Water bills for a 20-ton-per-hour clay sand washing line can hit $3,000-$5,000 monthly in regions with metered industrial water. That's before you factor in discharge fees or the cost of treating effluent to meet local environmental standards. Most foundries run these lines at 8-12 m³ of fresh water per ton of sand processed — far higher than necessary if the system includes proper recirculation and flow control.
The problem isn't just cost. Regulatory pressure on industrial water use is tightening across North America, Europe, and parts of Asia. Foundries that can't demonstrate water efficiency face permit restrictions or mandatory retrofits. But cutting water consumption the wrong way creates a different problem: incomplete clay removal, inconsistent grain size distribution, and sand that won't hold compaction pressure in the molding line.
We've commissioned over 60 clay sand washing systems in the last 14 years. The ones that balance water reduction with sand quality share three characteristics: closed-loop recirculation with proper settling capacity, variable-frequency pump control that adjusts flow to actual sand load, and turbidity monitoring that prevents over-dilution or under-washing. This guide walks through the engineering logic behind each one.
Why Most Clay Sand Washing Lines Use Too Much Water
Clay sand washing lines typically consume 8-12 m³ of water per ton of sand when running on 100% fresh water feed. That ratio comes from two design assumptions that made sense 20 years ago but don't hold up under current water costs and environmental regulations.
First assumption: continuous high-volume flow ensures complete clay removal. Early washing line designs used fixed-speed pumps running at maximum flow rate regardless of incoming sand load. The logic was simple — more water means more clay gets flushed out. In practice, once you exceed the minimum water-to-sand ratio needed for effective clay suspension (typically 4-6 m³/ton depending on clay content), additional water doesn't improve clay removal. It just increases your water bill and effluent volume.
Second assumption: fresh water is cheap and unlimited. When industrial water cost $0.50-$1.00 per cubic meter, the economics favored simple once-through systems. Discharge to municipal sewer or on-site settling ponds was straightforward. Now industrial water runs $2.00-$4.00 per cubic meter in many regions, and discharge permits require treatment to specific turbidity and suspended solids limits. The cost structure has flipped — recirculation infrastructure pays for itself in 12-18 months at current water rates.
The real issue is that most washing lines were designed without any provision for water reuse. No settling tanks, no flocculation dosing, no turbidity sensors, no variable-frequency drives on the pumps. Retrofitting these components onto an existing line is possible, but you need to understand the minimum water quality requirements for effective clay removal before you start recirculating dirty water back into the wash cycle.
Benchmark Your Current Water Consumption
Before you modify anything, measure your baseline. You need three numbers: total water input per shift, total sand throughput per shift, and the clay content of your incoming sand.
Install a flow meter on your fresh water supply line if you don't have one already. Run the washing line for a full 8-hour shift at normal production rate and record total cubic meters consumed. Weigh or estimate the total tonnage of sand processed during that same shift. Divide water volume by sand tonnage to get your current m³/ton ratio.
For a typical 20-ton-per-hour line running 8 hours, you're processing 160 tons of sand. If your flow meter shows 1,600 m³ consumed, you're at 10 m³/ton. That's the baseline you're trying to reduce.
Clay content matters because it determines the minimum water-to-sand ratio you can achieve without sacrificing wash quality. Sand with 3-5% clay content can be effectively washed at 4-5 m³/ton. Sand with 8-10% clay content needs 6-7 m³/ton to achieve the same residual clay target (typically <2% after washing). If you don't know your incoming clay content, send a sample to a testing lab or use a wet sieve analysis to estimate it. This number sets the floor for how low you can push water consumption.
The third metric is sand quality after washing. Measure grain size distribution and residual clay percentage on your current output. These are your quality benchmarks — any water reduction strategy that degrades these numbers isn't worth implementing. We typically target <2% residual clay and a grain size distribution that matches the molding line's compaction requirements (usually 50-70% in the 0.2-0.6mm range for green sand molding).
Step 1: Add Closed-Loop Recirculation with Proper Settling Capacity
Closed-loop recirculation is the single highest-impact modification. It can cut fresh water consumption by 50-70% without any change to wash quality, provided you size the settling system correctly.
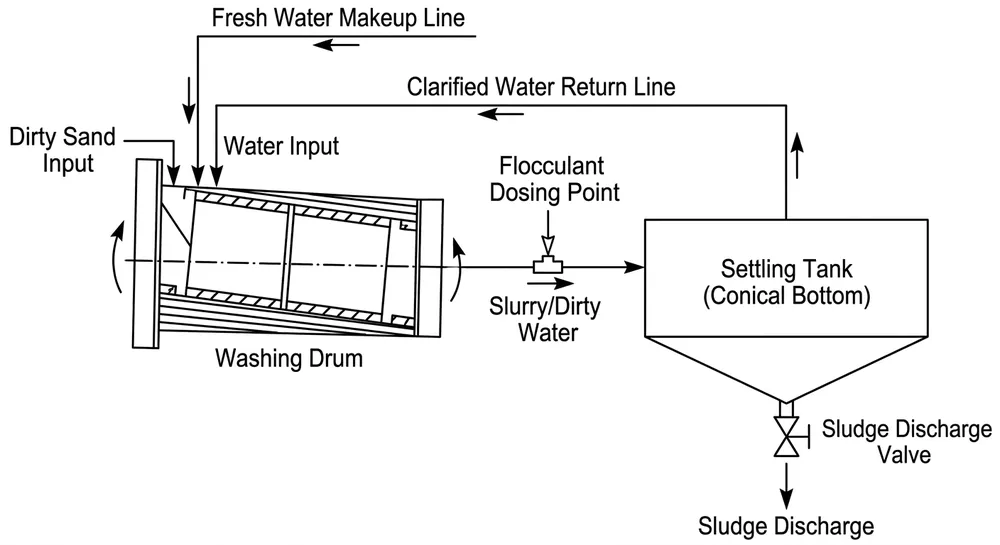
The basic principle: wash water exits the washing drum or vibrating screen carrying suspended clay particles and fine sand. Instead of discharging this water, route it to a settling tank where clay particles settle out (or are accelerated with flocculant). The clarified water at the top of the tank gets pumped back to the washing line. Fresh water makeup only replaces what's lost to evaporation, moisture in the discharged sand, and periodic sludge removal from the settling tank.
Settling tank sizing is where most retrofits fail. The tank needs enough volume to allow clay particles to settle before the water recirculates. Clay particles in the 2-20 micron range settle slowly — you need 20-40 minutes of retention time for gravity settling alone. For a 20-ton-per-hour line consuming 200 m³/hour of water (10 m³/ton baseline), you need a settling tank with 65-130 m³ of effective volume to provide 20-40 minutes of retention.
We've seen buyers try to retrofit recirculation with undersized tanks (20-30 m³ for a 20-ton-per-hour line) and wonder why their recirculated water stays turbid and their sand quality drops. The math doesn't work — the water doesn't have time to clarify before it gets pumped back into the wash cycle. You end up washing sand with clay-laden water, which defeats the purpose.
Flocculation dosing reduces the required tank size by accelerating clay particle agglomeration. Polyacrylamide-based flocculants at 20-50 ppm dosing rate can reduce settling time to 10-15 minutes, cutting your required tank volume in half. The flocculant cost is typically $0.10-$0.20 per ton of sand processed — negligible compared to the water cost savings. We install inline static mixers or mechanical flocculant dosing systems on most of our recirculation retrofits.
The settling tank needs a conical or sloped bottom for sludge removal. Clay sludge accumulates at 5-10% of your sand throughput by weight (depending on incoming clay content). For a 20-ton-per-hour line processing sand with 5% clay content, you're generating roughly 1 ton of wet clay sludge per hour. That sludge needs to be removed periodically (daily or weekly depending on tank size) or it will reduce effective settling volume and eventually get re-suspended into the recirculated water.

Step 2: Install Variable-Frequency Pump Control
Fixed-speed pumps are the second-largest source of water waste. They run at full flow rate regardless of whether the washing line is processing 15 tons per hour or 25 tons per hour. During low-load periods, you're pumping excess water that doesn't contribute to clay removal — it just increases turbulence and water carryover in the discharged sand.
Variable-frequency drives (VFDs) on your recirculation and fresh water makeup pumps let you match water flow to actual sand throughput. The control logic is straightforward: measure sand feed rate (via belt scale or volumetric feeder), calculate required water flow based on your target m³/ton ratio, and adjust pump speed accordingly.
For a line targeting 5 m³/ton with variable sand throughput between 15-25 tons per hour, your water flow needs to range from 75-125 m³/hour. A VFD-controlled pump can modulate across that range automatically. A fixed-speed pump sized for 25 tons per hour runs at 125 m³/hour continuously, wasting 25-50 m³/hour during low-load periods.
The payback on VFD installation is typically 8-12 months at current water rates. VFDs cost $800-$1,500 per pump (depending on motor size), and most washing lines need two: one for the recirculation pump and one for fresh water makeup. Installation and control integration add another $2,000-$3,000. For a line that wastes 30 m³/hour during 50% of operating time (4 hours per shift), you're saving 120 m³ per day. At $3.00 per cubic meter, that's $360 per day or roughly $90,000 annually (assuming 250 operating days per year).
We integrate VFD control with the washing line's existing PLC. The PLC reads sand feed rate from the belt scale, calculates target water flow, and sends a 4-20mA signal to the VFD. Response time is 2-3 seconds, fast enough to track normal throughput variations without lag. The system can also accept manual override if the operator needs to increase wash intensity for unusually high-clay sand batches.
Step 3: Add Turbidity-Based Flow Adjustment
Turbidity sensors in the recirculated water line provide real-time feedback on wash water quality. This lets you fine-tune water flow based on actual clay removal performance, not just theoretical m³/ton ratios.
The sensor measures suspended solids in the clarified water returning from the settling tank. If turbidity stays below 200-300 NTU (nephelometric turbidity units), the recirculated water is clean enough for effective washing. If turbidity climbs above 500 NTU, the settling tank isn't keeping up — either the retention time is too short, the flocculant dose is insufficient, or the incoming sand has higher clay content than usual.
We program the PLC to increase fresh water makeup flow when turbidity exceeds the upper threshold. This dilutes the recirculated water and maintains wash quality until the settling tank catches up. The system can also trigger an alarm if turbidity stays high for more than 30 minutes, indicating a settling system problem that needs operator attention.
Turbidity-based control prevents the most common recirculation failure mode: gradual degradation of wash water quality that goes unnoticed until sand quality drops. Without turbidity monitoring, operators don't know the recirculated water is getting dirtier until they see compaction problems or mold defects downstream. By then, you've processed several hours of substandard sand.
Turbidity sensors cost $1,200-$2,000 installed. They need periodic cleaning (weekly or biweekly depending on water quality) and calibration (quarterly). The maintenance burden is minimal compared to the risk of processing bad sand because your recirculation system drifted out of spec.
How Clay Content Affects Minimum Water Requirements
Clay content percentage in your incoming sand sets the lower limit for water consumption. You can't wash 10% clay sand with the same water-to-sand ratio that works for 3% clay sand — the physics doesn't allow it.
Clay particles need to be suspended in water to separate from sand grains. Suspension requires a minimum water velocity and turbulence level. Higher clay content means more particles competing for suspension, which requires either higher water flow or longer wash time. Since most washing lines run at fixed retention time (determined by drum rotation speed or screen length), the only variable you can adjust is water flow.
We've tested this across dozens of sand compositions in our Qingdao facility. Sand with 3-4% clay content washes effectively at 4.5-5.0 m³/ton, achieving <2% residual clay. Sand with 7-8% clay content needs 6.0-6.5 m³/ton to hit the same residual clay target. Sand with 10-12% clay content (common in some regions) requires 7.5-8.0 m³/ton.
If you try to wash high-clay sand at low water ratios, you'll see two problems. First, residual clay percentage stays above 2.5-3.0%, which causes compaction issues and mold surface defects. Second, grain size distribution shifts finer because you're not removing enough clay to expose the coarser sand grains. Both problems show up as increased scrap rate in the molding line.
The practical implication: know your incoming sand's clay content before you set water reduction targets. If your sand averages 8% clay, don't expect to hit 4 m³/ton without quality loss. A realistic target is 6-6.5 m³/ton, which still represents a 35-45% reduction from the typical 10-12 m³/ton baseline.
Clay content can vary batch-to-batch depending on your sand source. We recommend testing incoming sand weekly and adjusting your target m³/ton ratio accordingly. The PLC can store multiple recipes (low-clay, medium-clay, high-clay) and let the operator select the appropriate one based on the current batch.

Common Mistakes That Waste Water or Ruin Sand Quality
Three mistakes account for most water reduction failures we've seen in the field.
Undersizing the settling tank. Buyers calculate tank volume based on average throughput, then discover their line runs at peak capacity 40-50% of the time. During peak periods, retention time drops below the minimum needed for effective settling, turbidity climbs, and wash quality degrades. Size your settling tank for peak throughput, not average. The incremental cost of a larger tank (maybe $3,000-$5,000 for an extra 20-30 m³ of capacity) is trivial compared to the cost of processing bad sand or having to throttle production to stay within your settling capacity.
Skipping flocculant dosing. Some buyers try to save the $0.10-$0.20 per ton flocculant cost by relying on gravity settling alone. This forces them to build much larger settling tanks (2-3x the volume) or accept longer settling times that limit recirculation rate. The math doesn't work — the capital cost of the larger tank exceeds the lifetime flocculant cost, and you still end up with slower settling and higher turbidity than a properly dosed system. We include flocculant dosing on every recirculation retrofit unless the buyer has a specific reason to avoid it (some regions restrict polyacrylamide discharge, though this is rare).
Running fixed-speed pumps at full flow regardless of load. This is the easiest mistake to fix and the one that delivers immediate payback. If your washing line throughput varies by ±20% during normal operation, you're wasting 20% of your water during low-load periods. VFD installation takes 1-2 days and pays for itself in under a year. There's no technical reason to keep running fixed-speed pumps on a washing line — the control logic is straightforward and the hardware is proven.
Water Consumption at Different Recirculation Rates
The table below shows measured water consumption and sand quality data from three configurations: no recirculation (baseline), 50% recirculation, and 80% recirculation. Data is from a 20-ton-per-hour washing line processing sand with 6% clay content.
| Configuration | Fresh Water (m³/ton) | Total Water Flow (m³/ton) | Residual Clay (%) | Grain Size 0.2-0.6mm (%) | Settling Tank Size (m³) | Flocculant Dose (ppm) |
|---|---|---|---|---|---|---|
| No recirculation (baseline) | 10.0 | 10.0 | 1.8 | 62 | 0 | 0 |
| 50% recirculation | 5.0 | 10.0 | 1.9 | 61 | 80 | 30 |
| 80% recirculation | 2.0 | 10.0 | 2.0 | 60 | 120 | 40 |
Key observations: total water flow through the washing drum stays constant at 10 m³/ton across all three configurations. What changes is the proportion of fresh water vs. recirculated water. Sand quality (residual clay and grain size distribution) remains essentially unchanged — the differences are within normal measurement variation.
Fresh water consumption drops from 10.0 m³/ton to 2.0 m³/ton at 80% recirculation, an 80% reduction. For a 20-ton-per-hour line running 8 hours per day, that's 1,280 m³ of fresh water saved daily. At $3.00 per cubic meter, the daily savings is $3,840 or roughly $960,000 annually (250 operating days).
The 80% recirculation configuration requires a larger settling tank (120 m³ vs. 80 m³) and higher flocculant dosing (40 ppm vs. 30 ppm) to maintain water quality. The incremental capital cost is approximately $15,000-$20,000 for the larger tank and $8,000 annually for the additional flocculant. Payback is under 10 days.
Most buyers land on 70-80% recirculation as the practical optimum. Pushing beyond 80% is possible but requires even larger settling tanks and more sophisticated water treatment (sometimes including filtration or chemical clarification). The incremental water savings don't justify the added complexity for most foundry applications.
When to Retrofit vs. Replace Your Washing Line
If your existing washing line is less than 10 years old and mechanically sound, retrofitting recirculation and VFD control is almost always more cost-effective than replacing the entire line. The retrofit cost is typically $40,000-$60,000 for a 20-ton-per-hour line (settling tank, pumps, VFDs, piping, controls). A new water-efficient washing line costs $180,000-$250,000. At current water rates, the retrofit pays for itself in 6-12 months; the new line takes 2-3 years.
Replace the line if you're facing multiple issues simultaneously: the washing drum or screen is worn and needs replacement anyway, your throughput requirements have increased beyond the existing line's capacity, or you're relocating the line and would need to dismantle and reinstall it regardless. In these cases, the incremental cost of a new water-efficient line vs. a standard line is only $30,000-$50,000, and you get the benefit of modern design (better sealing, integrated controls, modular construction).
We've retrofitted recirculation systems onto washing lines from other manufacturers without major issues. The key requirement is enough floor space adjacent to the washing line for the settling tank (typically 4m x 4m footprint for an 80-120 m³ tank). If you don't have the floor space, you can install the settling tank outdoors or in an adjacent building, though this adds piping cost and complexity.
One scenario where replacement makes more sense than retrofit: if your existing line uses a horizontal drum washer with poor water drainage. Older drum designs let 15-20% of the wash water get carried out with the discharged sand, which increases your fresh water makeup requirement even with recirculation. Modern vibrating screen washers or inclined drum designs reduce water carryover to 5-8%, which improves recirculation efficiency. If your existing line has high water carryover, the economics shift toward replacement.
Equipment Specifications to Request When Sourcing
If you're buying a new washing line or retrofitting an existing one, here are the specifications that matter for water efficiency:
Settling tank volume: Minimum 30-40 minutes retention time at peak throughput. For a 20-ton-per-hour line targeting 6 m³/ton total water flow (120 m³/hour), specify 60-80 m³ minimum effective volume. Add 20-30% for sludge storage capacity.
Flocculant dosing system: Automated dosing pump with flow-proportional control. Target dosing range 20-60 ppm adjustable via PLC. Include static mixer or mechanical agitator for proper flocculant dispersion.
Turbidity sensor: Online turbidity meter in the clarified water return line, 0-1000 NTU range, 4-20mA output to PLC. Specify automatic cleaning (ultrasonic or mechanical wiper) to reduce maintenance.
Variable-frequency drives: VFDs on recirculation pump and fresh water makeup pump, sized for 20-120% of nominal flow rate. Include PLC integration with 4-20mA control signal and feedback.
PLC control: Recipe storage for multiple sand types (different clay content levels), automatic flow adjustment based on sand feed rate and turbidity, alarm outputs for high turbidity or low settling tank level.
Water carryover: Specify maximum 8% moisture content in discharged sand. This limits water carryover and improves recirculation efficiency. Vibrating screen washers or inclined drum designs with dewatering zones achieve this more easily than horizontal drum washers.
We can validate water reduction performance on your actual sand samples before shipment. Send us 50-100 kg of your incoming sand with clay content and target grain size specs. We'll run it through our test washing line at different water ratios and recirculation rates, measure residual clay and grain size distribution, and provide you with the data. This eliminates the guesswork and lets you specify the exact configuration that works for your sand composition.
Our modular system design lets you add the water recycling module to an existing TZFoundry washing line without replacing the full line. The recycling module (settling tank, pumps, flocculant dosing, controls) ships as a separate skid that connects to your existing washing drum or screen via flanged piping. Installation takes 3-5 days. If you bought a TZFoundry washing line in the last 10 years, we have the interface drawings and can provide a retrofit kit with guaranteed compatibility.

What to Do Next
Start by measuring your current water consumption and sand quality baseline. You need those numbers before you can evaluate any water reduction strategy. Install a flow meter if you don't have one, run a full shift at normal production rate, and calculate your m³/ton ratio. Send a sand sample to a lab for clay content analysis and grain size distribution.
If you're at 8-12 m³/ton (typical for lines without recirculation), you can realistically target 2-3 m³/ton with 70-80% recirculation, VFD control, and turbidity monitoring. That's a 70-80% reduction in fresh water consumption and a 12-18 month payback at current water rates.
If you're evaluating a retrofit vs. a new line, the decision comes down to your existing line's age and condition. Lines less than 10 years old with good mechanical condition favor retrofit. Lines older than 15 years or with worn drums/screens favor replacement, especially if you're also increasing throughput capacity.
Send us your current sand specs (clay content percentage, target grain size distribution, throughput rate in tons per hour) and your facility's water constraints (available floor space for settling tank, discharge permit limits, current water cost per cubic meter). We'll run the numbers and send back a customized water reduction assessment with equipment recommendations and factory pricing. If you want validation testing on your actual sand, ship us a 50-100 kg sample and we'll provide measured performance data at different recirculation rates before you commit to the purchase.

Baocun Zhu is the Senior Clay Sand Process Engineer at TZFoundry in Qingdao. With over 14 years commissioning clay sand molding, reclamation, and preparation lines for export foundries, he turns floor-space constraints and throughput targets into working production systems. His...