molding line or mixer). If either is out of spec, continue to Step 2.
Step 2: Check mechanical condition — walk the line and listen. Worn bearings make noise. Misaligned belts squeal. Blinded screens sound different (less vibration noise, more material buildup noise). Look for visible wear, leaks, or damage.
Step 3: Check process parameters — measure temperature at mill discharge and cooler discharge. Check hydraulic pressure at the screen actuator. Verify airflow at the dust collector (check differential pressure gauge).
Step 4: Check PLC diagnostics — review error logs for the past 24 hours. Even if the current error cleared, the log will show you if it's a recurring problem or a one-time event.
Step 5: Compare to baseline — pull out your baseline parameter sheet and compare current readings. Focus on the parameters that are furthest from baseline — that's where your problem is.
This sequence takes 20-30 minutes and catches 80% of regeneration line problems. The other 20% require deeper investigation, and that's when you should call your equipment supplier's technical support.
What to Do Next
If your regeneration line is running but you don't have baseline parameters documented, that's your first priority. Run the line during a stable production period and record the values listed above. Post them at the operator station and train your maintenance team to check them weekly.
If you're experiencing recurring faults that you can't diagnose, document the symptoms: what parameters are out of spec, what error codes appear, when the problem occurs (continuously, intermittently, only during certain production conditions). That documentation helps your equipment supplier's technical team diagnose remotely.
For facilities running TZFoundry regeneration lines, our 4G remote diagnostics can often identify the problem before you schedule a service visit. We see the same sensor data your PLC sees, plus historical trends that show when the drift started. Contact our technical support team with your line's serial number and a description of the symptoms.
If you're evaluating regeneration line suppliers for a new installation or replacement, ask about remote diagnostics capability, baseline commissioning documentation, and local spare parts availability. A regeneration line that's easy to troubleshoot is worth more than one with slightly higher throughput but no diagnostic support. We cover supplier evaluation criteria in our guide to clay sand processing line selection.

Baocun Zhu is the Senior Clay Sand Process Engineer at TZFoundry in Qingdao. With over 14 years commissioning clay sand molding, reclamation, and preparation lines for export foundries, he turns floor-space constraints and throughput targets into working production systems. His...