Most foundries lose 3-6 weeks of production capacity during a poorly planned flask-to-flaskless transition. The equipment arrives, the installation crew discovers the floor can't handle the compaction press load, and your casting orders stack up while you scramble for structural reinforcement. Or the sand reclamation loop can't maintain the tighter moisture band flaskless molding requires, and you spend two months chasing mold defects instead of shipping castings.
I've commissioned 60+ clay sand lines across four continents. The transitions that go smoothly start with an infrastructure audit six months before the equipment ships, not the week it arrives. The ones that cost money start with assumptions about ceiling height, hydraulic capacity, or sand system compatibility that turn out to be wrong after the line is half-installed.
This guide walks through the pre-transition checks, sand system adjustments, and phased conversion approach that keep your production running while you make the switch.
Why Flask-to-Flaskless Transitions Fail
The equipment itself isn't the problem. Flaskless molding lines are mechanically simpler than flask-based systems — fewer moving parts, no flask handling, no pattern plate changes. The failures happen in three places: infrastructure assumptions, sand property mismatches, and production planning gaps.
Infrastructure assumptions kill timelines. A flaskless vertical molding line applies 180-220 bar compaction pressure through a 1.2-meter press plate. That's 25-30 tons of point load hitting your floor every 20 seconds. If your facility was built for flask molding (which spreads load across a larger footprint), the floor slab may not handle it. We've seen foundries discover this during test runs, then spend four weeks pouring reinforced concrete pads while the new line sits idle.
Ceiling height is the other common miss. Horizontal flaskless lines need 4-5 meters of clearance. Vertical lines need 7-8 meters for the sand hopper and compaction cylinder stroke. If your building has 6-meter ceilings and you ordered a vertical line, you're either modifying the building or returning the equipment. (We now ask for facility drawings before quoting — this mistake is expensive for everyone.)
Sand property mismatches show up after installation. Flask molding tolerates 3.5-4.5% moisture content and 6-8% bentonite because the flask constrains the mold. Flaskless molding compacts sand into a free-standing block, so the property window tightens: 3.0-3.5% moisture, 7-9% bentonite, and compactability above 45%. If your current sand system drifts outside that range, your flaskless molds will slump, crack, or lose dimensional tolerance.
The reclamation loop matters more on flaskless lines. Flask molding can run with 15-20% new sand addition per cycle because the flask compensates for inconsistent sand properties. Flaskless molding needs 90-95% reclaimed sand with tight property control, or you're buying new sand at a rate that destroys your cost-per-casting economics.
Production planning gaps create the 3-6 week capacity loss I mentioned. Most foundries try to swap the entire molding line in one weekend shutdown. The new equipment arrives, the old line comes out, installation starts — and then you discover the hydraulic supply can't deliver 120 liters/minute at 200 bar, or the PLC can't interface with your existing sand mixer controls, or the conveyor heights don't match and castings pile up at the shakeout station.
A phased transition — run one flaskless line alongside your existing flask line for 2-4 weeks — catches these problems while you still have backup capacity.
Pre-Transition Infrastructure Audit
Run this audit 4-6 months before the flaskless line ships. Waiting until the equipment is on-site turns every "no" into a delay.
Floor Loading Capacity
Flaskless molding presses apply concentrated loads. You need to verify:
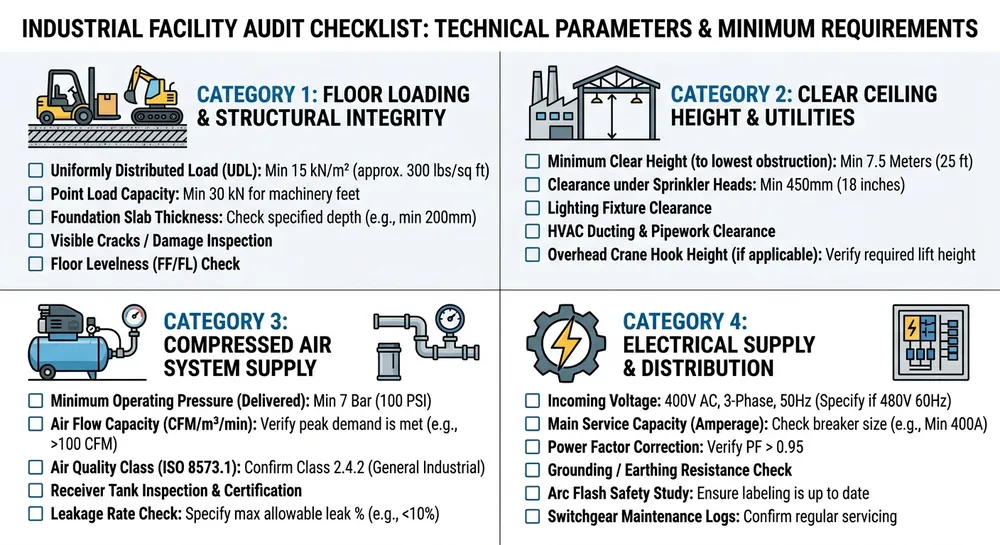
- Slab thickness and reinforcement: Minimum 300mm reinforced concrete for vertical press installations. If your floor is 200mm poured-in-place with light rebar, you'll need localized reinforcement pads.
- Soil bearing capacity: 150-200 kPa minimum for the press footprint. If your facility sits on fill or clay subsoil, get a geotechnical report. We've seen installations where the press slowly settled 15mm over six months, throwing the mold alignment out of tolerance.
- Vibration isolation: Flaskless presses generate 2-3 Hz vibration during compaction. If your QC lab or electrical control room shares the same floor slab, you'll need isolation pads or separate foundations.
Most structural engineers can assess this in 2-3 hours with a concrete coring tool and the press load specifications. Send them the equipment footprint drawing and rated compaction force — we include this in every quotation package.
Ceiling Height and Overhead Clearance
Measure from finished floor to the lowest overhead obstruction (HVAC ducts, crane rails, roof trusses). Then compare:
- Horizontal flaskless lines: 4.5-5.0 meters minimum clearance for sand hopper and maintenance access
- Vertical flaskless lines: 7.0-8.0 meters minimum for compaction cylinder stroke and hopper height
- Overhead crane coverage: If your line needs a 5-ton crane for pattern changes or maintenance, verify the crane hook can reach the press centerline at full height
If you're 0.5 meters short, don't assume you can modify the line. Shortening a compaction cylinder stroke reduces your maximum mold height, which limits the castings you can produce. Relocating the sand hopper affects fill time and compaction uniformity. It's usually cheaper to raise the roof or move to a different building bay.
Compressed Air Supply
Flaskless lines use pneumatic cylinders for mold ejection, pattern clamping, and blow-off nozzles. Typical consumption:
- Flow rate: 8-12 m³/hour at 6-8 bar during operation
- Peak demand: 15-20 m³/hour during startup and pattern changes
- Air quality: ISO 8573-1 Class 4 or better (oil-free, dry air to prevent valve sticking)
If your current compressor runs at 90% duty cycle to supply your flask line, adding a flaskless line will overload it. Budget for a second compressor or upsize the existing unit. We've seen foundries try to run flaskless lines on undersized air supply — the mold ejection cylinders slow down, cycle time increases 15-20%, and you lose the throughput advantage you paid for.
Electrical Supply and Control Integration
Flaskless lines pull 40-60 kW during compaction cycles (hydraulic pump motor, PLC, HMI, conveyors). Check:
- Available power: 80-100 kVA transformer capacity to handle startup inrush and continuous load
- Voltage stability: ±5% maximum variation during compaction cycles. If your facility has voltage sag issues (lights dim when heavy equipment starts), install a dedicated transformer or voltage regulator for the molding line.
- PLC compatibility: If you're integrating the flaskless line with existing sand mixers, reclamation systems, or pouring automation, verify the control protocols match. Siemens S7 PLCs can talk to most systems via Profibus or Ethernet/IP. Older relay-logic controls may need a protocol converter.
We provide control interface drawings with every line, but you need to share your existing system architecture before we finalize the PLC programming. Discovering a protocol mismatch during commissioning adds 1-2 weeks to startup.

Sand System Compatibility Assessment
Flaskless molding demands tighter sand property control than flask-based systems. If your current sand preparation and reclamation can't hold the required ranges, you'll chase mold defects for months.
Bentonite Content and Moisture Control
Flask molding tolerates wide property bands because the flask constrains the mold. Flaskless molding compacts sand into a free-standing block, so the window narrows:
| Property | Flask Molding Range | Flaskless Molding Range |
|---|---|---|
| Moisture content | 3.5-4.5% | 3.0-3.5% |
| Bentonite content | 6-8% | 7-9% |
| Compactability | 40-50% | 45-55% |
| Green compression strength | 80-120 kPa | 100-140 kPa |
If your sand system drifts ±0.5% on moisture, you're outside the flaskless window half the time. Molds will slump during handling, crack during pouring, or lose dimensional tolerance. You need continuous moisture monitoring (capacitance or microwave sensors) and automatic water addition to hold ±0.2% variation.
Bentonite content affects mold strength and surface finish. Too low (below 7%), and molds crack during ejection. Too high (above 9%), and you get surface defects from excessive gas evolution during pouring. Most foundries running flask lines don't measure bentonite content continuously — they add makeup bentonite based on weekly lab tests. Flaskless lines need real-time monitoring or at least daily methylene blue tests to catch drift before it shows up as scrap castings.
Reclamation Loop Adjustments
Flask molding can run with 15-20% new sand addition per cycle because property variation gets averaged out across multiple mold cycles. Flaskless molding needs 90-95% reclaimed sand with consistent properties, or your cost-per-casting economics fall apart.
Your reclamation system needs to deliver:
- Thermal reclamation: 600-650°C to burn off residual binder and restore clay activity. If you're running mechanical reclamation only (attrition mills), the sand gradually loses strength and you'll need 25-30% new sand addition to compensate.
- Magnetic separation: Remove metallic contamination below 0.1% by weight. Flaskless molds have thinner walls than flask molds (30-40mm vs 50-60mm), so metal inclusions cause more frequent burn-through defects.
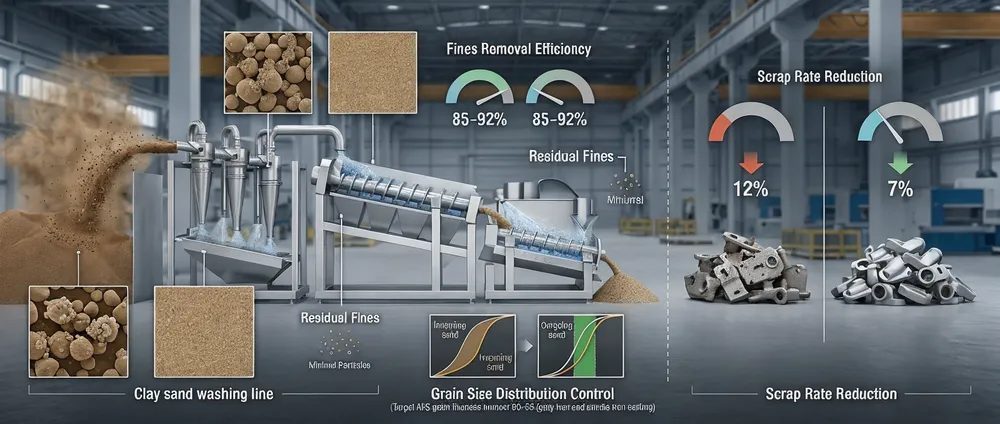
- Screening efficiency: 95%+ removal of oversize lumps and fines. Flaskless compaction is sensitive to grain size distribution — too many fines reduce permeability and cause gas defects, too many coarse grains reduce surface finish.
If your current reclamation system can't hit these targets, budget for upgrades before the flaskless line arrives. We've seen foundries install a $300,000 flaskless line, then discover they need another $150,000 in reclamation equipment to make it work. (That conversation is easier to have during the quotation phase, not after the line is commissioned.)
Sand Testing and Control Frequency
Increase your sand testing frequency during the transition:
- Moisture and compactability: Every 2 hours during production (automated sensors preferred)
- Bentonite content: Daily methylene blue tests minimum, shift-by-shift if you're seeing mold defects
- Green compression strength: Daily tests, with immediate corrective action if results fall outside 100-140 kPa range
- Grain size distribution: Weekly sieve analysis to catch reclamation system drift
Most foundries resist this level of testing because it feels like overkill. It's not. Flaskless molding converts sand property variation directly into mold defects. Flask molding hides those problems until they're severe. The testing frequency pays for itself in reduced scrap rates.
Phased Transition Approach
The fastest way to lose production capacity is trying to swap your entire molding line in one shutdown. Run a pilot phase instead.
Phase 1: Parallel Operation (2-4 Weeks)
Install the flaskless line alongside your existing flask line. Run both systems simultaneously on different casting families:
- Flaskless line: Start with simple castings (flat plates, basic brackets, low-complexity cores) to validate cycle time, mold quality, and sand system performance
- Flask line: Continue running complex castings and high-volume production to maintain customer deliveries
This phase catches infrastructure problems while you still have backup capacity. If the flaskless line's compaction pressure causes floor settlement, or the sand moisture control can't hold tolerance, or the conveyor speeds don't match your pouring rate — you're finding out while the flask line keeps shipping castings.
Target 200-300 molds on the flaskless line during this phase. That's enough cycles to validate:
- Mold dimensional tolerance (measure 10 molds per shift, compare to pattern dimensions)
- Surface finish quality (visual inspection, compare to flask-molded castings from the same pattern)
- Cycle time stability (track actual molds/hour vs rated capacity)
- Sand consumption (measure new sand addition rate, verify reclamation loop is delivering 90-95% reclaimed sand)
Phase 2: Capacity Ramp (4-6 Weeks)
Shift 50% of your production volume to the flaskless line. This phase tests:
- Labor reallocation: Flaskless lines need 2-3 operators vs 4-5 for flask lines at equivalent output. Train your team on the new equipment and adjust shift assignments.
- Maintenance procedures: Flaskless presses have different wear patterns than flask equipment. Hydraulic seals, compaction plates, and ejection pins need inspection every 5,000-10,000 cycles. Set up preventive maintenance schedules before you're running at full capacity.
- Supply chain adjustments: If you're reducing new sand consumption from 20% to 5% per cycle, your sand supplier deliveries drop by 75%. Renegotiate delivery schedules and minimum order quantities to avoid paying for unused inventory.
Track cost-per-casting data during this phase. Flaskless molding should reduce your sand cost, labor cost, and cycle time — but only if the sand system is working correctly and the line is running at rated capacity. If your cost-per-casting isn't improving by week 4, something is wrong. Common culprits: excessive new sand addition (reclamation loop not performing), longer-than-rated cycle times (compaction pressure or ejection speed issues), or higher scrap rates (sand property control problems).
Phase 3: Full Conversion
Decommission the flask line once the flaskless line has run 2,000+ molds without major defects. At that point you've validated:
- Infrastructure can handle continuous operation
- Sand system delivers consistent properties
- Operators are trained and comfortable with the equipment
- Maintenance procedures are established
- Cost-per-casting economics are better than flask molding
Most foundries complete this transition in 8-12 weeks total. Trying to do it faster increases risk. Stretching it longer than 12 weeks means you're paying for redundant equipment and split labor crews without gaining much additional validation.

Production Performance Comparison
Real data from a European automotive foundry that completed the transition in 2023. They were running a manual flask line producing brake calipers and suspension components, then switched to a vertical flaskless line we commissioned in their facility.
Before (Flask Molding Line):
- Cycle time: 180-220 seconds per mold
- Output: 16-20 molds/hour
- Labor: 5 operators per shift
- Sand consumption: 18% new sand addition per cycle
- Mold dimensional tolerance: ±1.2mm on critical dimensions
- Floor space: 180 m² including flask storage and handling
After (Flaskless Molding Line):
- Cycle time: 45-60 seconds per mold
- Output: 60-80 molds/hour
- Labor: 2 operators per shift
- Sand consumption: 4-6% new sand addition per cycle
- Mold dimensional tolerance: ±0.5mm on critical dimensions
- Floor space: 85 m² (no flask storage needed)
Cost Impact:
- Labor cost per casting: reduced 62% (fewer operators, higher output)
- Sand cost per casting: reduced 68% (lower new sand consumption, better reclamation)
- Floor space cost: reduced 53% (smaller footprint, eliminated flask storage)
- Total cost per casting: reduced 48% after accounting for equipment amortization
The transition took 10 weeks from equipment arrival to full production. They ran parallel operation for 3 weeks, capacity ramp for 5 weeks, then decommissioned the flask line. Total production loss during transition: 8% of normal monthly output, recovered within 6 weeks through higher flaskless line throughput.
(Note: these numbers are specific to their casting mix and production volume. Your results will vary based on casting complexity, mold size, and how well your sand system performs. But the directional improvement — faster cycles, lower labor, reduced sand cost — holds across most transitions we've commissioned.)
Common Failure Points and Prevention
Three problems show up repeatedly during flask-to-flaskless transitions. Catch them early.
Compaction Pressure Drift
Flaskless molds depend on consistent compaction pressure to maintain dimensional tolerance and strength. If pressure drifts from 200 bar to 180 bar over a shift, your molds start losing tolerance and you'll see increased scrap rates.
Causes:
- Hydraulic pump wear (internal leakage reduces pressure)
- Contaminated hydraulic oil (water or particulate causing valve sticking)
- Pressure relief valve drift (setpoint changes due to spring fatigue)
Prevention:
- Install pressure transducers on the compaction cylinder supply line, log pressure data every cycle
- Set alarm thresholds at ±5% of target pressure (195-205 bar for a 200 bar setpoint)
- Change hydraulic oil every 2,000 operating hours, use ISO VG 46 with filtration to ISO 4406 18/16/13 cleanliness
- Calibrate pressure relief valves every 6 months or 50,000 cycles
We include pressure monitoring in our standard PLC programming. If pressure drops below threshold, the system flags the mold for inspection and alerts the operator. Catching a 10-bar pressure drop after 50 molds is better than discovering it after 500 defective castings.
Sand Moisture Variation
Flaskless molds crack or slump if moisture content drifts outside 3.0-3.5%. Most foundries discover this when they see mold handling damage or dimensional errors during the first week of production.
Causes:
- Inconsistent water addition at the sand mixer (manual control or worn metering valves)
- Ambient humidity changes (summer vs winter, day vs night shifts)
- Reclaimed sand temperature variation (hot sand from shakeout holds less moisture than cooled sand)
Prevention:
- Install continuous moisture sensors (capacitance or microwave type) on the mixer discharge
- Use closed-loop water addition control (PLC adjusts water flow based on sensor feedback)
- Cool reclaimed sand to 30-40°C before remixing (use a fluidized bed cooler or rotary drum cooler)
- Test moisture content every 2 hours with a manual moisture tester to verify sensor accuracy
If you're running manual water addition, you'll chase moisture problems constantly. Automatic control pays for itself in 3-6 months through reduced scrap and eliminated operator guesswork.
Mold Ejection Timing Issues
Flaskless molds need precise ejection timing. Eject too early (before the sand has fully compacted and stabilized), and the mold cracks. Eject too late, and cycle time increases.
Causes:
- Incorrect compaction dwell time setting (PLC parameter)
- Worn ejection pins (increased friction, uneven mold release)
- Sand temperature too high (reduces green strength, molds crack during ejection)
Prevention:
- Set compaction dwell time to 2-3 seconds for standard clay sand (adjust based on sand properties and mold size)
- Inspect ejection pins every 10,000 cycles, replace if wear exceeds 0.5mm diameter reduction
- Monitor sand temperature at mixer discharge, keep below 45°C to maintain green strength
We program a 2.5-second dwell time as the default, then adjust during commissioning based on your specific sand properties. If you're seeing mold cracks during ejection, increase dwell time by 0.5-second increments until cracks stop. If cycle time is too long, reduce dwell time by 0.2-second increments while monitoring mold quality.
Making the Transition Decision
Flaskless molding makes sense when you're running medium-to-high volume production (30+ molds/hour target) and your casting complexity doesn't require frequent pattern changes. If you're producing 50 different casting families per month with pattern changes every 2-3 hours, flask molding's flexibility may still be the better choice.
The infrastructure audit and sand system assessment tell you whether your facility is ready. If you need major floor reinforcement, building modifications, or reclamation system upgrades, factor those costs into your ROI calculation. A $300,000 flaskless line that requires $200,000 in facility work is really a $500,000 investment.
The phased transition approach keeps production running while you validate the new equipment. Most foundries that lose weeks of capacity during the switch tried to do everything in one shutdown. Running parallel operation for 2-4 weeks costs you some labor and floor space, but it catches problems before they become production crises.
If you're evaluating flaskless line suppliers, ask for commissioning data from their previous installations — actual cycle times, sand consumption rates, and dimensional tolerance measurements from equipment they've shipped. Spec sheets tell you what the equipment should do. Commissioning reports tell you what it actually did in a real foundry. (We ship commissioning data with every line because buyers who've been burned by over-promised equipment want proof, not promises.)
For detailed specifications on clay sand processing equipment and system configurations, see our clay sand processing line category page. If you're ready to discuss your facility's transition requirements, send us your current production data and facility drawings — we'll provide equipment recommendations and a transition timeline based on your specific situation.

Baocun Zhu is the Senior Clay Sand Process Engineer at TZFoundry in Qingdao. With over 14 years commissioning clay sand molding, reclamation, and preparation lines for export foundries, he turns floor-space constraints and throughput targets into working production systems. His...