Most foundries undersize their jaw crushers. They calculate based on mold weight, forget about the sand-to-metal ratio, and end up with a crusher that runs at 95% capacity on day one. When production increases 15% six months later, the reclamation line becomes the bottleneck.
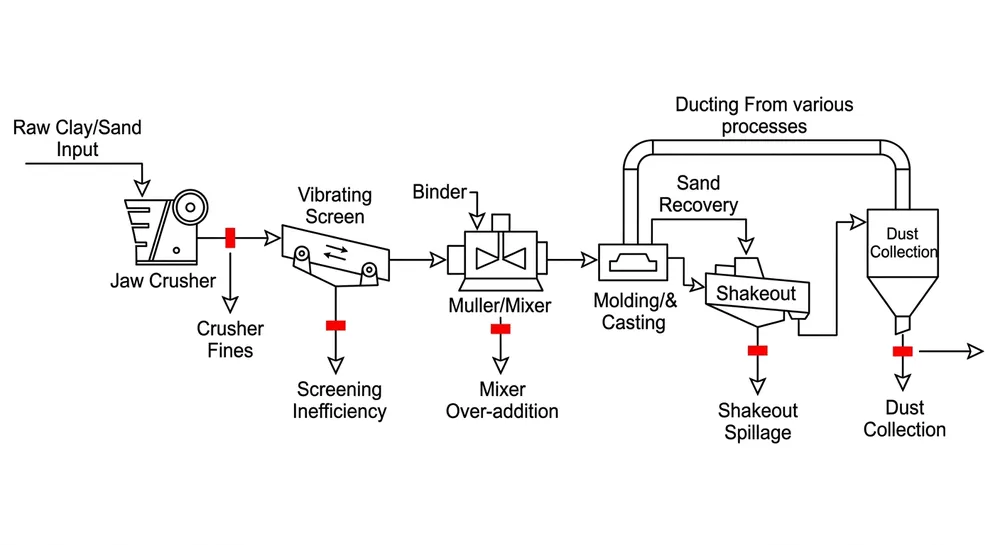
A jaw crusher in a clay sand reclamation system breaks down used sand lumps after shakeout so the material can move through magnetic separation and screening. Size it wrong and you either overpay for capacity you don't need, or you throttle your entire molding operation because the crusher can't keep up.
What Drives Jaw Crusher Sizing in Foundry Sand Reclamation
Jaw crusher sizing for clay sand reclamation isn't the same as sizing for aggregate or mining applications. You're not crushing rock — you're breaking apart compacted clay-bonded sand that comes off the shakeout conveyor in irregular lumps ranging from fist-sized chunks to 300mm blocks (depending on your mold size and shakeout method).
Three variables control your sizing decision:
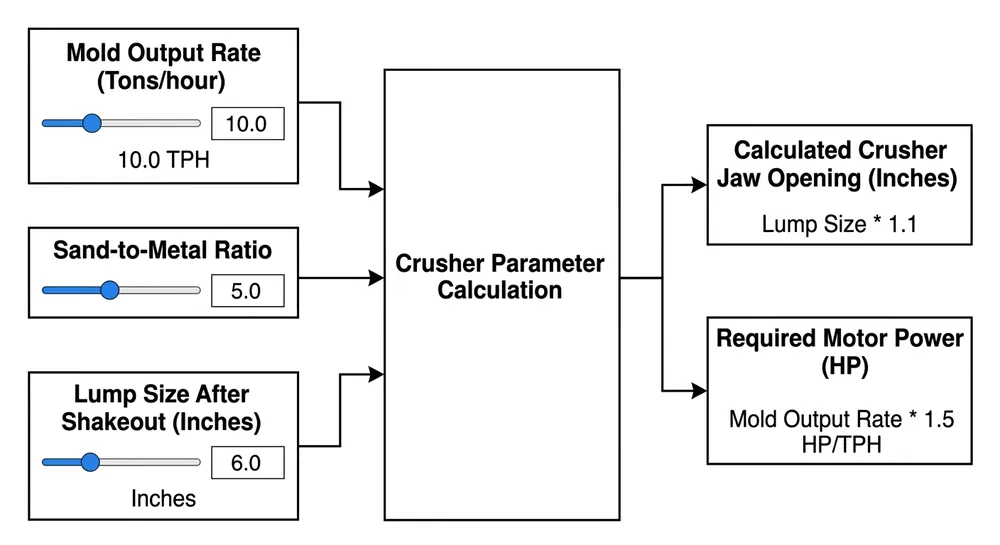
Mold output rate — how many molds per hour your molding line produces. This sets your sand throughput baseline.
Sand-to-metal ratio — the weight of sand in each mold compared to the casting weight. Green sand molds typically run 8:1 to 12:1 sand-to-metal ratio. If you're casting 50 kg of iron per mold, you're handling 400-600 kg of sand per mold cycle.
Lump size after shakeout — the maximum dimension of sand lumps entering the crusher. Flaskless molding lines with vibrating shakeout produce smaller, more uniform lumps. Flask-based systems with manual knockout can send 250-300mm blocks into the reclamation line.
We run crush-and-screen tests in our sand reclamation lab before recommending a crusher size. Send us a 50 kg sample of your used sand after shakeout — we'll measure lump size distribution, run it through different jaw openings, and show you the actual throughput data for your specific material.

Jaw Crusher Capacity Calculation for Clay Sand Processing
Start with your molding line's actual output, not its nameplate capacity. If your line is rated for 120 molds per hour but you're running 90-100 molds during normal production, use 100 as your baseline. Sizing for theoretical maximum capacity means you're paying for crusher capacity you'll rarely use.
Step 1: Calculate hourly sand throughput
Mold output rate × average sand weight per mold = hourly sand volume
Example: 100 molds/hour × 450 kg sand per mold = 45,000 kg/hour (45 tons/hour)
Step 2: Add safety margin for surge capacity
Clay sand reclamation lines don't run at steady state. Shakeout happens in batches, so your crusher sees surge loading. We typically add 25-30% margin to handle peak flow without backing up the shakeout conveyor.
45 tons/hour × 1.3 = 58.5 tons/hour effective crusher capacity requirement
Step 3: Match jaw opening to maximum lump size
The crusher feed opening must be at least 1.3× your largest lump dimension. If your shakeout produces 200mm lumps, you need a minimum 260mm jaw opening. Undersizing the feed opening causes bridging — lumps jam at the crusher throat and your operators spend half their shift clearing blockages with a pry bar.
Step 4: Verify motor power for clay-bonded material
Clay sand crushes differently than aggregate. The clay binder adds cohesion, so you need more crushing force per ton than you'd use for limestone. Motor power requirements run 15-20% higher than equivalent aggregate applications.
For a 50-60 ton/hour clay sand crusher, expect 30-37 kW motor power. Undersized motors overheat during continuous operation and trip on thermal overload.
Practical Sizing Table: Mold Output to Crusher Specification
This table maps typical foundry production rates to jaw crusher specifications based on our commissioning data from 60+ clay sand reclamation installations. Your actual requirements may vary based on sand-to-metal ratio and lump size — use this as a starting reference, not a final spec.
| Mold Output Rate | Sand Throughput (with 30% margin) | Jaw Opening | CSS Range | Motor Power | Typical Application |
|---|---|---|---|---|---|
| 40-60 molds/hour | 20-30 tons/hour | 250×400 mm | 10-40 mm | 22-30 kW | Small batch foundries, manual molding |
| 60-100 molds/hour | 30-50 tons/hour | 400×600 mm | 15-50 mm | 30-37 kW | Medium automated lines, flask molding |
| 100-150 molds/hour | 50-75 tons/hour | 500×750 mm | 20-60 mm | 45-55 kW | High-speed flaskless lines |
| 150-200 molds/hour | 75-100 tons/hour | 600×900 mm | 25-75 mm | 55-75 kW | Large production foundries |
The jaw opening dimensions (width × length) define the maximum lump size the crusher can accept. CSS (closed side setting) controls the discharge size, which must match your downstream screening and magnetic separation equipment requirements.

CSS Setting and Downstream Equipment Integration
The closed side setting (CSS) on your jaw crusher determines the maximum discharge particle size. This isn't a standalone decision — it has to work with your vibrating screen mesh size and magnetic separator drum gap.
Most clay sand reclamation lines run a two-stage screening process: coarse screen (6-8mm) removes oversized particles and metal debris, fine screen (1-2mm) separates reusable sand from dust and broken grains. Your crusher CSS should produce 80-90% of material below the coarse screen size to avoid overloading the screen deck.
We typically set CSS at 15-25mm for standard clay sand reclamation. Tighter settings (10-15mm) reduce crusher throughput by 20-30% because the material spends more time in the crushing chamber. Wider settings (30-40mm) increase throughput but send more oversized particles to the screen, which increases screen wear and reduces screening efficiency.
The magnetic separator comes after the crusher and before the screens. If your CSS is too wide, you'll send 50-80mm lumps into the magnetic drum, which can't effectively separate embedded metal particles from large sand chunks. The metal stays in your reclaimed sand and shows up as inclusions in your next batch of molds.
When we configure a clay sand processing line, we match the crusher CSS to the magnetic separator's effective working gap and the primary screen mesh size. These three components work as a system — optimizing one in isolation usually degrades overall reclamation efficiency.
Motor Power and Continuous Operation Requirements
Jaw crushers in foundry reclamation lines run continuously during production shifts, not intermittently like crushers in aggregate plants. Your motor needs to handle sustained load without thermal derating.
Undersized motors fail in two ways. First, they overheat during continuous operation and trip on thermal overload, stopping your entire reclamation line. Second, they can't maintain crushing force when the feed rate surges, so the crusher bogs down and material backs up into the shakeout conveyor.
We've seen buyers try to save 15% on initial cost by specifying a 22 kW motor on a crusher that needs 30 kW. Six months later they're replacing the motor after repeated thermal trips damaged the windings. The replacement motor costs more than the original savings, plus you lose production time during the retrofit.
Motor power requirements scale with jaw opening and CSS setting. Tighter CSS means more crushing cycles per particle, which increases power draw. Clay-bonded sand requires 15-20% more power than aggregate because the clay binder adds cohesion — you're not just fracturing particles, you're breaking molecular bonds in the clay matrix.
For continuous-duty foundry applications, specify motors with Class F insulation (155°C) and SF 1.15 service factor. This gives you thermal margin for ambient temperatures above 40°C (common in foundry environments) and occasional surge loading.
Modular Frame Design and Container Shipping Considerations
Jaw crusher frame design affects your landed cost more than most buyers realize. A crusher that doesn't fit standard container dimensions adds 30-40% to your freight cost because you're paying for dimensional cargo rates or break-bulk shipping.
Our jaw crushers use modular frame construction — the crusher body, motor mount, and drive assembly separate into three sections that fit 40HQ container dimensions (12.03m length, 2.35m width, 2.69m height). A 400×600mm crusher ships in one container. A 600×900mm crusher ships in two containers with the frame sections, motor, and spare parts kit.
This matters when you're comparing quotes. A crusher that's 15% cheaper but requires break-bulk shipping can cost more landed than a modular design that ships in standard containers. Always calculate total landed cost (equipment + freight + customs + installation) before making a sourcing decision.
Installation footprint is the other dimension that gets overlooked during sizing. A 600×900mm jaw crusher needs roughly 4m × 3m floor space including access for maintenance. If you're retrofitting a reclamation line into an existing facility, measure your available space before specifying crusher size. We've had buyers order a crusher that met their capacity requirements but wouldn't fit through their building's overhead door.
Common Sizing Mistakes and How to Avoid Them
Mistake 1: Sizing based on casting weight instead of sand weight
Buyers calculate crusher capacity from their casting tonnage and forget that sand weight is 8-12× the metal weight. A foundry producing 5 tons of castings per hour is handling 40-60 tons of sand per hour. Size your crusher for the sand volume, not the casting volume.
Mistake 2: Ignoring lump size variation
Shakeout methods produce different lump sizes. Vibrating shakeout on flaskless lines produces 50-150mm lumps. Manual knockout on flask molds produces 150-300mm blocks. If you size your crusher jaw opening for average lump size, the oversized lumps will bridge at the feed throat. Always size for maximum lump dimension, not average.
Mistake 3: Matching crusher capacity to molding line nameplate rating
Your molding line might be rated for 150 molds per hour, but if you're running 100-120 molds during normal production, size your crusher for actual throughput plus 25-30% margin. Oversizing by 50% means you're paying for capacity you'll never use.
Mistake 4: Setting CSS without considering downstream equipment
CSS affects your entire reclamation line performance. Set it too wide and your screens overload with oversized particles. Set it too tight and your crusher throughput drops 30%, creating a bottleneck. CSS should be specified based on your screen mesh size and magnetic separator gap, not as an isolated crusher parameter.
Mistake 5: Specifying motor power based on aggregate crusher tables
Clay-bonded sand requires 15-20% more crushing force than aggregate. If you use standard aggregate crusher power tables, you'll undersize the motor and face thermal overload trips during continuous operation. Always specify motor power based on clay sand applications, not general aggregate crushing.
Verification Before You Order
Before finalizing your jaw crusher specification, request these documents from your supplier:
Commissioning report from a similar installation — actual throughput data from a crusher running in a clay sand reclamation line with comparable mold output rate and sand type. This shows real-world performance, not theoretical capacity.
Motor thermal performance data — continuous-duty test results showing motor temperature rise during sustained operation at rated load. This verifies the motor can handle foundry ambient temperatures (often 35-45°C) without thermal derating.
CSS adjustment range and procedure — documentation showing how to adjust the closed side setting and what throughput changes to expect at different CSS values. You'll need to fine-tune CSS during commissioning to match your downstream equipment.
Modular frame assembly drawings — CAD drawings showing how the crusher sections fit together and what floor space is required for installation and maintenance access. This prevents the "it doesn't fit" problem after the equipment arrives.
We provide all four documents with every jaw crusher order. The commissioning report comes from your specific unit — we run it through a test cycle in our sand reclamation lab and document the actual throughput before shipping. If you need help specifying the right crusher size for your production rate, contact our engineering team with your mold output rate, sand-to-metal ratio, and available floor space.
Sizing Decision Framework
Use this framework to specify your jaw crusher:
For small batch foundries (40-60 molds/hour): 250×400mm jaw opening, 22-30 kW motor, CSS 15-20mm. This handles 20-30 tons/hour with margin for occasional surge loading. Fits one 40HQ container.
For medium automated lines (60-100 molds/hour): 400×600mm jaw opening, 30-37 kW motor, CSS 20-25mm. Handles 30-50 tons/hour continuous operation. Modular frame ships in one container.
For high-speed flaskless lines (100-150 molds/hour): 500×750mm jaw opening, 45-55 kW motor, CSS 25-30mm. Handles 50-75 tons/hour with 30% surge margin. Ships in two containers.
For large production foundries (150-200 molds/hour): 600×900mm jaw opening, 55-75 kW motor, CSS 30-40mm. Handles 75-100 tons/hour sustained throughput. Requires two containers plus spare parts kit.
Match the jaw opening to your maximum lump size after shakeout (jaw opening should be 1.3× largest lump dimension). Set CSS based on your downstream screen mesh size (CSS should produce 80-90% of material below coarse screen size). Verify motor power is rated for continuous duty with Class F insulation and SF 1.15 service factor.
The right crusher size balances three factors: adequate capacity for your current production rate plus 25-30% growth margin, discharge size that works with your downstream reclamation equipment, and modular design that fits standard container dimensions to control your landed cost. If you're unsure which specification fits your operation, send us your mold output rate and sand type — we'll run a sizing calculation and provide crusher recommendations with supporting test data from our reclamation lab.

Baocun Zhu is the Senior Clay Sand Process Engineer at TZFoundry in Qingdao. With over 14 years commissioning clay sand molding, reclamation, and preparation lines for export foundries, he turns floor-space constraints and throughput targets into working production systems. His...