Mold accuracy drift costs you in three places: scrap castings that fail dimensional inspection, rework time to salvage borderline parts, and customer complaints when tolerance creep shows up in their machining operations. A foundry running 200 molds per hour can generate 40-60 reject castings per shift when dimensional accuracy slides past ±1.0mm on critical features. That's 8-12% scrap rate eating your margin before you factor in the labor cost of sorting and rework.
The usual response is to slow the line down — drop from 200 molds/hour to 150, give the compaction system more dwell time, hope the problem goes away. It doesn't. You've just cut your throughput by 25% and the accuracy problem is still there, because cycle time wasn't the root cause.
I've commissioned over 60 clay sand lines across four continents. The accuracy problems that show up after 3-6 months of production almost never come from the molding machine running too fast. They come from parameter drift in the PLC control loop, uneven sand moisture distribution, and compaction pressure decay that nobody's monitoring. Fix those three, and you can hold ±0.5mm tolerance at full production speed.
Why Mold Accuracy Degrades During Production
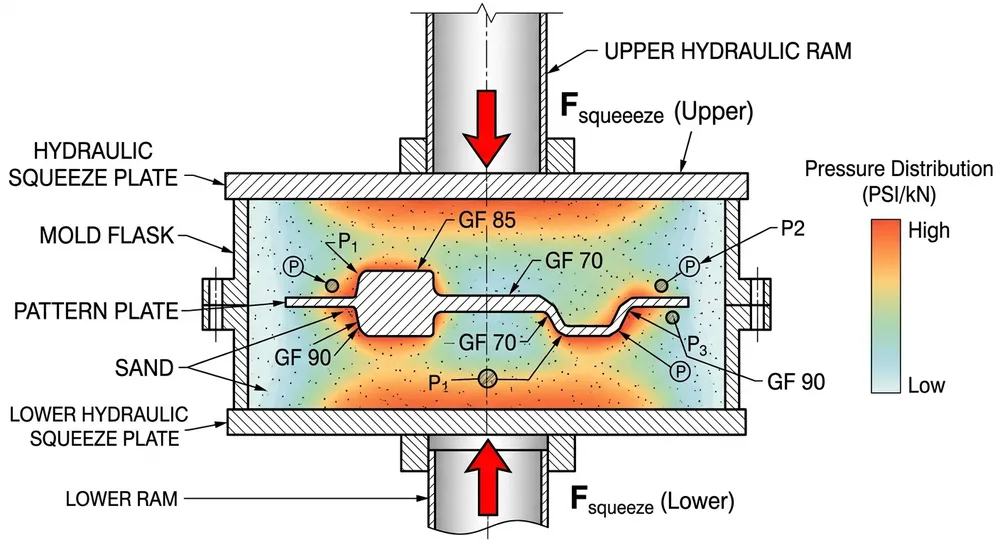
Clay sand molds lose dimensional accuracy when the compaction force distribution becomes uneven across the mold surface. A flaskless molding line uses hydraulic squeeze pressure (typically 0.8-1.2 MPa) to compact sand around the pattern. When that pressure varies by more than 10% between the center and edges of the mold box, you get differential compaction — the center compacts to 85-90 GF hardness while the edges sit at 70-75 GF. The pattern pulls away cleanly from the hard zones but drags slightly in the soft zones, and you've just introduced 0.3-0.8mm dimensional error.
Three things cause compaction pressure to drift:
Sand moisture variation — Clay sand needs 3.0-3.5% moisture content for proper binding. If your sand preparation line delivers 3.2% moisture on Monday and 3.8% on Wednesday, the compaction behavior changes. Wetter sand compacts more easily but rebounds after the squeeze cycle ends, giving you dimensional instability. We see this most often when foundries don't calibrate their moisture sensors or when ambient humidity swings 20-30% between seasons.
Hydraulic pressure decay — The squeeze cylinders on a molding press operate at 150-180 bar system pressure. Seal wear, contaminated hydraulic oil, or accumulator charge loss can drop effective squeeze pressure by 5-10% over 6 months. The PLC still reads the command pressure (180 bar), but the actual force at the mold surface has dropped to 165 bar. Your molds are getting softer and you don't know it until dimensional inspection catches the problem downstream.
PLC parameter drift — Most modern clay sand lines use closed-loop PLC control (Siemens or Mitsubishi) to manage squeeze pressure, dwell time, and pattern withdrawal speed. But if the pressure transducer calibration drifts or the control algorithm's feedback gain isn't tuned correctly, the system compensates in the wrong direction. I've seen lines where the PLC was adding squeeze time to compensate for low pressure readings, which actually made the problem worse by over-compacting the center of the mold while the edges stayed soft.

Step 1: Verify Your Sand Quality Before Tuning Equipment
Don't touch the PLC settings until you've confirmed your sand properties are stable. I've watched foundries spend two weeks re-tuning compaction parameters only to discover their sand reclamation system was delivering inconsistent moisture content. Fix the input before you adjust the process.
Check moisture content consistency — Pull sand samples from the mixer discharge every 2 hours for a full production shift. Test with a moisture analyzer (infrared or microwave type, not the old oven method that takes 30 minutes). You want 3.0-3.5% moisture with less than ±0.2% variation across the shift. If you're seeing swings of 0.5% or more, your moisture control system needs recalibration. Most automated clay sand lines use spray nozzles to add water during mixing — check for clogged nozzles or worn spray patterns.
Measure compactability — Use a standard compactability tester (the kind with a 50mm diameter specimen tube and a 2 kg drop weight). Properly conditioned clay sand should show 40-50% compactability. Below 35%, your sand is too dry and won't bind properly. Above 55%, it's too wet and will rebound after compaction. We run this test twice per shift at our Qingdao facility — it takes 5 minutes and catches sand quality problems before they become mold defects.
Test mold hardness distribution — Make a test mold and immediately measure hardness at 9 points across the surface (3×3 grid pattern) using a GF-type hardness tester. You want 80-90 GF with less than 10 GF variation between measurement points. If the center reads 88 GF and the corners read 72 GF, you have a compaction uniformity problem that no amount of PLC tuning will fix — the issue is mechanical (worn squeeze plates, misaligned pattern plate, or uneven sand distribution in the mold box).
Step 2: Tune PLC Compaction Control for Uniform Pressure
Once your sand quality is stable, you can tune the PLC control loop to maintain consistent compaction pressure across production cycles. This is where most foundries either over-complicate the process or skip it entirely because they don't have someone who understands closed-loop control.
Calibrate pressure transducers — The squeeze cylinders have pressure transducers that feed data back to the PLC. These drift over time, especially in foundry environments with temperature swings and vibration. Disconnect the transducer signal, apply a known pressure using a calibrated test gauge, and verify the PLC reads the correct value. We do this every 3 months on our production lines. If the transducer reads 175 bar when the actual pressure is 180 bar, the PLC will over-compensate and you'll get erratic compaction force.
Adjust squeeze pressure ramp rate — The PLC controls how fast the hydraulic pressure builds during the compaction cycle. Too fast (0-180 bar in under 0.5 seconds) and you get shock loading that creates uneven compaction. Too slow (ramp time over 2.0 seconds) and you're adding cycle time for no benefit. The optimal ramp rate for most clay sand applications is 1.0-1.5 seconds from zero to full pressure. This gives the sand time to flow and fill voids around the pattern before final compaction locks everything in place.
Set dwell time based on mold size — Dwell time is how long the squeeze pressure holds at maximum before the pattern withdraws. For a 500mm x 600mm mold, 2.0-2.5 seconds dwell is sufficient. Larger molds (800mm+) may need 3.0 seconds. Going beyond that doesn't improve accuracy — it just adds cycle time. The European buyer I mentioned earlier wanted 200 molds/hour at ±0.5mm tolerance. We achieved it with 2.2 seconds dwell time by optimizing the pressure ramp and ensuring uniform sand distribution before compaction started.
Enable closed-loop pressure control — Modern Siemens and Mitsubishi PLCs can run closed-loop control where the system continuously adjusts hydraulic valve position to maintain target pressure even if system conditions change (oil temperature, seal wear, accumulator charge). This is different from open-loop control where the PLC just commands a valve position and hopes the pressure is correct. Closed-loop control adds maybe 5% to your PLC programming cost but eliminates 80% of the pressure drift problems that cause accuracy loss over time.

Step 3: Maintain Hydraulic System Performance
The PLC can only control what the hydraulic system can deliver. If your hydraulic pressure is decaying due to worn seals or contaminated oil, no amount of software tuning will fix the accuracy problem.
Monitor actual squeeze force, not just command pressure — Install load cells or pressure transducers at the squeeze plates (not just at the hydraulic pump) so you're measuring the actual force applied to the mold. I've seen systems where the pump pressure reads 180 bar but the force at the mold surface is only 165 bar due to seal leakage in the cylinders. The PLC thinks everything is fine because it's reading pump pressure, but your molds are getting progressively softer.
Check hydraulic oil condition monthly — Clay sand molding presses run hot (hydraulic oil temperatures of 50-60°C are normal). Contaminated oil loses viscosity and causes pressure fluctuations. Pull an oil sample monthly and check for water contamination (should be under 0.1%), particle count (ISO 4406 cleanliness code 18/16/13 or better), and viscosity (should match the manufacturer's spec for your oil grade). If the oil looks milky or has visible particles, change it immediately — you're already losing accuracy.
Replace cylinder seals on schedule — Hydraulic cylinder seals wear out. On a line running 200 molds/hour, 16 hours/day, 6 days/week, you're cycling the squeeze cylinders 1.9 million times per year. Most seal kits are rated for 2-3 million cycles. Replace them at 18-24 months even if they're not leaking yet. Waiting for visible leakage means you've already been running with degraded pressure for months.
Step 4: Validate Accuracy with Measurement, Not Assumptions
You can't improve what you don't measure. Most foundries assume their mold accuracy is fine until a customer complains about casting dimensions. By then you've shipped hundreds of bad parts.
Implement in-process mold inspection — Pull one mold per hour from the production line and measure critical dimensions with calipers or a coordinate measuring arm. Compare to the pattern dimensions. You should be within ±0.5mm on all features. If you're drifting toward ±0.8mm or ±1.0mm, you have a process control problem developing. Catch it now, not after you've made 2,000 molds.
Track mold hardness trends — Keep a log of mold hardness measurements (the 9-point grid test I mentioned earlier). Plot the data over time. If the average hardness is dropping (90 GF last month, 85 GF this month, 80 GF now), your compaction system is losing effectiveness. If the hardness variation is increasing (used to be ±5 GF, now it's ±12 GF), your sand distribution or squeeze pressure uniformity is degrading.
Correlate mold accuracy with casting dimensions — The real test is whether your castings meet dimensional specs after shakeout and cleaning. Measure the same critical features on the casting that you measured on the mold. If the mold was accurate but the casting is off, you have a different problem (pattern wear, metal shrinkage calculation error, shakeout damage). If both the mold and casting are off by the same amount, the mold accuracy is your root cause.
Step 5: Prevent Accuracy Drift Through Equipment Selection
If you're specifying a new clay sand line or upgrading an existing one, you can prevent most accuracy problems by choosing the right equipment configuration upfront. This is cheaper than trying to fix accuracy issues on a line that was never designed to hold tight tolerances at high speed.
Specify PLC-controlled compaction with closed-loop feedback — Don't buy a line with manual pressure adjustment or open-loop hydraulic control. The cost difference between open-loop and closed-loop PLC control is maybe 8-10% of the total line price, but it's the difference between holding ±0.5mm tolerance consistently and chasing accuracy problems every few months. We've been building PLC-controlled lines since 2015 — the European buyer I keep mentioning is still running that first line at ±0.5mm tolerance after 9 years because the closed-loop control compensates for wear and environmental changes automatically.
Choose servo-controlled sand distribution — Uneven sand distribution in the mold box causes uneven compaction even if your squeeze pressure is perfect. Servo-controlled sand hoppers and distribution plates ensure consistent sand volume and density across the entire mold surface before compaction starts. This adds maybe 5% to the molding machine cost but eliminates one of the three main causes of accuracy drift.
Install remote diagnostics from day one — Our lines ship with 4G modules that let your maintenance team (or our engineers) monitor PLC parameters, hydraulic pressures, and cycle times remotely. When accuracy starts drifting, we can pull the data logs, identify whether it's a sand quality issue, hydraulic problem, or PLC tuning issue, and send you the fix without waiting for an on-site visit. This isn't a luxury feature — it's how you maintain accuracy over years of production without flying engineers around every time something drifts.
For more details on clay sand line configurations and capacity planning, see our clay sand processing line overview.

Common Accuracy Problems and Root Causes
Here's a troubleshooting reference based on the most common accuracy failures I've diagnosed over 14 years:
| Symptom | Root Cause | Fix |
|---|---|---|
| Mold dimensions drift over weeks/months | Hydraulic pressure decay from seal wear | Replace cylinder seals, verify actual squeeze force with load cells |
| Accuracy varies shift-to-shift | Sand moisture inconsistency | Calibrate moisture control system, check spray nozzles |
| Center of mold accurate, edges are off | Uneven compaction pressure distribution | Check squeeze plate alignment, verify sand distribution uniformity |
| Accuracy degrades after 4-6 hours of production | Hydraulic oil temperature rise affecting viscosity | Install oil cooler, verify oil grade matches operating temperature range |
| Random accuracy spikes on individual molds | PLC control loop instability | Recalibrate pressure transducers, adjust PLC feedback gain |
| Accuracy loss after pattern change | Pattern plate misalignment or worn locating pins | Verify pattern plate flatness, replace worn alignment hardware |
What to Do Next
If you're running an existing clay sand line and accuracy is drifting, start with Step 1 (verify sand quality) before you touch any equipment settings. Most accuracy problems trace back to inconsistent sand moisture or compactability, and no amount of PLC tuning will fix bad input material.
If you're specifying a new line, the equipment choices you make now determine whether you'll be chasing accuracy problems for the next decade or running at ±0.5mm tolerance with minimal intervention. Closed-loop PLC control, servo-controlled sand distribution, and remote diagnostics aren't optional features — they're the difference between a line that maintains accuracy and one that requires constant manual adjustment.
We've built clay sand lines for foundries producing everything from automotive components (±0.3mm tolerance requirements) to general industrial castings (±1.0mm acceptable). The process control principles are the same regardless of your tolerance target — stable sand properties, uniform compaction pressure, and continuous measurement to catch drift before it becomes scrap.
Send us your current production specs (mold size, cycle time target, tolerance requirements) and we'll recommend the specific equipment configuration and control system setup that will hold your accuracy targets. If you're troubleshooting an existing line, send us your mold hardness data and PLC parameter logs — we can usually identify the root cause remotely and send you the tuning adjustments.
For technical consultation on clay sand line accuracy optimization or equipment specifications, contact us at sales@tzfoundry.com or WhatsApp +86 13335029477. Include your current mold dimensions, production rate, and tolerance targets — we'll send back specific recommendations within 24 hours.

Baocun Zhu is the Senior Clay Sand Process Engineer at TZFoundry in Qingdao. With over 14 years commissioning clay sand molding, reclamation, and preparation lines for export foundries, he turns floor-space constraints and throughput targets into working production systems. His...